You might also like
- Mil STD 2223Document96 pagesMil STD 2223Standards IndiaNo ratings yet
- High Voltage Extruded Cables Design and Installation GuidelineDocument49 pagesHigh Voltage Extruded Cables Design and Installation GuidelineYvonne TohNo ratings yet
- 105 6Document12 pages105 6Omon NomoNo ratings yet
- CP SB1 User ManualDocument78 pagesCP SB1 User ManualberzasnonNo ratings yet
- VW605 60Document6 pagesVW605 60Rudiney TrombettaNo ratings yet
- Gauge ManualDocument20 pagesGauge ManualkarlmozNo ratings yet
- Guide For Testing and Verification of Low Voltage InstallationsDocument144 pagesGuide For Testing and Verification of Low Voltage Installationsnicu OlteanuNo ratings yet
- USCAR 21Document44 pagesUSCAR 21ybsimsekNo ratings yet
- EDIN EN 62446 compliance and PV array testing standardsDocument37 pagesEDIN EN 62446 compliance and PV array testing standardsCrisNo ratings yet
- Iec41 PDFDocument211 pagesIec41 PDFSwatiSawalkar100% (1)
- Norma UL 758Document44 pagesNorma UL 758interdellid213150% (2)
- Technical Standards and Requirements For FM Broadcasting TransmittersDocument21 pagesTechnical Standards and Requirements For FM Broadcasting TransmittersMark Emerson BernabeNo ratings yet
- Info Iec60953-0 (Ed1.0) BDocument23 pagesInfo Iec60953-0 (Ed1.0) BAdil EL FARDAOUINo ratings yet
- Application Notes: Smoke Value Measurement With The Filter-Paper-MethodDocument112 pagesApplication Notes: Smoke Value Measurement With The Filter-Paper-MethodljiljaNo ratings yet
- AVLDocument112 pagesAVLroad1212100% (1)
- CP SB1 User ManualDocument82 pagesCP SB1 User Manualhaydar100% (1)
- MOTS-12 - Rev. 4.0 - MOG-FP-MET-STD-0012 Welding and NDE of WeldsDocument35 pagesMOTS-12 - Rev. 4.0 - MOG-FP-MET-STD-0012 Welding and NDE of WeldsKingston RivingtonNo ratings yet
- O I M L: Rganisation Nternationale DE Étrologie ÉgaleDocument75 pagesO I M L: Rganisation Nternationale DE Étrologie ÉgaleCelso SáNo ratings yet
- Ashchroft Pressure Gauges ManualDocument20 pagesAshchroft Pressure Gauges Manualjose-fumeroNo ratings yet
- CP RC2 User ManualDocument54 pagesCP RC2 User ManualMauricio AgudeloNo ratings yet
- Gauge Block HandbookDocument137 pagesGauge Block HandbookRizky HarisandiNo ratings yet
- Def Stan 02-337 Orings PDFDocument30 pagesDef Stan 02-337 Orings PDFJohnny VargasNo ratings yet
- AshBigGaugeI&M 250-1353-KDocument20 pagesAshBigGaugeI&M 250-1353-KFitri YusoffNo ratings yet
- Ieee 444-1973Document82 pagesIeee 444-1973chipshareNo ratings yet
- Manual Pressuregauges InstallationDocument20 pagesManual Pressuregauges Installationinfo andazegiri100% (1)
- Main Line Hydrostatic Test Procedure: MP4121, Revision 2, July 1999Document25 pagesMain Line Hydrostatic Test Procedure: MP4121, Revision 2, July 1999Amir Reza RashidfarokhiNo ratings yet
- CP TD1 Reference ManualDocument158 pagesCP TD1 Reference Manualjon1224No ratings yet
- Service Manual Suretemp Plus: Model 690 and 692 ThermometersDocument32 pagesService Manual Suretemp Plus: Model 690 and 692 ThermometersMohammed KamalNo ratings yet
- NORMA - ANSI-AMCA Standard 250-05 Laboratory Methods of Testing Jet Tunnel Fans For PerformanceDocument33 pagesNORMA - ANSI-AMCA Standard 250-05 Laboratory Methods of Testing Jet Tunnel Fans For PerformanceJose Antonio100% (1)
- Acceptance Criteria For Concrete and Reinforced and Unreinforced Masonry Strengthening Using FRPDocument11 pagesAcceptance Criteria For Concrete and Reinforced and Unreinforced Masonry Strengthening Using FRPlaurenjiaNo ratings yet
- Gauge ManualDocument20 pagesGauge Manualpreyas suvarnaNo ratings yet
- 105 2Document17 pages105 2Diego TobrNo ratings yet
- Honeywell VersaFlow Manuel Pour 100 - 200 - 1000 PDFDocument124 pagesHoneywell VersaFlow Manuel Pour 100 - 200 - 1000 PDF112233No ratings yet
- Study On A Radial Turbine Stage With Inlet Guide Vanes For An Orc Process With An Electrical Output of 3,5 KWDocument83 pagesStudy On A Radial Turbine Stage With Inlet Guide Vanes For An Orc Process With An Electrical Output of 3,5 KWHABINSHUTI FERDINANDNo ratings yet
- Reference Guide To Fiber Optic Testing - Vol1Document172 pagesReference Guide To Fiber Optic Testing - Vol1xendikaNo ratings yet
- Gauge Block HandbookDocument145 pagesGauge Block HandbookAngel Alvarez CarrilloNo ratings yet
- Manual Pressure Gauges Large PDFDocument20 pagesManual Pressure Gauges Large PDFTirtheshwar SinghNo ratings yet
- Guide For Testing and Verification of Low Voltage Installations - ANG - Ver 1.0 - 20 751 238Document137 pagesGuide For Testing and Verification of Low Voltage Installations - ANG - Ver 1.0 - 20 751 238cristian111100% (4)
- API MPMS 4.8 - Operation of Proving Systems PDFDocument3 pagesAPI MPMS 4.8 - Operation of Proving Systems PDFIng. Adolfo Garcia50% (2)
- NECA 410-2005 - P-Liquid Filled TransformersDocument46 pagesNECA 410-2005 - P-Liquid Filled TransformersJosé Luis FalconNo ratings yet
- Flame Detector FDF241-9Document68 pagesFlame Detector FDF241-9ehsanrastayeshNo ratings yet
- JDSU Referce Guide To Fiber Optic Testing EnglishDocument146 pagesJDSU Referce Guide To Fiber Optic Testing EnglishchiuhereNo ratings yet
- Ctia Test Plan For Mobile Station Over The Air Performance Revision 3 1 PDFDocument410 pagesCtia Test Plan For Mobile Station Over The Air Performance Revision 3 1 PDFAnte VučkoNo ratings yet
- Iec60947-4-1 (2018 Ed4.0) B ContentDocument32 pagesIec60947-4-1 (2018 Ed4.0) B ContentyusinovskyNo ratings yet
- Reference Guide To Fiber Optic Testing: Second EditionDocument43 pagesReference Guide To Fiber Optic Testing: Second EditionCarlos Alvaro Ch100% (1)
- 0000 SureTempPlus 690 692 Service Manual Rev H PDFDocument32 pages0000 SureTempPlus 690 692 Service Manual Rev H PDFkaiwan mohammedNo ratings yet
- CP TD1 Reference ManualDocument158 pagesCP TD1 Reference ManualJairo Porras HernändezNo ratings yet
- Cross Bonding Link BoxDocument12 pagesCross Bonding Link BoxKhaled SalemNo ratings yet
- TS Für Das Speedpipe-System - Ausgabe 4 - ENGLISCH - StandDocument37 pagesTS Für Das Speedpipe-System - Ausgabe 4 - ENGLISCH - StandMartin ŽagarNo ratings yet
- A Geisberger TDocument228 pagesA Geisberger TMurat KNo ratings yet
- Erbium-Doped Fiber Amplifiers: Fundamentals and TechnologyFrom EverandErbium-Doped Fiber Amplifiers: Fundamentals and TechnologyRating: 5 out of 5 stars5/5 (3)
- Platform Interference in Wireless Systems: Models, Measurement, and MitigationFrom EverandPlatform Interference in Wireless Systems: Models, Measurement, and MitigationRating: 5 out of 5 stars5/5 (1)
- Power Electronics Design: A Practitioner's GuideFrom EverandPower Electronics Design: A Practitioner's GuideRating: 4.5 out of 5 stars4.5/5 (3)
- Queueing Networks and Markov Chains: Modeling and Performance Evaluation with Computer Science ApplicationsFrom EverandQueueing Networks and Markov Chains: Modeling and Performance Evaluation with Computer Science ApplicationsRating: 5 out of 5 stars5/5 (1)
- Retention and Selectivity in Liquid Chromatography: Prediction, Standardisation and Phase ComparisonsFrom EverandRetention and Selectivity in Liquid Chromatography: Prediction, Standardisation and Phase ComparisonsNo ratings yet
- Application of Optimal Control Theory to Enhanced Oil RecoveryFrom EverandApplication of Optimal Control Theory to Enhanced Oil RecoveryRating: 4.5 out of 5 stars4.5/5 (3)
- Practical Process Control for Engineers and TechniciansFrom EverandPractical Process Control for Engineers and TechniciansRating: 5 out of 5 stars5/5 (3)
- UPT Unit 8 Vers ADocument12 pagesUPT Unit 8 Vers AValeria GarciaNo ratings yet
- Process Costing-FifoDocument8 pagesProcess Costing-FifoMang OlehNo ratings yet
- Terex-CC8800 1 Twin B1 200808Document8 pagesTerex-CC8800 1 Twin B1 200808pvs12684No ratings yet
- Upliftment of Recto AveDocument6 pagesUpliftment of Recto AveFrance CortezanoNo ratings yet
- SSRN Id983401Document43 pagesSSRN Id983401LeilaNo ratings yet
- Lesson 3.3: The Third Wave: The Information/Knowledge AgeDocument3 pagesLesson 3.3: The Third Wave: The Information/Knowledge AgeFaith PrachayaNo ratings yet
- How Chips Are DesignedDocument46 pagesHow Chips Are DesignedAli AhmadNo ratings yet
- Ultra Life ER14250 DatasheetDocument2 pagesUltra Life ER14250 DatasheetArslan AwanNo ratings yet
- The 2012 FedEx Ketchum Social Business StudyDocument40 pagesThe 2012 FedEx Ketchum Social Business StudyEric PrenenNo ratings yet
- Test IMO EnglezaDocument4 pagesTest IMO EnglezaCristina PopovNo ratings yet
- C685C685M 14Document9 pagesC685C685M 14Alvin BaraNo ratings yet
- Mechatronic Project Progress Report W3Document5 pagesMechatronic Project Progress Report W3Hariz IzzuddinNo ratings yet
- ERecon Software Development at Hospital Corporation of America-1553395398 PDFDocument11 pagesERecon Software Development at Hospital Corporation of America-1553395398 PDFKaren CarranzaNo ratings yet
- Data Protection Act (DPA)Document14 pagesData Protection Act (DPA)Crypto SavageNo ratings yet
- Format Transmittal - TemplateDocument1 pageFormat Transmittal - TemplateavriamandaNo ratings yet
- Mode D'emploi 2-43 Operating Instructions 44-85 Manual de Instrucciones 86-127Document43 pagesMode D'emploi 2-43 Operating Instructions 44-85 Manual de Instrucciones 86-127Oleksii_ServiceNo ratings yet
- CIO Executive SummaryDocument8 pagesCIO Executive SummaryResumeBearNo ratings yet
- London Borough Council Elections 2002Document257 pagesLondon Borough Council Elections 2002MisterMustardNo ratings yet
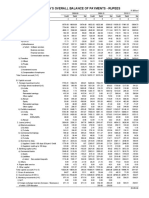
- Table 141: India'S Overall Balance of Payments - RupeesDocument2 pagesTable 141: India'S Overall Balance of Payments - Rupeesmahbobullah rahmaniNo ratings yet
- Government's Role in Public HealthDocument2 pagesGovernment's Role in Public Healthmrskiller patchNo ratings yet
- Total Standards: - Total Sub-Standards: - Total ESR StandardsDocument8 pagesTotal Standards: - Total Sub-Standards: - Total ESR StandardsHCX dghhqNo ratings yet
- 001-Numerical Solution of Non Linear EquationsDocument16 pages001-Numerical Solution of Non Linear EquationsAyman ElshahatNo ratings yet
- Differendial Pressure Flow MetersDocument1 pageDifferendial Pressure Flow Metersborn2engineerNo ratings yet
- Detect Body Temperature and Abnormalities with Thermal CameraDocument5 pagesDetect Body Temperature and Abnormalities with Thermal CameraPeter ShingNo ratings yet
- NY Long Island Group - Jun 2008Document8 pagesNY Long Island Group - Jun 2008CAP History LibraryNo ratings yet
- Company Law PPT on Types of CompaniesDocument8 pagesCompany Law PPT on Types of CompaniesAbid CoolNo ratings yet
- Production AnalysisDocument15 pagesProduction AnalysisAman -BCOMNo ratings yet
- LeCroy 1996 Catalog (Reduced Size) PDFDocument196 pagesLeCroy 1996 Catalog (Reduced Size) PDFpetrocelliNo ratings yet
- GATE Previous Year Solved Papers CSDocument152 pagesGATE Previous Year Solved Papers CSNagaraja Rao100% (1)
- Importance of Social Administration for Social WorkersDocument7 pagesImportance of Social Administration for Social Workersanderson mahundiNo ratings yet