You might also like
- Machining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesFrom EverandMachining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesNo ratings yet
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- High Temperature Corrosion: Fundamentals and EngineeringFrom EverandHigh Temperature Corrosion: Fundamentals and EngineeringNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Metallurgy and Corrosion Control in Oil and Gas ProductionFrom EverandMetallurgy and Corrosion Control in Oil and Gas ProductionNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- Control and Analysis in Iron and SteelmakingFrom EverandControl and Analysis in Iron and SteelmakingRating: 3 out of 5 stars3/5 (2)
- Fundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationFrom EverandFundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationNo ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Hand Book For Steel Structure Quality Control on SiteFrom EverandHand Book For Steel Structure Quality Control on SiteNo ratings yet
- Design of Steel Structures: Materials, Connections, and ComponentsFrom EverandDesign of Steel Structures: Materials, Connections, and ComponentsNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Mechanical Engineers' Handbook, Volume 1: Materials and Engineering MechanicsFrom EverandMechanical Engineers' Handbook, Volume 1: Materials and Engineering MechanicsNo ratings yet
- Aluminum-Lithium Alloys: Processing, Properties, and ApplicationsFrom EverandAluminum-Lithium Alloys: Processing, Properties, and ApplicationsNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- The Foseco Foundryman's Handbook: Facts, Figures and FormulaeFrom EverandThe Foseco Foundryman's Handbook: Facts, Figures and FormulaeT.A. BurnsRating: 3 out of 5 stars3/5 (2)
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesFrom EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesNo ratings yet
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeFrom EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeNo ratings yet
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Proceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014From EverandProceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014No ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- Commercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsFrom EverandCommercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsNo ratings yet
- Feather-Filled and Down-Filled Products: Standard Terminology Relating ToDocument2 pagesFeather-Filled and Down-Filled Products: Standard Terminology Relating Tosolrac4371No ratings yet
- Cat Tdto PDFDocument2 pagesCat Tdto PDFsolrac4371No ratings yet
- Tejidos protectores vegetalesDocument5 pagesTejidos protectores vegetalessolrac437133% (3)
- Alivio 462 LeserDocument11 pagesAlivio 462 Lesersolrac4371No ratings yet
- N D 1 0Document11 pagesN D 1 0solrac4371No ratings yet
- Astm D5731Document3 pagesAstm D5731solrac4371No ratings yet
- Steel Casting Handbook Supplement 2Document72 pagesSteel Casting Handbook Supplement 2Syed MajeedNo ratings yet
- Astm CDocument16 pagesAstm Csolrac4371100% (2)
- BLASTING TECHNICAL GUIDEDocument16 pagesBLASTING TECHNICAL GUIDESivaratnam Navatharan100% (1)
- Astm C732Document3 pagesAstm C732solrac4371No ratings yet
- Udfn/Lnh) Odzv3Uhvvxuh9Hvvho) LWQHVV) Ru6Huylfh$Vvhvvphqwv Dqg6Riwzduh3Urjudpplqj%Dvhgrq$3,53Document12 pagesUdfn/Lnh) Odzv3Uhvvxuh9Hvvho) LWQHVV) Ru6Huylfh$Vvhvvphqwv Dqg6Riwzduh3Urjudpplqj%Dvhgrq$3,53Flávio LasmarNo ratings yet
- Astm C1193Document32 pagesAstm C1193solrac4371No ratings yet
- 049 - 2017 Cumbre Lima PachiteaDocument1 page049 - 2017 Cumbre Lima Pachiteasolrac4371No ratings yet
- Remaining Life of A Pipeline PDFDocument38 pagesRemaining Life of A Pipeline PDFsolrac4371No ratings yet
- Weld DesignDocument51 pagesWeld DesignJoseph Booker100% (1)
- (Si) Cadena de Valor IndustrialDocument20 pages(Si) Cadena de Valor IndustrialmariaNo ratings yet
- TFW World Class ManufacturingDocument110 pagesTFW World Class Manufacturingmartinieva10582No ratings yet
- Mil STD 2074Document12 pagesMil STD 2074solrac4371No ratings yet
- W-2119 & W-2120 Series: Parts Manual 823036ENDocument12 pagesW-2119 & W-2120 Series: Parts Manual 823036ENsolrac4371No ratings yet
- C15153 C05 EsfuerzosCombinadosDocument12 pagesC15153 C05 EsfuerzosCombinadosfredyNo ratings yet
- Cadena de ValorDocument4 pagesCadena de Valorsolrac4371No ratings yet
- Riesgos altas presiones pruebas hidrostáticasDocument9 pagesRiesgos altas presiones pruebas hidrostáticasaltamirano david100% (1)
- DS68 9-597 PDFDocument9 pagesDS68 9-597 PDFRamon FragaNo ratings yet
- AENDDocument1 pageAENDsolrac4371No ratings yet
- Mejoras Enfocadas Kobetsu Kaizen PDFDocument7 pagesMejoras Enfocadas Kobetsu Kaizen PDFmaria pia otarolaNo ratings yet
- Interpretacion Analisis Lubricantes Uruman 2014Document45 pagesInterpretacion Analisis Lubricantes Uruman 2014GastónBütikofer100% (1)
- MInimum Allowance TemperatureDocument10 pagesMInimum Allowance Temperaturesolrac4371No ratings yet
- Udfn/Lnh) Odzv3Uhvvxuh9Hvvho) LWQHVV) Ru6Huylfh$Vvhvvphqwv Dqg6Riwzduh3Urjudpplqj%Dvhgrq$3,53Document12 pagesUdfn/Lnh) Odzv3Uhvvxuh9Hvvho) LWQHVV) Ru6Huylfh$Vvhvvphqwv Dqg6Riwzduh3Urjudpplqj%Dvhgrq$3,53Flávio LasmarNo ratings yet
- TFW World Class ManufacturingDocument110 pagesTFW World Class Manufacturingmartinieva10582No ratings yet
- Perdas de espessura em equipamentosDocument67 pagesPerdas de espessura em equipamentossolrac4371No ratings yet
- EPC Engineering Sequence PDFDocument1 pageEPC Engineering Sequence PDFveenaNo ratings yet
- Rotulación de contenedores de residuosDocument5 pagesRotulación de contenedores de residuosMartin GarrixNo ratings yet
- TS-100 Lightweight Mechanical SealDocument2 pagesTS-100 Lightweight Mechanical Sealmantle_ukNo ratings yet
- Packaging and Shipping SpecificationDocument30 pagesPackaging and Shipping SpecificationashokclineNo ratings yet
- Quaderno Laboratorio 5 2013 2014 PDFDocument128 pagesQuaderno Laboratorio 5 2013 2014 PDFandrew wallenNo ratings yet
- Hong Seng CatalogueDocument54 pagesHong Seng CatalogueRajeshNo ratings yet
- Tarea - I Examen de Quimica - I GrupoDocument2 pagesTarea - I Examen de Quimica - I GrupoMANUEL ANGEL ROMERO HERNANDEZNo ratings yet
- Circuljarni TrioniDocument86 pagesCirculjarni TrionikokochmokoNo ratings yet
- Polímeros semicristalinos e grau de cristalinidadeDocument8 pagesPolímeros semicristalinos e grau de cristalinidadekeuliNo ratings yet
- Investigacion 2 Grupo 6Document39 pagesInvestigacion 2 Grupo 6Erika ObandoNo ratings yet
- Ficha Cadina ACDocument3 pagesFicha Cadina ACfrancisca5orellana-1No ratings yet
- Orçamento de obras de pintura e acabamentosDocument7 pagesOrçamento de obras de pintura e acabamentosFrancisco AraújoNo ratings yet
- Labour Production Description of WorkDocument3 pagesLabour Production Description of WorkIrfanNo ratings yet
- Repaso Química General 2Document8 pagesRepaso Química General 2Chris NxtchNo ratings yet
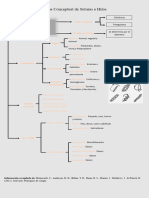
- Mapa Conceptual de Suturas e HilosDocument1 pageMapa Conceptual de Suturas e HilosISIS GONZALEZNo ratings yet
- As 51592791Document1 pageAs 51592791mmmaurerNo ratings yet
- CLEANING PROCEDURES PDFDocument4 pagesCLEANING PROCEDURES PDFTanmoy PaulNo ratings yet
- Fundamentos y tipos de adsorción químicaDocument14 pagesFundamentos y tipos de adsorción químicaAlissonMorenoNo ratings yet
- Examen Parcial 2020 I PiroDocument8 pagesExamen Parcial 2020 I PiroBenjamín Vitón TapiaNo ratings yet
- Resumen de MetalesDocument8 pagesResumen de MetalesElíasMauricioEspínolaNo ratings yet
- Damp Proof CourseDocument11 pagesDamp Proof CourseSenthil YoungsterNo ratings yet
- Screening Damage Mechanism - 581 & 571Document28 pagesScreening Damage Mechanism - 581 & 571Febri Ramdani NugrahaNo ratings yet
- Confined Space Ventilation HazardsDocument180 pagesConfined Space Ventilation HazardsShuyuan LuNo ratings yet
- MateriaDocument6 pagesMateriaEsau Altair MezaNo ratings yet
- Ficha Tecnica Pintura EpoxicoDocument7 pagesFicha Tecnica Pintura EpoxicoMaria Quiñones100% (1)
- Mitigation of Thermal Cracking in Massive FoundationsDocument7 pagesMitigation of Thermal Cracking in Massive Foundationssravan_rubyNo ratings yet
- Silicone Resin-Based Foam Stabilizer For Mechanically Foamable PVC PlastisolsDocument2 pagesSilicone Resin-Based Foam Stabilizer For Mechanically Foamable PVC PlastisolsJulián Herrera RestrepoNo ratings yet
- Tecnologia de Materiales SEM 6Document3 pagesTecnologia de Materiales SEM 6Alfredo SanchezNo ratings yet
- Deca - Fig 011-012Document1 pageDeca - Fig 011-012Carlos DemenisNo ratings yet
- G4 - Informe #10 Química InorgánicaDocument22 pagesG4 - Informe #10 Química Inorgánicayanina mily ratachi rojasNo ratings yet