You might also like
- Biogas Plant: Biogas Digester Design, Gas Production and PurificationFrom EverandBiogas Plant: Biogas Digester Design, Gas Production and PurificationNo ratings yet
- Wafa MS ThesisDocument59 pagesWafa MS ThesisnomanhaimourNo ratings yet
- Applied Energy: Gang Luo, Li Xie, Zhonghai Zou, Qi Zhou, Jing-Yuan WangDocument8 pagesApplied Energy: Gang Luo, Li Xie, Zhonghai Zou, Qi Zhou, Jing-Yuan WangWayan ArnataNo ratings yet
- 95428-Article Text-246569-1-10-20131017Document7 pages95428-Article Text-246569-1-10-20131017احمد الدلالNo ratings yet
- Optimization of Very High Gravity Fermentacion Process For Ethanol Production From Industrial Sugar Beet SyrupDocument9 pagesOptimization of Very High Gravity Fermentacion Process For Ethanol Production From Industrial Sugar Beet SyrupCAMPOS CASIMIRO ESTELITANo ratings yet
- Adsorption Basics Part 1Document6 pagesAdsorption Basics Part 1Felix TsecoNo ratings yet
- Anti FoamDocument12 pagesAnti FoamWindy NainggolanNo ratings yet
- Production of Ethanol From Corn Using Yeast (Saccharomyces Cerevisiae)Document7 pagesProduction of Ethanol From Corn Using Yeast (Saccharomyces Cerevisiae)Erlia NovriyantiNo ratings yet
- Modelación en Columna EmpacadaDocument11 pagesModelación en Columna EmpacadaMartín Rivas PereiraNo ratings yet
- Bioetanol 1Document9 pagesBioetanol 1Ezequiel QuinterosNo ratings yet
- Official URLDocument23 pagesOfficial URLnoviNo ratings yet
- Renewable Energy: Tesfayesus Zinare Mamo, Abhishek Dutta, S. Anuradha JabasinghDocument6 pagesRenewable Energy: Tesfayesus Zinare Mamo, Abhishek Dutta, S. Anuradha JabasinghSatawat TanaratNo ratings yet
- Bio-ethanol from Soybean MolassesDocument8 pagesBio-ethanol from Soybean MolassesAlemayehu Letebo AlbejoNo ratings yet
- 2013 Scottetal Biotechnol Biofuels 6171Document17 pages2013 Scottetal Biotechnol Biofuels 6171Martha AlbaNo ratings yet
- Oxidation Management of White Wines Using Cyclic VoltammetryDocument8 pagesOxidation Management of White Wines Using Cyclic VoltammetryCrisTiNaNo ratings yet
- Controllability Analysis of Biobutanol Purification ProcessesDocument8 pagesControllability Analysis of Biobutanol Purification ProcessestajudinNo ratings yet
- Evaluating An E-Nose Ability To Detect Biogas Plant Efficiency. A Case StudyDocument9 pagesEvaluating An E-Nose Ability To Detect Biogas Plant Efficiency. A Case StudyKentner Chavez CorreaNo ratings yet
- Scale-Up, Upstream and Downstream ProcessingDocument106 pagesScale-Up, Upstream and Downstream ProcessingAlbert KuufamNo ratings yet
- 12 - Algal Oil Production - Super Pro DesignerDocument26 pages12 - Algal Oil Production - Super Pro DesignerLucilaFernandez100% (1)
- Process Alternatives For Bioethanol ProductionDocument6 pagesProcess Alternatives For Bioethanol Productionlitog72210No ratings yet
- Algal Oil Production: Modeling and Evaluation Using Superpro DesignerDocument26 pagesAlgal Oil Production: Modeling and Evaluation Using Superpro DesignerMira FazziraNo ratings yet
- A Simple Scaled Down System To Mimic The Industrial Production of First Generation Fuel Ethanol in BrazilDocument13 pagesA Simple Scaled Down System To Mimic The Industrial Production of First Generation Fuel Ethanol in BrazilTamiresFariaNo ratings yet
- Proponoic AcidDocument7 pagesProponoic AcidAnonymous SUbBZzNo ratings yet
- Aiba 1968 Kinetics of Product Inhibition in Alcohol FermentationDocument20 pagesAiba 1968 Kinetics of Product Inhibition in Alcohol Fermentationrishu2525No ratings yet
- PeptidoBioactivo EscamasTilapia 2021 P1BDocument10 pagesPeptidoBioactivo EscamasTilapia 2021 P1BDenis Huanca De La CruzNo ratings yet
- DownloadDocument9 pagesDownloadAqsa chNo ratings yet
- Anaerobic Reactor For Waste Water TreatmentDocument7 pagesAnaerobic Reactor For Waste Water TreatmentJermaine PinedaNo ratings yet
- A Waldron ArticleDocument12 pagesA Waldron ArticleThịnh Vương KiếnNo ratings yet
- Ferrer 2010 BITEDocument9 pagesFerrer 2010 BITEoeckhagosNo ratings yet
- Thesis Ethanol ProductionDocument8 pagesThesis Ethanol ProductionWebsiteThatWritesPapersForYouSiouxFalls100% (1)
- Anaerobic Digestion of The Vinasses From The Fermentation of Agave Tequilana Weber To Tequila - The Effect of PH, Temperature and Hydraulic Retention Time On The Production of Hydrogen and MethaneDocument7 pagesAnaerobic Digestion of The Vinasses From The Fermentation of Agave Tequilana Weber To Tequila - The Effect of PH, Temperature and Hydraulic Retention Time On The Production of Hydrogen and MethaneprofjohnalencarNo ratings yet
- 1 s2.0 S1359511316300010 MainDocument9 pages1 s2.0 S1359511316300010 Maincaius.camargoNo ratings yet
- Control Engineering Practice: Wei Dai, Daniel P. Word, Juergen HahnDocument11 pagesControl Engineering Practice: Wei Dai, Daniel P. Word, Juergen HahnNAREN STEVE CASTIBLANCO GUERRANo ratings yet
- ICGSCE Paper SyaeraDocument7 pagesICGSCE Paper SyaeraYustinusNo ratings yet
- Batch Electrodialysis of Lactic Acid Obtained From LAB FermentationDocument6 pagesBatch Electrodialysis of Lactic Acid Obtained From LAB FermentationkhairulNo ratings yet
- Itaconic Acid SimulationDocument8 pagesItaconic Acid SimulationMARIEN TERESA BLANCO DURANNo ratings yet
- DONAJIDocument8 pagesDONAJImartinNo ratings yet
- Thesis On Ethanol FermentationDocument6 pagesThesis On Ethanol Fermentationhollyhernandezdurham100% (2)
- Approach To Zero Emission Processes in Food Industry: - Case Study For Soy-Sauce Production ProcessDocument7 pagesApproach To Zero Emission Processes in Food Industry: - Case Study For Soy-Sauce Production ProcessRati YuliarningsihNo ratings yet
- Guerrero 1998Document9 pagesGuerrero 1998Tcnghe TuấnNo ratings yet
- Fos TacDocument5 pagesFos TacBhavaNo ratings yet
- BF 02667442Document4 pagesBF 02667442Rika Dian FitrianaNo ratings yet
- 1 s2.0 S0960852415007506 MainDocument8 pages1 s2.0 S0960852415007506 MainDevson Paulo Palma GomesNo ratings yet
- SPE 89472 Alkyl Polyglycoside Surfactants For Improved Oil RecoveryDocument9 pagesSPE 89472 Alkyl Polyglycoside Surfactants For Improved Oil RecoverymsmsoftNo ratings yet
- Evaluation of Optimization Techniques For Parameter Estimation: Application To Ethanol Fermentation Considering The Effect of TemperatureDocument6 pagesEvaluation of Optimization Techniques For Parameter Estimation: Application To Ethanol Fermentation Considering The Effect of TemperatureAlan Garduño MonteroNo ratings yet
- Ethanol and Ethyl Acetate Production During The Cider Fermentation From Laboratory To Industrial ScaleDocument6 pagesEthanol and Ethyl Acetate Production During The Cider Fermentation From Laboratory To Industrial ScaleArif Hidayat100% (1)
- Characterization of Bromelain From Ananas Comosus Agroindustrial Residues Purified by Ethanol Factional PrecipitationDocument6 pagesCharacterization of Bromelain From Ananas Comosus Agroindustrial Residues Purified by Ethanol Factional PrecipitationAriella ShekinaNo ratings yet
- Factors Affecting Ethanol Fermentation Using SaccharomycesDocument7 pagesFactors Affecting Ethanol Fermentation Using SaccharomycesLl FfNo ratings yet
- Integrated Production of Second Generation Ethanol and Lactic Acid From Steam-Exploded Elephant GrassDocument8 pagesIntegrated Production of Second Generation Ethanol and Lactic Acid From Steam-Exploded Elephant Grassluana.rochaNo ratings yet
- Fuel Processing Technology: Giovanilton F. Silva, Fernando L. Camargo, Andrea L.O. FerreiraDocument7 pagesFuel Processing Technology: Giovanilton F. Silva, Fernando L. Camargo, Andrea L.O. FerreiraJohn Conrad RamirezNo ratings yet
- Simulation of The Batch Fermentation Stage in The Process To Obtain Ethanol From Final MolasseDocument7 pagesSimulation of The Batch Fermentation Stage in The Process To Obtain Ethanol From Final MolasseJuan Carlos Solis UlloaNo ratings yet
- Ethanol Production Via Direct Hydration of Ethylene: A ReviewDocument7 pagesEthanol Production Via Direct Hydration of Ethylene: A ReviewKaul PatrickNo ratings yet
- Scale-Up of Bio Pesticide Production Processes Using Waste Water Sludge As A Raw MaterialDocument8 pagesScale-Up of Bio Pesticide Production Processes Using Waste Water Sludge As A Raw MaterialPhan HoaNo ratings yet
- Acido LacticoDocument9 pagesAcido LacticoJuan Victor ChampeNo ratings yet
- Ethanol Production Via Direct Hydration of Ethylene: A ReviewDocument7 pagesEthanol Production Via Direct Hydration of Ethylene: A ReviewMary Grace VelitarioNo ratings yet
- Silva 2012Document7 pagesSilva 2012Brian Oro BeltránNo ratings yet
- Liquid-Liquid Extraction in Systems Containing Butanol and Ionic Liquids A ReviewDocument14 pagesLiquid-Liquid Extraction in Systems Containing Butanol and Ionic Liquids A ReviewBilal KazmiNo ratings yet
- Ethanol Production from Sugar CaneDocument4 pagesEthanol Production from Sugar CanequixoticepiphanyNo ratings yet
- Enzymatic Catalysis of Vegetable Oil With Ethanol in The Presence of Co-SolventsDocument6 pagesEnzymatic Catalysis of Vegetable Oil With Ethanol in The Presence of Co-Solventsilidio costaNo ratings yet
- 1ethanol To Ethylene B1 - ProcessdesignDocument7 pages1ethanol To Ethylene B1 - ProcessdesignAdi PutraNo ratings yet
- DNV Casualty Info 2011 #3Document2 pagesDNV Casualty Info 2011 #3Sureen NarangNo ratings yet
- A Study On Consumer Changing Buying Behaviour From Gold Jewellery To Diamond JewelleryDocument9 pagesA Study On Consumer Changing Buying Behaviour From Gold Jewellery To Diamond JewellerynehaNo ratings yet
- 122 - Motion For Leave To File Rule 11 MotionDocument3 pages122 - Motion For Leave To File Rule 11 MotionRipoff ReportNo ratings yet
- JBNBNBNBNBNBDocument4 pagesJBNBNBNBNBNBmaheshNo ratings yet
- Mushroom Storage and ProcessingDocument5 pagesMushroom Storage and ProcessingKho Siong Thong80% (5)
- A Teacher Education ModelDocument128 pagesA Teacher Education ModelMelinda LabianoNo ratings yet
- The Future of Retail in Asia-Pacific: How To Thrive at High SpeedDocument12 pagesThe Future of Retail in Asia-Pacific: How To Thrive at High SpeedPhạm Thanh HuyềnNo ratings yet
- L4 Examples - Exact Differential Equations PDFDocument16 pagesL4 Examples - Exact Differential Equations PDFCarlo EdolmoNo ratings yet
- How efficient is a wind turbineDocument8 pagesHow efficient is a wind turbinejNo ratings yet
- Design of Grounding System For GIS Indoor SubstationDocument4 pagesDesign of Grounding System For GIS Indoor Substationzerferuz67% (3)
- BTP Presentation - Sem 8Document24 pagesBTP Presentation - Sem 8Nihal MohammedNo ratings yet
- Product Data Sheet: Standard Auxiliary Contact, Circuit Breaker Status OF/SD/SDE/SDV, 1 Changeover Contact TypeDocument2 pagesProduct Data Sheet: Standard Auxiliary Contact, Circuit Breaker Status OF/SD/SDE/SDV, 1 Changeover Contact TypeChaima Ben AliNo ratings yet
- (GUIDE) Advanced Interactive Governor Tweaks Buttery Smooth and Insane Battery Life! - Page 519 - Xda-DevelopersDocument3 pages(GUIDE) Advanced Interactive Governor Tweaks Buttery Smooth and Insane Battery Life! - Page 519 - Xda-Developersdadme010% (2)
- Auditing Case 3Document12 pagesAuditing Case 3Kenny Mulvenna100% (6)
- Comments PRAG FinalDocument13 pagesComments PRAG FinalcristiancaluianNo ratings yet
- Naro Cgs Technical ReportDocument59 pagesNaro Cgs Technical ReportjiubjubNo ratings yet
- Meita Juniar - 41921200002 - Teknik Sipil Reg b2 Uas English For EngineerDocument18 pagesMeita Juniar - 41921200002 - Teknik Sipil Reg b2 Uas English For EngineerREG.B/41921200002/MEITA JUNIARNo ratings yet
- PH of Fatty Quaternary Ammonium Chlorides: Standard Test Method ForDocument2 pagesPH of Fatty Quaternary Ammonium Chlorides: Standard Test Method ForAl7amdlellahNo ratings yet
- Capital Harness XC LaunchDocument36 pagesCapital Harness XC LaunchnizarfebNo ratings yet
- AMD DEL: Popat / Hitul MR AI0817Document1 pageAMD DEL: Popat / Hitul MR AI0817Mahan YadavNo ratings yet
- Decolonising The FutureDocument20 pagesDecolonising The Futurebybee7207No ratings yet
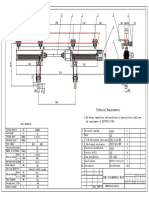
- 2X16-24 Monorail Hoist-04 - 2Document1 page2X16-24 Monorail Hoist-04 - 2RafifNo ratings yet
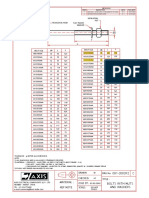
- Material: Ref Note: Rev # Description Appv. Rev DateDocument1 pageMaterial: Ref Note: Rev # Description Appv. Rev DateNimish TaterhNo ratings yet
- Nov 2018 Pathfinder SkillsDocument162 pagesNov 2018 Pathfinder SkillsWaidi AdebayoNo ratings yet
- Juno Gi BrochureDocument2 pagesJuno Gi BrochureJerry VagilidadNo ratings yet
- Coal Petroleum: Crude OilDocument25 pagesCoal Petroleum: Crude Oiljojo basenNo ratings yet
- Entry Test Result MPhil 2014 PDFDocument11 pagesEntry Test Result MPhil 2014 PDFHafizAhmadNo ratings yet
- Ict OhsDocument26 pagesIct Ohscloyd mark cabusogNo ratings yet
- ADUHAI @herman & Rhoca - Lyrics and Music by Rhoma Irama Arranged by - HERMAN - BOY - SmuleDocument4 pagesADUHAI @herman & Rhoca - Lyrics and Music by Rhoma Irama Arranged by - HERMAN - BOY - SmuleHERMAN BOYNo ratings yet
- DP8 Series Manual - English PDFDocument48 pagesDP8 Series Manual - English PDFluis enrique de la rosa sanchezNo ratings yet