You might also like
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingFrom EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingNo ratings yet
- Rbi RBMDocument12 pagesRbi RBMn73686861No ratings yet
- Strategical Selection of Maintenance Type Under Different ConditionsDocument19 pagesStrategical Selection of Maintenance Type Under Different Conditionsali AbbasNo ratings yet
- TERNIDADocument10 pagesTERNIDADranreb Jazzver BautistaNo ratings yet
- Easychair Preprint: Ratendra Kumar and Virender NarulaDocument8 pagesEasychair Preprint: Ratendra Kumar and Virender NarulaMohammad NajibullahNo ratings yet
- Carpitella2021Document14 pagesCarpitella2021Betinho ArtilheiroNo ratings yet
- IMEC&APM-IE-20: Ripon Kumar Chakrabortty, Md. Mosharraf Hossain, Md. Mahbubar Rahman and Md. Sanouar HossainDocument6 pagesIMEC&APM-IE-20: Ripon Kumar Chakrabortty, Md. Mosharraf Hossain, Md. Mahbubar Rahman and Md. Sanouar HossainanishaNo ratings yet
- Journal of Loss Prevention in The Process Industries: Haijun Hu, Guangxu Cheng, Yun Li, Yiping TangDocument6 pagesJournal of Loss Prevention in The Process Industries: Haijun Hu, Guangxu Cheng, Yun Li, Yiping TangAramis Alfonso LlanesNo ratings yet
- Paper On Evolution of Maintenance For FEAST On EITAC 2018 Conference - Eyoh Jerry1Document10 pagesPaper On Evolution of Maintenance For FEAST On EITAC 2018 Conference - Eyoh Jerry1Mohammad NajibullahNo ratings yet
- Integrated Solution For System Reliability Chemical Processing Special Report 6Document6 pagesIntegrated Solution For System Reliability Chemical Processing Special Report 6Jonas BarbosaNo ratings yet
- Risk-Based Maintenance-Techniques and Applications: N.S. Arunraj, J. MaitiDocument9 pagesRisk-Based Maintenance-Techniques and Applications: N.S. Arunraj, J. MaitiBruno MarinsNo ratings yet
- The - Role - of - Vibration - Monitoring - Schaeffler (UK) - (2009) PDFDocument20 pagesThe - Role - of - Vibration - Monitoring - Schaeffler (UK) - (2009) PDFjuanarcos_778612No ratings yet
- The Application of Reliability Centered Maintenance (RCM)Document6 pagesThe Application of Reliability Centered Maintenance (RCM)Ðian KpNo ratings yet
- دراسة 1Document28 pagesدراسة 1SALIM HUSAYN AMBEEYAH ALOUKILINo ratings yet
- (HTTPS://WWW - Lifetime-: How To Get Optimal Enterprise Physical Asset Utilization and Asset PerformanceDocument8 pages(HTTPS://WWW - Lifetime-: How To Get Optimal Enterprise Physical Asset Utilization and Asset PerformancekarimmebsNo ratings yet
- Reliability Centered Maintenance in Industrial Planning - A Case StudyDocument6 pagesReliability Centered Maintenance in Industrial Planning - A Case Studybirhan getayeNo ratings yet
- Moving From Preventive To Predictive Maintenance To Enhance EfficiencyDocument44 pagesMoving From Preventive To Predictive Maintenance To Enhance EfficiencySteven CookeNo ratings yet
- Energies 15 06263 v2Document27 pagesEnergies 15 06263 v2Tomas Muñoz VergaraNo ratings yet
- Risk Based Maintanance PDFDocument9 pagesRisk Based Maintanance PDFRafaelPachecoNo ratings yet
- Plant Maintenance StrategyDocument8 pagesPlant Maintenance StrategyangphooiNo ratings yet
- Maintenance Practices in Cement IndustryDocument12 pagesMaintenance Practices in Cement IndustryHarshil AdodariyaNo ratings yet
- Plant Maintenance StrategyDocument8 pagesPlant Maintenance Strategymirdza94No ratings yet
- Maintenance Practices in Cement IndustryDocument12 pagesMaintenance Practices in Cement IndustryNayan DwivediNo ratings yet
- ID 13MPMM2014Shaglufetal 2Document9 pagesID 13MPMM2014Shaglufetal 2SalmaanCadeXaajiNo ratings yet
- 2020 - An Integrated Simulation Fuzzy Model For Preventive Maintenance Optimization in Multi Product Production FirmsDocument19 pages2020 - An Integrated Simulation Fuzzy Model For Preventive Maintenance Optimization in Multi Product Production FirmsAli Akbar NaqviNo ratings yet
- 5 - Development of A Risk-Based Maintenance Strategy Using FMEA For A Continuous Catalytic Reforming PlantDocument8 pages5 - Development of A Risk-Based Maintenance Strategy Using FMEA For A Continuous Catalytic Reforming PlantNur Azizah NasutionNo ratings yet
- Maintenance Management System Manipal UniversityDocument67 pagesMaintenance Management System Manipal UniversityRmc Rmc100% (1)
- Deloitte Predictive-Maintenance PositionPaperDocument20 pagesDeloitte Predictive-Maintenance PositionPaperAbdulrahman JradiNo ratings yet
- Dynamic Risk-Based Inspection MethodologyDocument12 pagesDynamic Risk-Based Inspection Methodologynovendi eko nugrohoNo ratings yet
- The Effects of Aircraft Preventive MaintDocument8 pagesThe Effects of Aircraft Preventive MaintSabi HaNo ratings yet
- 10 1108 - Jqme 09 2019 0089Document21 pages10 1108 - Jqme 09 2019 0089Rosendo LopezNo ratings yet
- Reliability Centered Maintenance in Industrial Planning - A Case StudyDocument6 pagesReliability Centered Maintenance in Industrial Planning - A Case StudycuongNo ratings yet
- Preventive Maintenance Part IDocument20 pagesPreventive Maintenance Part Ismodi20No ratings yet
- Influence of Modification of Design Out Maintenance & Design Out Information System For Maintenance Cost Control & A Lucrative Business (With Case Study)Document9 pagesInfluence of Modification of Design Out Maintenance & Design Out Information System For Maintenance Cost Control & A Lucrative Business (With Case Study)seventhsensegroupNo ratings yet
- Asset Integrity - The Key To Managing Major Incident Risks: Report No. 415 December 2008Document20 pagesAsset Integrity - The Key To Managing Major Incident Risks: Report No. 415 December 2008Abdulateaf SattiNo ratings yet
- Best Practice in AIMSDocument15 pagesBest Practice in AIMSArrif ImranNo ratings yet
- 4 Analysis of Equipment Maintenance Operation and Repair in A Construction IndustryDocument6 pages4 Analysis of Equipment Maintenance Operation and Repair in A Construction IndustryTesfaiNo ratings yet
- Optimization of A Multilevel Integrated Preventive Maintenance Scheduling Mathematical Model Using Genetic AlgorithmDocument12 pagesOptimization of A Multilevel Integrated Preventive Maintenance Scheduling Mathematical Model Using Genetic AlgorithmHassan TariqNo ratings yet
- Evolution of Maintenance StrategiesDocument10 pagesEvolution of Maintenance StrategiesmusaveerNo ratings yet
- Impact of Maintenance On Machine Reliability A RevDocument12 pagesImpact of Maintenance On Machine Reliability A Revtomo tomoNo ratings yet
- Reliability Analysis and Failure Prediction of Construction Equipment With Time Series ModelsDocument8 pagesReliability Analysis and Failure Prediction of Construction Equipment With Time Series ModelsSaba Nur DurmusNo ratings yet
- Maintenance System For Heavy Earth Moving EquipmentDocument7 pagesMaintenance System For Heavy Earth Moving Equipmentaguda samuel segunNo ratings yet
- Reliability Centered Maintenance of A Ply Industry A Case Study IJERTV5IS110228Document8 pagesReliability Centered Maintenance of A Ply Industry A Case Study IJERTV5IS110228cuongNo ratings yet
- 11673-Article Text-20716-1-10-20211205Document16 pages11673-Article Text-20716-1-10-20211205Abdallah AbdallahNo ratings yet
- Affiliated To APJ Abdul Kalam Technological UniversityDocument19 pagesAffiliated To APJ Abdul Kalam Technological UniversitySHANASHIRIN CNo ratings yet
- Operations Management: (Shashank Tilak)Document7 pagesOperations Management: (Shashank Tilak)Vijay Singh ThakurNo ratings yet
- ReliabilityDocument6 pagesReliabilityRetnoNo ratings yet
- 9399 - Preventive Maintenance For Industrial ApplicationDocument6 pages9399 - Preventive Maintenance For Industrial ApplicationM Luthfi Al MudzakiNo ratings yet
- Track 1 - Cesar Malpica - PaperDocument10 pagesTrack 1 - Cesar Malpica - PaperfredyNo ratings yet
- Abstract - World Class Maintenance (WCM) Concept IsDocument5 pagesAbstract - World Class Maintenance (WCM) Concept IsEduardo MonteiroNo ratings yet
- Pub Maintenance A Strategic Management Tool+ en PDFDocument8 pagesPub Maintenance A Strategic Management Tool+ en PDFNoah AlliNo ratings yet
- Maintenance Engineering: Anirudh GoyalDocument24 pagesMaintenance Engineering: Anirudh GoyalKristian Marlowe OleNo ratings yet
- Reliability Centered Preventive Maintenance Optimization For Aircraft IndicatorsDocument7 pagesReliability Centered Preventive Maintenance Optimization For Aircraft IndicatorsAziz FahrurNo ratings yet
- Knowledge Sharing SeriesDocument12 pagesKnowledge Sharing Seriesankur2061No ratings yet
- Risk-Based Management of Rotating EquipmentDocument8 pagesRisk-Based Management of Rotating EquipmentalNo ratings yet
- Importance of Training and Data Management Issues in Implementing Reliability Centered Maintenance (RCM)Document6 pagesImportance of Training and Data Management Issues in Implementing Reliability Centered Maintenance (RCM)erpublicationNo ratings yet
- Preventive MaintenanceDocument4 pagesPreventive MaintenancezishidayatullahbatamNo ratings yet
- Types of Maintenance and Their Characteristics: Activity 2Document7 pagesTypes of Maintenance and Their Characteristics: Activity 2MusuleNo ratings yet
- The Strategy of Successful Total ProductDocument10 pagesThe Strategy of Successful Total ProductPham GHNo ratings yet
- Total Productive Maintenance For Organisational EffectivenessFrom EverandTotal Productive Maintenance For Organisational EffectivenessRating: 4 out of 5 stars4/5 (4)
- SAG Mill Liner StudyDocument109 pagesSAG Mill Liner StudyAclariont100% (1)
- Soft File UTCHEM PDFDocument33 pagesSoft File UTCHEM PDFVeronicaNo ratings yet
- ISM Book Exercise SolutionsDocument36 pagesISM Book Exercise SolutionsBradley SmithNo ratings yet
- 3D Printer : A Report OnDocument51 pages3D Printer : A Report Ongoutham k.sNo ratings yet
- GP Standard Shackles Brochure enDocument2 pagesGP Standard Shackles Brochure enInhake AutechreNo ratings yet
- Intel Building A Technology BrandDocument31 pagesIntel Building A Technology BrandsdaadilNo ratings yet
- COBIT 2019 Design Toolkit TKT Eng 1218 (AutoRecovered)Document56 pagesCOBIT 2019 Design Toolkit TKT Eng 1218 (AutoRecovered)ahnisNo ratings yet
- Case Study Using ITIL and PRINCE2 Powerpoint Noel ScottDocument14 pagesCase Study Using ITIL and PRINCE2 Powerpoint Noel Scottrillag5No ratings yet
- Final ExamDocument8 pagesFinal Examviraivil9417No ratings yet
- Only Chapter of DHX by T.kuppan PDFDocument45 pagesOnly Chapter of DHX by T.kuppan PDFSATHEESH KUMAR100% (1)
- Centralized Traffic Control (CTC) Is A Form ofDocument7 pagesCentralized Traffic Control (CTC) Is A Form ofAmitJollyNo ratings yet
- General Specifications FOR Building Construction: Ministry of Public Works and Housing Deputy Ministry of Public WorksDocument13 pagesGeneral Specifications FOR Building Construction: Ministry of Public Works and Housing Deputy Ministry of Public WorksArif MohammedNo ratings yet
- Gso 3 Year Plan Last & FinalDocument12 pagesGso 3 Year Plan Last & FinalEarl PotianNo ratings yet
- Strategic Management Individual AssignmentDocument23 pagesStrategic Management Individual Assignmentshivam agarwal100% (1)
- Finisher-U1 Circuit Diagram PDFDocument16 pagesFinisher-U1 Circuit Diagram PDFVicent JesusNo ratings yet
- Vespa Company DetailsDocument340 pagesVespa Company DetailsAbrar Khan KhanNo ratings yet
- Aircraft: PICTURES: Finnish F-18 Engine Check Reveals Effects of Volcanic DustDocument3 pagesAircraft: PICTURES: Finnish F-18 Engine Check Reveals Effects of Volcanic Dustr0v3No ratings yet
- Donaldson Air F1160051Document162 pagesDonaldson Air F1160051airpart0% (1)
- Compresor Centrifugo ZH+ (English)Document16 pagesCompresor Centrifugo ZH+ (English)Eduardo LedezmaNo ratings yet
- PDFDocument3 pagesPDFEnamNo ratings yet
- Inst Transformer DimensioningDocument8 pagesInst Transformer DimensioningDeepen SharmaNo ratings yet
- Chapters 8 - 13 - 14 - 15 QuestionsDocument5 pagesChapters 8 - 13 - 14 - 15 QuestionsJamie N Clint BrendleNo ratings yet
- SQL LoaderDocument16 pagesSQL LoaderNagendra BabuNo ratings yet
- TenderDocument-8706889735 Nicsi Old ProgrammerDocument28 pagesTenderDocument-8706889735 Nicsi Old ProgrammerAnonymous NJDmHvj100% (1)
- Capital Projects Cost EstimationDocument87 pagesCapital Projects Cost EstimationRapee PuaksungnoenNo ratings yet
- The Space RaceDocument15 pagesThe Space RaceRadu Petrusan100% (1)
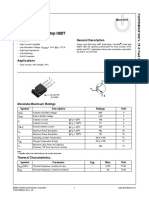
- 150A, S-D, 600v, FGH75N60UF, 452w, 225ADocument9 pages150A, S-D, 600v, FGH75N60UF, 452w, 225AManuel SierraNo ratings yet
- 02 B46 EngineDocument150 pages02 B46 EngineCarlos Alberto C. HasbunNo ratings yet
- Responding To RFPs (Web Instructions)Document17 pagesResponding To RFPs (Web Instructions)tonetime1982No ratings yet
- 2012 Virginia Construction CodeDocument156 pages2012 Virginia Construction Codegl1188No ratings yet