You might also like
- Manufacturing Facilities Design & Material Handling: Sixth EditionFrom EverandManufacturing Facilities Design & Material Handling: Sixth EditionNo ratings yet
- IATF 16949:2016 Audit Guide and Checklist 2nd EditionFrom EverandIATF 16949:2016 Audit Guide and Checklist 2nd EditionRating: 4.5 out of 5 stars4.5/5 (10)
- Engineering Documentation Control Handbook: Configuration Management and Product Lifecycle ManagementFrom EverandEngineering Documentation Control Handbook: Configuration Management and Product Lifecycle ManagementRating: 5 out of 5 stars5/5 (2)
- The Demand Driven Adaptive Enterprise: Surviving, Adapting, and Thriving in a VUCA WorldFrom EverandThe Demand Driven Adaptive Enterprise: Surviving, Adapting, and Thriving in a VUCA WorldNo ratings yet
- Value Stream Mapping: Reduce waste and maximise efficiencyFrom EverandValue Stream Mapping: Reduce waste and maximise efficiencyRating: 4 out of 5 stars4/5 (4)
- Michael Porter's Value Chain: Unlock your company's competitive advantageFrom EverandMichael Porter's Value Chain: Unlock your company's competitive advantageRating: 4 out of 5 stars4/5 (1)
- Configuration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingFrom EverandConfiguration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingNo ratings yet
- Lean Six Sigma QuickStart Guide: The Simplified Beginner's Guide to Lean Six SigmaFrom EverandLean Six Sigma QuickStart Guide: The Simplified Beginner's Guide to Lean Six SigmaRating: 4 out of 5 stars4/5 (1)
- Benchmarking Best Practices for Maintenance, Reliability and Asset ManagementFrom EverandBenchmarking Best Practices for Maintenance, Reliability and Asset ManagementNo ratings yet
- Maintenance and Operational Reliability: 24 Essential Building BlocksFrom EverandMaintenance and Operational Reliability: 24 Essential Building BlocksNo ratings yet
- Materials Enabled Designs: The Materials Engineering Perspective to Product Design and ManufacturingFrom EverandMaterials Enabled Designs: The Materials Engineering Perspective to Product Design and ManufacturingRating: 4 out of 5 stars4/5 (1)
- A Study Of Performance Measurement In The Outsourcing DecisionFrom EverandA Study Of Performance Measurement In The Outsourcing DecisionNo ratings yet
- Total Productive Maintenance For Organisational EffectivenessFrom EverandTotal Productive Maintenance For Organisational EffectivenessRating: 4 out of 5 stars4/5 (4)
- Nirbasiter Atmakatha - Chapter 1 - 1-67p PDFDocument65 pagesNirbasiter Atmakatha - Chapter 1 - 1-67p PDFd_rcNo ratings yet
- CIMA P1 2020 NotesDocument112 pagesCIMA P1 2020 NotesJonathan GillNo ratings yet
- Análisis de La Empresa A Través de Su Información Económico-Financiera - Julián G. Pascual-Mibibliot PDFDocument680 pagesAnálisis de La Empresa A Través de Su Información Económico-Financiera - Julián G. Pascual-Mibibliot PDFGela Peña Gomez100% (1)
- Strengthening the Operational Pillar: The Building Blocks of World-Class Production Planning and Inventory Control SystemsFrom EverandStrengthening the Operational Pillar: The Building Blocks of World-Class Production Planning and Inventory Control SystemsNo ratings yet
- Troubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingFrom EverandTroubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingRating: 4.5 out of 5 stars4.5/5 (3)
- Manufacturing Wastes Stream: Toyota Production System Lean Principles and ValuesFrom EverandManufacturing Wastes Stream: Toyota Production System Lean Principles and ValuesRating: 4.5 out of 5 stars4.5/5 (3)
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- How to Create Continuous Production Flow?: Toyota Production System ConceptsFrom EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- Management Accounting Strategy Study Resource for CIMA Students: CIMA Study ResourcesFrom EverandManagement Accounting Strategy Study Resource for CIMA Students: CIMA Study ResourcesNo ratings yet
- Business Dashboards: A Visual Catalog for Design and DeploymentFrom EverandBusiness Dashboards: A Visual Catalog for Design and DeploymentRating: 4 out of 5 stars4/5 (1)
- Cost Estimation in Agile Software Development: Utilizing Functional Size Measurement MethodsFrom EverandCost Estimation in Agile Software Development: Utilizing Functional Size Measurement MethodsNo ratings yet
- Manufacturing Secret : Product Development and Intelligent Manufacturing For Flexible Automation With Odoo 17: odoo consultations, #1.1From EverandManufacturing Secret : Product Development and Intelligent Manufacturing For Flexible Automation With Odoo 17: odoo consultations, #1.1No ratings yet
- Lean-based Production Management: Practical Lean ManufacturingFrom EverandLean-based Production Management: Practical Lean ManufacturingNo ratings yet
- Enabling World-Class Decisions for Asia Pacific (APAC): The Executive’s Guide to Understanding & Deploying Modern Corporate Performance Management Solutions for Asia PacificFrom EverandEnabling World-Class Decisions for Asia Pacific (APAC): The Executive’s Guide to Understanding & Deploying Modern Corporate Performance Management Solutions for Asia PacificNo ratings yet
- Computer-Managed Maintenance Systems: A Step-by-Step Guide to Effective Management of Maintenance, Labor, and InventoryFrom EverandComputer-Managed Maintenance Systems: A Step-by-Step Guide to Effective Management of Maintenance, Labor, and InventoryRating: 3 out of 5 stars3/5 (1)
- Enabling World-Class Decisions: The Executive’s Guide to Understanding & Deploying Modern Corporate Performance Management SolutionsFrom EverandEnabling World-Class Decisions: The Executive’s Guide to Understanding & Deploying Modern Corporate Performance Management SolutionsNo ratings yet
- Process Improvement & Performance Management Made Simple: The Fasttrack Approach to Getting Results QuicklyFrom EverandProcess Improvement & Performance Management Made Simple: The Fasttrack Approach to Getting Results QuicklyNo ratings yet
- Optimization Under Stochastic Uncertainty: Methods, Control and Random Search MethodsFrom EverandOptimization Under Stochastic Uncertainty: Methods, Control and Random Search MethodsNo ratings yet
- Workflows: How to Design, Improve and Automate High Performance Processes.From EverandWorkflows: How to Design, Improve and Automate High Performance Processes.No ratings yet
- Engineering Documentation Control / Configuration Management Standards ManualFrom EverandEngineering Documentation Control / Configuration Management Standards ManualNo ratings yet
- Industrial Applications of Formal Methods to Model, Design and Analyze Computer SystemsFrom EverandIndustrial Applications of Formal Methods to Model, Design and Analyze Computer SystemsNo ratings yet
- Cost Reduction Strategies for the Manufacturing Sector With Application of Microsoft ExcelFrom EverandCost Reduction Strategies for the Manufacturing Sector With Application of Microsoft ExcelNo ratings yet
- Managerial Judgement and Strategic Investment DecisionsFrom EverandManagerial Judgement and Strategic Investment DecisionsRating: 4 out of 5 stars4/5 (2)
- Applied Econometrics with SAS: Modeling Demand, Supply, and RiskFrom EverandApplied Econometrics with SAS: Modeling Demand, Supply, and RiskRating: 5 out of 5 stars5/5 (1)
- No Boundaries: How to Use Time and Labor Management Technology to Win the Race for Profits and ProductivityFrom EverandNo Boundaries: How to Use Time and Labor Management Technology to Win the Race for Profits and ProductivityNo ratings yet
- Management Accounting: Decision-Making by Numbers: Business Strategy & Competitive AdvantageFrom EverandManagement Accounting: Decision-Making by Numbers: Business Strategy & Competitive AdvantageRating: 5 out of 5 stars5/5 (1)
- Bhrantibilas by VidyasagarDocument58 pagesBhrantibilas by Vidyasagard_rcNo ratings yet
- Vidyasagar Charit (Autobiography) and Other Writings PDFDocument70 pagesVidyasagar Charit (Autobiography) and Other Writings PDFd_rcNo ratings yet
- Sekal Ar Ekal - Rajnarayan BasuDocument92 pagesSekal Ar Ekal - Rajnarayan Basud_rcNo ratings yet
- Rassundari Devi - Amar JibanDocument146 pagesRassundari Devi - Amar Jiband_rcNo ratings yet
- Chitrankane BanglarDocument148 pagesChitrankane Banglard_rcNo ratings yet
- Poems of Anna Laetitia Barbauld PDFDocument69 pagesPoems of Anna Laetitia Barbauld PDFd_rcNo ratings yet
- Banglar Itihas Part 1 - Rakhaldas BandyopadhyayDocument335 pagesBanglar Itihas Part 1 - Rakhaldas BandyopadhyayBangla_Bhasa79% (14)
- Excerpt From The Occult and The Curative Powers of Precious Stones by William T FernieDocument53 pagesExcerpt From The Occult and The Curative Powers of Precious Stones by William T Fernied_rc100% (1)
- FoxMeyer - Erp Failure ComprehensiveDocument10 pagesFoxMeyer - Erp Failure Comprehensived_rcNo ratings yet
- Angelina Court Industrial TrainingDocument16 pagesAngelina Court Industrial TrainingBlack StudioNo ratings yet
- Vivekananda School of Law and Legal Studies: Guidelines For DissertationDocument10 pagesVivekananda School of Law and Legal Studies: Guidelines For DissertationUKNo ratings yet
- Sesión de Aprendizaje Del Dia 08 de JunioDocument44 pagesSesión de Aprendizaje Del Dia 08 de JunioJean Ray Bellido OreNo ratings yet
- Cuadro Sinoptico Flujos de EfectivoDocument3 pagesCuadro Sinoptico Flujos de EfectivoManuel Cigarrero RuizNo ratings yet
- PromartDocument2 pagesPromartPierre GabrielNo ratings yet
- Edexcel International GCSE Chemistry Chapter 12 The Halogens Learning PlanDocument1 pageEdexcel International GCSE Chemistry Chapter 12 The Halogens Learning PlanBesan BadranNo ratings yet
- Evaluation and Program Planning: David J. Peyton, Michael ScicchitanoDocument7 pagesEvaluation and Program Planning: David J. Peyton, Michael Scicchitanoannak guerreroNo ratings yet
- Decedent Estate - Alternative Affidavit Demonstrating No Requirement For Irs Transfer CertificateDocument3 pagesDecedent Estate - Alternative Affidavit Demonstrating No Requirement For Irs Transfer CertificateAlexis RieraNo ratings yet
- 3 - Evolution - of - Management - Theory - The - Case - of - Production - Management - in - Construction ESDocument19 pages3 - Evolution - of - Management - Theory - The - Case - of - Production - Management - in - Construction ESNATALIA PAOLA GUERRERO BAYONANo ratings yet
- Myocardial Infarction and Heart Failure Practice Quiz (70 Questions)Document44 pagesMyocardial Infarction and Heart Failure Practice Quiz (70 Questions)Melodia Turqueza GandezaNo ratings yet
- Tenancy Agreement TemplateDocument16 pagesTenancy Agreement TemplateKishore Kumar SugumaranNo ratings yet
- Informe de OcucajeDocument11 pagesInforme de OcucajePablo Andree Bautista lajoNo ratings yet
- 10 Pasos de La InvestigacionDocument4 pages10 Pasos de La InvestigacionCamila Larrosa40% (5)
- Bombeo ElectrosumergibleDocument185 pagesBombeo Electrosumergiblejpsi6100% (1)
- Central Banking and Monetary PolicyDocument6 pagesCentral Banking and Monetary Policyrishit0504No ratings yet
- Why Invest in A Business To Business (B2B) FranchiseDocument8 pagesWhy Invest in A Business To Business (B2B) FranchiseJourney JerodNo ratings yet
- Pulses Production (Rabi-2013-14) IN BIHAR: Department of Agriculture Government of BiharDocument13 pagesPulses Production (Rabi-2013-14) IN BIHAR: Department of Agriculture Government of BiharviewpawanNo ratings yet
- LMR - 600-Uf Ultraflex Communications Coax: TimesDocument4 pagesLMR - 600-Uf Ultraflex Communications Coax: TimesVladNo ratings yet
- Marco TeóricoDocument13 pagesMarco TeóricoRoger CastilloNo ratings yet
- Paso 5 - Informe Final - Erika Yuliana Burbano GarciaDocument8 pagesPaso 5 - Informe Final - Erika Yuliana Burbano GarciaEriika Burbano GarciaNo ratings yet
- Rel. Pbs T7 FotoquímicaDocument2 pagesRel. Pbs T7 FotoquímicascrjonNo ratings yet
- Catalogo Natura Ciclo 14 2022Document126 pagesCatalogo Natura Ciclo 14 2022Andrea EnamoradoNo ratings yet
- Comparative Study 0F Lila Dairy and Lamahi Dairy in Ghorahi, DangDocument10 pagesComparative Study 0F Lila Dairy and Lamahi Dairy in Ghorahi, Dangbhawana kcNo ratings yet
- Plan de Diagnóstico CuartoDocument2 pagesPlan de Diagnóstico CuartoEva Tatiana Balderrama Saavedra100% (2)
- Estructura Do-WhileDocument9 pagesEstructura Do-WhileAlejandraNo ratings yet
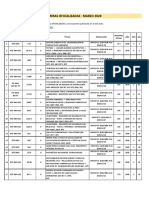
- Normas Oficializadas Marzo 2020Document2 pagesNormas Oficializadas Marzo 2020Martha AvilaNo ratings yet
- Yacimientos Detriticos Glaciares de Oro PeruDocument2 pagesYacimientos Detriticos Glaciares de Oro Perufvelasquezd100% (1)
- Modelo AtomocoDocument2 pagesModelo AtomococarlosNo ratings yet























![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)