You might also like
- Ningbo Keke New Era Appliance HKV6 DC12V SG C125731Document7 pagesNingbo Keke New Era Appliance HKV6 DC12V SG C125731roviandra7No ratings yet
- CPG142501D02 SpecDocument6 pagesCPG142501D02 Specxujiaqi730No ratings yet
- HK4101F DC6V SHGDocument7 pagesHK4101F DC6V SHGChristopher SmithNo ratings yet
- CPG142501D03 SpecDocument6 pagesCPG142501D03 Specxujiaqi730No ratings yet
- WES400V10000μF76200规格书Document4 pagesWES400V10000μF76200规格书1436525811No ratings yet
- Shouhan SS12D08Document5 pagesShouhan SS12D08exinno888No ratings yet
- h5cn Ds TW 4 6Document10 pagesh5cn Ds TW 4 6Nacolulu ChiuNo ratings yet
- Shou Han Type C 6P 073 - C668623Document6 pagesShou Han Type C 6P 073 - C668623Daraban IuliuNo ratings yet
- 6x6防尘支架规格书eltsa 61k h E承认书Document11 pages6x6防尘支架规格书eltsa 61k h E承认书Boby SaputraNo ratings yet
- Huaxing Mechanical Elec RI40 1 4W 10KR 5 T - C714634Document13 pagesHuaxing Mechanical Elec RI40 1 4W 10KR 5 T - C714634TNo ratings yet
- YNX BLG868 8dbi玻璃钢规格书110CMDocument8 pagesYNX BLG868 8dbi玻璃钢规格书110CMPilar DosNo ratings yet
- Kailh CPG1511F01S38 SpecDocument12 pagesKailh CPG1511F01S38 Specxujiaqi730No ratings yet
- 薄膜压力传感器Document3 pages薄膜压力传感器linlinNo ratings yet
- Kailh Mini Touch Switch SpecDocument11 pagesKailh Mini Touch Switch Specxujiaqi730No ratings yet
- TS 030 PDFDocument9 pagesTS 030 PDFThomas LoNo ratings yet
- AC Relay - CHAR-112A200Document9 pagesAC Relay - CHAR-112A200AGS ENGENHARIA E CONSTRUÇÃONo ratings yet
- BOX Pale BlueDocument12 pagesBOX Pale BlueKrutarth PatelNo ratings yet
- Dah8038vvh24b B1701Document15 pagesDah8038vvh24b B1701alirezaNo ratings yet
- HTV HT3F 5VDC SHG - C129113Document8 pagesHTV HT3F 5VDC SHG - C129113roviandra7No ratings yet
- CLA6063 LED Switch SpecDocument11 pagesCLA6063 LED Switch Specxujiaqi730No ratings yet
- Tianbo ReleDocument3 pagesTianbo ReleCristiano CezaraniNo ratings yet
- 3SPC090F Gas TubeDocument4 pages3SPC090F Gas TubeLau LauNo ratings yet
- Specification For Approval: Customer Model No CVG3030UWC Sample Date Description 1W 3030 自然白Document5 pagesSpecification For Approval: Customer Model No CVG3030UWC Sample Date Description 1W 3030 自然白Admir BašićNo ratings yet
- CLA6063 Series SpecDocument11 pagesCLA6063 Series Specxujiaqi730No ratings yet
- Kailh CTA401501S04 SpecDocument11 pagesKailh CTA401501S04 Specxujiaqi730No ratings yet
- Rotary Encoder - Illuminated (RGB)Document10 pagesRotary Encoder - Illuminated (RGB)jat_scribdNo ratings yet
- PG151101S11 PDFDocument10 pagesPG151101S11 PDFEco SlamNo ratings yet
- Metallized Polyester Film Capacitor (Dipped Type and Stacked Version)Document4 pagesMetallized Polyester Film Capacitor (Dipped Type and Stacked Version)Faifai ChulanitaNo ratings yet
- Halo Royal True Spec SheetDocument12 pagesHalo Royal True Spec SheetRise MarathonzNo ratings yet
- Kailh Box Red Switch SpecificationsDocument13 pagesKailh Box Red Switch SpecificationssebadioliNo ratings yet
- 檢驗規範Document5 pages檢驗規範yangsm100% (1)
- DatasheetDocument7 pagesDatasheetmatiasNo ratings yet
- KB-6160 DatasheetDocument2 pagesKB-6160 Datasheetdaniel.rabahdunordNo ratings yet
- EVH 12说明书Document18 pagesEVH 12说明书Nguyễn Văn QuýNo ratings yet
- BOCHEN Chengdu Guosheng Tech 3386P 1 101 - C125022Document3 pagesBOCHEN Chengdu Guosheng Tech 3386P 1 101 - C125022Gastón SañudoNo ratings yet
- 28 DS 542 TM1 Voltage 12 24V Plug-In Flange - ZHDocument10 pages28 DS 542 TM1 Voltage 12 24V Plug-In Flange - ZHF. Z.No ratings yet
- Technical Information 产品技术资料: Laminate: KB-6160C Prepreg: KB-6060CDocument2 pagesTechnical Information 产品技术资料: Laminate: KB-6160C Prepreg: KB-6060Ctrupzup7No ratings yet
- SL2128C StrongLinkElectronicsDocument5 pagesSL2128C StrongLinkElectronicsaam hamzahNo ratings yet
- PA6CM1017物性表Document1 pagePA6CM1017物性表Danii Alias XPxNo ratings yet
- Box-Type Metallized Polyester Film Capacitor (Stacked Version)Document5 pagesBox-Type Metallized Polyester Film Capacitor (Stacked Version)Faifai ChulanitaNo ratings yet
- CLA6063 Series SpecDocument12 pagesCLA6063 Series Specxujiaqi730No ratings yet
- 数字万用表Document2 pages数字万用表lunwenNo ratings yet
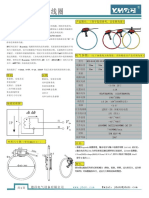
- RFSZ 柔性罗氏线圈.compressedDocument1 pageRFSZ 柔性罗氏线圈.compressedBaglaNo ratings yet
- C42 MiniDocument3 pagesC42 Minigaminglucky888No ratings yet
- 5MM White ColorDocument2 pages5MM White ColorIsaacNo ratings yet
- RA Series Radial TypeDocument2 pagesRA Series Radial TypeElectronNo ratings yet
- CTA603201S67 SpecDocument11 pagesCTA603201S67 Specxujiaqi730No ratings yet
- Iec Iec62930 4.0MM PDFDocument2 pagesIec Iec62930 4.0MM PDFJunaid ArsahdNo ratings yet
- DatasheetDocument5 pagesDatasheetAlceu DluzniewskiNo ratings yet
- TUV 手持电动工具培训Document19 pagesTUV 手持电动工具培训paulfangNo ratings yet
- Harmony 时间继电Document7 pagesHarmony 时间继电feng zhangNo ratings yet
- 28 DS 252 TM1 Current 12 24V Screw Flange - ZHDocument9 pages28 DS 252 TM1 Current 12 24V Screw Flange - ZHF. Z.No ratings yet
- 5mm Blue ColorDocument2 pages5mm Blue ColorOziel CaballeroNo ratings yet
- 28 DS 543 TM1 Voltage 12 24V Screw Flange - ZHDocument10 pages28 DS 543 TM1 Voltage 12 24V Screw Flange - ZHF. Z.No ratings yet
- SS-172SBCxl-C01-HZ 210521Document11 pagesSS-172SBCxl-C01-HZ 210521WaltencirNo ratings yet
- ASM93V11VDZDocument14 pagesASM93V11VDZpant.vk8514No ratings yet
- RG8038H24B 13500RPM FG PWM规格书Document12 pagesRG8038H24B 13500RPM FG PWM规格书CarlosAgustoPinedaSanchezNo ratings yet
- v(最粗级) c(粗糙级) m(中等级) f(精密级) 尺寸分段 未标偏差注极限偏差数值Document1 pagev(最粗级) c(粗糙级) m(中等级) f(精密级) 尺寸分段 未标偏差注极限偏差数值Soup PongsakornNo ratings yet
- For reference only: 客户名称/Customer:Document16 pagesFor reference only: 客户名称/Customer:piyuNo ratings yet
- Etd 0713114 232511Document123 pagesEtd 0713114 232511王富安No ratings yet
- 03 102指考數甲試題 (定稿)Document10 pages03 102指考數甲試題 (定稿)Bench SalanaaNo ratings yet
- NKW 1819E1F4-revDocument10 pagesNKW 1819E1F4-rev201073No ratings yet
- 1 2TDocument22 pages1 2Ts110274No ratings yet