You might also like
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- Root Cause Analysis RCA of Fractured ASTM A53 - 2016 - Case Studies in EngineDocument8 pagesRoot Cause Analysis RCA of Fractured ASTM A53 - 2016 - Case Studies in EngineDaniel TangkauNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Root Cause Analysis (RCA) of Fractured ASTM A53 Carbon Steel Pipe at Oil & Gas CompanyDocument8 pagesRoot Cause Analysis (RCA) of Fractured ASTM A53 Carbon Steel Pipe at Oil & Gas CompanynaderbahramiNo ratings yet
- Corrosion and its Consequences for Reinforced Concrete StructuresFrom EverandCorrosion and its Consequences for Reinforced Concrete StructuresNo ratings yet
- RCA of fractured carbon steel pipe reveals excessive grinding caused failureDocument9 pagesRCA of fractured carbon steel pipe reveals excessive grinding caused failureJorge Uribe RochaNo ratings yet
- Investigation Into The Probable Cause of Failure of Economizer Tube of A Thermal Power PlantDocument5 pagesInvestigation Into The Probable Cause of Failure of Economizer Tube of A Thermal Power PlantKR PANo ratings yet
- Root Cause Analysis of Stress Corrosion at Tube-To-Tubesheet Joints of A WHBDocument8 pagesRoot Cause Analysis of Stress Corrosion at Tube-To-Tubesheet Joints of A WHBshenielramlalNo ratings yet
- Manuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsDocument23 pagesManuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsadammplouhNo ratings yet
- Cracks and Precipitate Phase in 321 Steel Guankaishu110673-201012-3Document11 pagesCracks and Precipitate Phase in 321 Steel Guankaishu110673-201012-3Andrea CalderaNo ratings yet
- Technical Review On Alumina InclusionDocument15 pagesTechnical Review On Alumina InclusionMubeenNo ratings yet
- International Journal of Chemtech Research: Krishnakumar. K, Arockia Selvakumar. ADocument6 pagesInternational Journal of Chemtech Research: Krishnakumar. K, Arockia Selvakumar. ASamar SawantNo ratings yet
- Fracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersDocument7 pagesFracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersnaderbahramiNo ratings yet
- Failure Investigation of A Secondary Super Heat 2017 Case Studies in EngineeDocument4 pagesFailure Investigation of A Secondary Super Heat 2017 Case Studies in EngineeSushil KumarNo ratings yet
- Failure Analysis of A Diesel Generator Connecting Rod PDFDocument8 pagesFailure Analysis of A Diesel Generator Connecting Rod PDFLeyner Ignacio CorreaNo ratings yet
- Causes of Failure of High-Tensile Stud Bolts UsedDocument8 pagesCauses of Failure of High-Tensile Stud Bolts Usedacar1No ratings yet
- Failure Analysis of Stress Corrosion Cracking Occurred in A GasDocument8 pagesFailure Analysis of Stress Corrosion Cracking Occurred in A GasDian Try SaputriNo ratings yet
- Stress and Deformation Characteristics of Completion and Testing Tubing String With Expansion Joints For Ultra-Deep HTHP Gas WellsDocument8 pagesStress and Deformation Characteristics of Completion and Testing Tubing String With Expansion Joints For Ultra-Deep HTHP Gas WellsabodolkuhaaNo ratings yet
- Failure Analysis of High Pressure Hose in HydrauliDocument7 pagesFailure Analysis of High Pressure Hose in Hydrauliarumugamtrading1901No ratings yet
- Importante b31.gDocument10 pagesImportante b31.gJennifer Julieth Triana ForeroNo ratings yet
- New Welding Tubular Joint Used For JacketDocument6 pagesNew Welding Tubular Joint Used For JacketTien Hong DoNo ratings yet
- Failure Analysis of IEU Drill Pipe Wash OutDocument6 pagesFailure Analysis of IEU Drill Pipe Wash OutDerry RahmaNo ratings yet
- Damage Investigation On Welded TubesDocument6 pagesDamage Investigation On Welded TubesOmarNo ratings yet
- Failure of 304 Stainless Bellows Expansion Joint: Engineering Failure Analysis June 2005Document14 pagesFailure of 304 Stainless Bellows Expansion Joint: Engineering Failure Analysis June 2005AmirmasoudNo ratings yet
- LBW OptimizationDocument11 pagesLBW Optimizationfathi.alfazaniNo ratings yet
- 1) - Failure Analysis of Stainless Steel Heat Exhanger Tube in A Petrochemical PlantDocument12 pages1) - Failure Analysis of Stainless Steel Heat Exhanger Tube in A Petrochemical PlantHerry Eci MuhammadNo ratings yet
- Hot TapDocument11 pagesHot TapsumanNo ratings yet
- Engineering Failure Analysis: R.P. Singh, Mousumi Mallick, &, M.K. VermaDocument15 pagesEngineering Failure Analysis: R.P. Singh, Mousumi Mallick, &, M.K. Vermaaditya pratamaNo ratings yet
- Damage Analysis of Choke Bean Used in An Oil-Gas WDocument9 pagesDamage Analysis of Choke Bean Used in An Oil-Gas Wadesina bensonNo ratings yet
- Research PaperDocument7 pagesResearch Paperahmad exsanNo ratings yet
- Superheater Tube in A 210 MWDocument5 pagesSuperheater Tube in A 210 MWfernandosimic96No ratings yet
- 16trans IIM-2010 PDFDocument4 pages16trans IIM-2010 PDFRajaSekarNo ratings yet
- Fracture Behaviour of Dissimilar Metallic Welds: Specimens and Pipe Weld With CrackDocument9 pagesFracture Behaviour of Dissimilar Metallic Welds: Specimens and Pipe Weld With Crackmade dwi payanaNo ratings yet
- 1-s2.0-S2213290216300165-main(1)Document9 pages1-s2.0-S2213290216300165-main(1)Cristi NicolaeNo ratings yet
- Fatigue and Brittle Fracture of Carbon Steel Process PipelineDocument10 pagesFatigue and Brittle Fracture of Carbon Steel Process PipelineEsteban Matias RodriguezNo ratings yet
- Root Cause Failure Analysis of Reducer Weld-JointDocument11 pagesRoot Cause Failure Analysis of Reducer Weld-JointFirman BhaktiwinayaNo ratings yet
- Engineering Failure Analysis - DA1Document13 pagesEngineering Failure Analysis - DA1koushikNo ratings yet
- UT Sec.6 Selected ApplicationDocument342 pagesUT Sec.6 Selected ApplicationSaut Maruli Tua SamosirNo ratings yet
- Analysis of Cracking Causes of P91 Welding Seam ofDocument8 pagesAnalysis of Cracking Causes of P91 Welding Seam ofKin Lai KongNo ratings yet
- Root Cause Failure Analysis of A Division Wall Superheater Tube of A Coal-Fired Power StationDocument5 pagesRoot Cause Failure Analysis of A Division Wall Superheater Tube of A Coal-Fired Power StationPeerasak ArunNo ratings yet
- Mechanical Property, Hic and SSCC Test Analysis of L245Ns Anti-Sulfur Bending PipeDocument5 pagesMechanical Property, Hic and SSCC Test Analysis of L245Ns Anti-Sulfur Bending PipeMarcelo Varejão CasarinNo ratings yet
- Metallography in Life AssessmentDocument14 pagesMetallography in Life AssessmentluisNo ratings yet
- Journal Pre-Proof: International Journal of Pressure Vessels and PipingDocument18 pagesJournal Pre-Proof: International Journal of Pressure Vessels and PipingRami GhorbelNo ratings yet
- Monolithic Isolating Joint Failure in Cathodic Protection SystemDocument5 pagesMonolithic Isolating Joint Failure in Cathodic Protection Systemعبدالرزاق سالمNo ratings yet
- Analysis of A Failed Pipe Elbow in Geothermal Production Facility PDFDocument7 pagesAnalysis of A Failed Pipe Elbow in Geothermal Production Facility PDFAz ArNo ratings yet
- How Often Can Joints Be Cut and Rewelded in Low-Carbon SteelDocument3 pagesHow Often Can Joints Be Cut and Rewelded in Low-Carbon SteelIsmael CastroNo ratings yet
- 4 Forensic Engineering - Metallurgical Failure AnalysisDocument30 pages4 Forensic Engineering - Metallurgical Failure AnalysisJOSE ANTONIO FRAUSTO ESPARZANo ratings yet
- An Investigation of Cracking Causes in An Outlet RTJ Flange in ISOMAX UnitDocument6 pagesAn Investigation of Cracking Causes in An Outlet RTJ Flange in ISOMAX Unitعزت عبد المنعمNo ratings yet
- Weld Failures in Sleeve Reinforcements of Pipelines: J.L. Otegui, A. Rivas, C. Manfredi, C. MartinsDocument17 pagesWeld Failures in Sleeve Reinforcements of Pipelines: J.L. Otegui, A. Rivas, C. Manfredi, C. Martinsamin110110No ratings yet
- Repair welding Cr-Mo steels without PWHT techniquesDocument3 pagesRepair welding Cr-Mo steels without PWHT techniquesAnonymous nw5AXJqjd25% (4)
- Analysis of Gas Pipeline FailureDocument3 pagesAnalysis of Gas Pipeline Failuressjuned100% (1)
- Metallurgical Analysis of SA-106 GR.B Pipe Failure During Hot BendingDocument11 pagesMetallurgical Analysis of SA-106 GR.B Pipe Failure During Hot Bendingahmed saberNo ratings yet
- 10 1016@j Engfailanal 2008 08 006 PDFDocument15 pages10 1016@j Engfailanal 2008 08 006 PDFSSR4 XlxlNo ratings yet
- Lázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034Document8 pagesLázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034fernandoNo ratings yet
- 02 Rozanski Topolski-Plasma Welding of Steel CPW 800Document7 pages02 Rozanski Topolski-Plasma Welding of Steel CPW 800Ana Paula MartinsNo ratings yet
- CMT Revolutionizes Pipeline WeldingDocument3 pagesCMT Revolutionizes Pipeline Weldingargentino_ar01No ratings yet
- Wire-Arc Additive Manufacturing of Aluminum Alloy 6061Document9 pagesWire-Arc Additive Manufacturing of Aluminum Alloy 6061viverefeliceNo ratings yet
- 1 s2.0 S1350630717302698 MainDocument8 pages1 s2.0 S1350630717302698 MainmkozinNo ratings yet
- Failure Analysis of Bridge ShaftDocument19 pagesFailure Analysis of Bridge ShaftAhmad Abdul GhaniNo ratings yet
- Swaminathan 2008Document13 pagesSwaminathan 2008Primawati RahmaniyahNo ratings yet
- Successfully Commissioning an AFBC BoilerDocument72 pagesSuccessfully Commissioning an AFBC BoilerRakesh GairolaNo ratings yet
- Electricity 3 IV CharacteristicsDocument19 pagesElectricity 3 IV CharacteristicsJoel OkohNo ratings yet
- S11198623 - Adi Natalia Nacola - Lab 5Document4 pagesS11198623 - Adi Natalia Nacola - Lab 5Natalia NacolaNo ratings yet
- Report Robot WeldingDocument23 pagesReport Robot WeldingKishan Singh100% (3)
- Vereecken 1976Document9 pagesVereecken 1976Kieu PhucNo ratings yet
- Standard Test Method For Electrical InsulationDocument18 pagesStandard Test Method For Electrical InsulationKian ChuanNo ratings yet
- Acoustics and Design of Movie TheatreDocument19 pagesAcoustics and Design of Movie TheatreAditi100% (1)
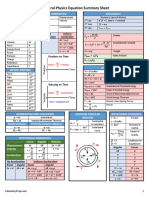
- Chads Ultimate Physics Equation Cheat SheetDocument5 pagesChads Ultimate Physics Equation Cheat SheetAaliyah Nicole D. GomezNo ratings yet
- Asm Handbook Volume 8Document3 pagesAsm Handbook Volume 8Chukka0% (1)
- Chem 31.1 Experiment 4: DistillationDocument44 pagesChem 31.1 Experiment 4: Distillationrjmaot50% (2)
- Alloy 827182 Welds PaperDocument21 pagesAlloy 827182 Welds PaperOscarCastilloNavaNo ratings yet
- Pumps RefDocument22 pagesPumps Refsales5000No ratings yet
- Q235 Steel Q235A Q235B Q235C Q235D Equivalent, Properties, Specification, CompositionDocument6 pagesQ235 Steel Q235A Q235B Q235C Q235D Equivalent, Properties, Specification, CompositionDR LuotanNo ratings yet
- Mahesh Vaze: National Institute of TechnologyDocument6 pagesMahesh Vaze: National Institute of TechnologymjvazeNo ratings yet
- Lubrication schedule for steam plant equipmentDocument3 pagesLubrication schedule for steam plant equipmentM BNo ratings yet
- Temperature Measuring InstrumentsDocument11 pagesTemperature Measuring InstrumentsBen Aldrian Tariao Ibañez100% (1)
- Pile Integrity Final Report: Test Report No. KRL-42400-TR-461062 Test Report Date 08/02/2022Document6 pagesPile Integrity Final Report: Test Report No. KRL-42400-TR-461062 Test Report Date 08/02/2022Sabyasachi BangalNo ratings yet
- Assignment - Passive Cellular TransportDocument4 pagesAssignment - Passive Cellular TransportshreNo ratings yet
- M24 - Thermodynamic PropertiesDocument38 pagesM24 - Thermodynamic Propertieshoghost123No ratings yet
- Adverb PPT CO English 4 1 1Document27 pagesAdverb PPT CO English 4 1 1mizel dotillosNo ratings yet
- Troubleshooting Roll DefectsDocument6 pagesTroubleshooting Roll DefectsIshtiaq RehmanNo ratings yet
- Wind Loading ConceptDocument13 pagesWind Loading ConceptErickneil Dejucos RealuyoNo ratings yet
- CO5.2.1. Endogenic Processes. Continental Drift - Seafloor Spreading - Plate TectonicsDocument41 pagesCO5.2.1. Endogenic Processes. Continental Drift - Seafloor Spreading - Plate TectonicsKen AguilaNo ratings yet
- Seismic Design of Industrial StructuresDocument73 pagesSeismic Design of Industrial StructuresBang Success100% (1)
- Die-Cut Thickness and Dimension Tolerances GuideDocument1 pageDie-Cut Thickness and Dimension Tolerances Guidetripathi prashantNo ratings yet
- Thyssen Welding filler metals guideDocument386 pagesThyssen Welding filler metals guideUtku KepcenNo ratings yet
- Flash Calc 1flash Calc 185Document18 pagesFlash Calc 1flash Calc 185Mohamed MamdouhNo ratings yet
- Chapter 7 - Climate - Solutions For Class 10 ICSE Total Geography Morning Star - KnowledgeBoatDocument5 pagesChapter 7 - Climate - Solutions For Class 10 ICSE Total Geography Morning Star - KnowledgeBoatSuraj Yadav100% (1)
- Energy Analysis in Size Reduction UnitDocument11 pagesEnergy Analysis in Size Reduction UnitKyla Marie PlazaNo ratings yet
- 9792 s1s3 QP 3Document40 pages9792 s1s3 QP 3Irtiza HussainNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- Product Management: 7-Step Guide from Zero to Hero: Product ManagementFrom EverandProduct Management: 7-Step Guide from Zero to Hero: Product ManagementNo ratings yet