You might also like
- Accelerated Desalting and Purification of Silk Fibroin in A CaCl2-EtOH-H2O Ternary System by Excess Isopropanol ExtractionDocument17 pagesAccelerated Desalting and Purification of Silk Fibroin in A CaCl2-EtOH-H2O Ternary System by Excess Isopropanol ExtractionHozefa DhilaNo ratings yet
- Research Article: Enhanced Ethanol and Biogas Production From Pinewood by NMMO Pretreatment and Detailed Biomass AnalysisDocument11 pagesResearch Article: Enhanced Ethanol and Biogas Production From Pinewood by NMMO Pretreatment and Detailed Biomass AnalysislailaNo ratings yet
- Extraction of Ethanol From CelluloseDocument20 pagesExtraction of Ethanol From CellulosePriyanka NagpureNo ratings yet
- 10 1016@j Seppur 2020 117953Document8 pages10 1016@j Seppur 2020 117953nabeelkhaliq323No ratings yet
- Desalination: Wenyu Zhang, Hongzhi Ma, Qunhui Wang, Fangni Zhao, Zeyi XiaoDocument6 pagesDesalination: Wenyu Zhang, Hongzhi Ma, Qunhui Wang, Fangni Zhao, Zeyi XiaoDaniela Zapata AlarcónNo ratings yet
- Jun 2012Document8 pagesJun 2012HarshithNo ratings yet
- EthanolDocument16 pagesEthanolDoulat NangareNo ratings yet
- Pervaporation of Ethanol-Water Mixture Using Pva Zeolite-Clay MembranesDocument11 pagesPervaporation of Ethanol-Water Mixture Using Pva Zeolite-Clay MembranesLily DianaNo ratings yet
- Liquid/Liquid Extraction HandoutDocument28 pagesLiquid/Liquid Extraction HandoutTINOTENDA TERANo ratings yet
- Pulp and PaperDocument28 pagesPulp and PaperJoe Je Lin100% (1)
- HCP Oil Gas Journal 2001-Apr-16Document4 pagesHCP Oil Gas Journal 2001-Apr-16Muddassar SultanNo ratings yet
- Essential Oils From Conventional To Green ExtractionDocument13 pagesEssential Oils From Conventional To Green ExtractionNajihah RamliNo ratings yet
- Well-Come To Our Presentation!Document19 pagesWell-Come To Our Presentation!Yeabsira WorkagegnehuNo ratings yet
- Fermentation Cootrol With Biosensors in Flow-Injection Systems: Problems and ProgressDocument4 pagesFermentation Cootrol With Biosensors in Flow-Injection Systems: Problems and ProgressEloise CordeiroNo ratings yet
- Cassava Peelings Pretratamiento TérmicoDocument14 pagesCassava Peelings Pretratamiento TérmicoDyzolu CastiblancoNo ratings yet
- Optimisation of Two-Step Dilute Acid Hydrolysis of Spruce For Ethanol ProductionDocument4 pagesOptimisation of Two-Step Dilute Acid Hydrolysis of Spruce For Ethanol ProductionMohammad SaleemNo ratings yet
- A Combined Adsorption and Flocculation Process For Producing L 2014 BioresouDocument7 pagesA Combined Adsorption and Flocculation Process For Producing L 2014 BioresouHerman Eenk HidayatNo ratings yet
- Biodetoxification Amorphotheca Zhang Bao 2010Document15 pagesBiodetoxification Amorphotheca Zhang Bao 2010Anton van PuttenNo ratings yet
- Bioplastic ProductionDocument2 pagesBioplastic ProductionLukmanKuntajiNo ratings yet
- Low Potassium Content Pellet Production by Hydrothermal-Washing Co-TreatmentDocument11 pagesLow Potassium Content Pellet Production by Hydrothermal-Washing Co-TreatmentagungfebryNo ratings yet
- Bioresource Technology: Kai Wörmeyer, Thomas Ingram, Bodo Saake, Gerd Brunner, Irina SmirnovaDocument8 pagesBioresource Technology: Kai Wörmeyer, Thomas Ingram, Bodo Saake, Gerd Brunner, Irina Smirnovadhy182No ratings yet
- Coconut Coir Dust Conversion to Ethyl LevulinateDocument6 pagesCoconut Coir Dust Conversion to Ethyl LevulinateAli DandamunNo ratings yet
- Novel Protocol Boosts Lutein Yield from AlgaeDocument22 pagesNovel Protocol Boosts Lutein Yield from AlgaeSacra PsyntergiaNo ratings yet
- Continuous Countercurrent Extraction of Hemicellulose From Pretreated Wood ResiduesDocument16 pagesContinuous Countercurrent Extraction of Hemicellulose From Pretreated Wood ResiduesAnthony AdamsNo ratings yet
- Mulder 1983Document16 pagesMulder 1983adeeljutt1182No ratings yet
- CH 362 Introduction to Separation ProcessesDocument21 pagesCH 362 Introduction to Separation ProcessesLohith LoliNo ratings yet
- Effect of Bioenzyme On Deinking Mill Effluent Treatment by Dissolved Air FlotationDocument12 pagesEffect of Bioenzyme On Deinking Mill Effluent Treatment by Dissolved Air FlotationarjunanpnNo ratings yet
- 12 - Chapter2 - Black Liquor PropertyDocument26 pages12 - Chapter2 - Black Liquor Propertydharmeshkher7265100% (3)
- Extraction Polyphenol Review 16pDocument16 pagesExtraction Polyphenol Review 16pHồng Thắng100% (1)
- Lignin Recovery From Alkaline Hydrolysis and Glycerolysis of Oil Palm FiberDocument7 pagesLignin Recovery From Alkaline Hydrolysis and Glycerolysis of Oil Palm FiberMriganabh SarmaNo ratings yet
- Pengaruh Laju Pengadukan Dalam PembuatanDocument8 pagesPengaruh Laju Pengadukan Dalam PembuatannoirNo ratings yet
- Migration From Polycarbonate Packaging To Food Simulants During Microwave HeatingDocument9 pagesMigration From Polycarbonate Packaging To Food Simulants During Microwave Heatinggs67570No ratings yet
- Mepe14-Bio Fuels: Unit - IiiDocument22 pagesMepe14-Bio Fuels: Unit - IiiKrishna GummadiNo ratings yet
- Pulp and Paper IndustriesDocument67 pagesPulp and Paper IndustriesJoy Moriles0% (1)
- Design and Operation of An Ultrafiltration Plant For The Production of Drinking Water Out of The River ScheldtDocument7 pagesDesign and Operation of An Ultrafiltration Plant For The Production of Drinking Water Out of The River ScheldtNuyul FaizahNo ratings yet
- E3sconf I-Trec2018 04035Document3 pagesE3sconf I-Trec2018 04035Fajar FebriantoNo ratings yet
- Session No. 89, Paper No. 5 Increase Ethylene Processing Capacity and Efficiency With Improved Liquid/Liquid SeparationDocument16 pagesSession No. 89, Paper No. 5 Increase Ethylene Processing Capacity and Efficiency With Improved Liquid/Liquid SeparationVenkatesan DevendranNo ratings yet
- Hydrolyse AcideDocument9 pagesHydrolyse AcideMohamed NaimiNo ratings yet
- Cellulose Extraction From Palm Kernel Cake Using Liquid Phase OxidationDocument12 pagesCellulose Extraction From Palm Kernel Cake Using Liquid Phase OxidationRidwan SantosoNo ratings yet
- Alcohol Production From WoodDocument3 pagesAlcohol Production From Woodtzababagita936No ratings yet
- Study of Sulfite Pretreatment To Prepare Bamboo For Enzymatic Hydrolysis and Ethanol Fermentation - SpringerLinkDocument9 pagesStudy of Sulfite Pretreatment To Prepare Bamboo For Enzymatic Hydrolysis and Ethanol Fermentation - SpringerLinkdesamek647No ratings yet
- Gortzi2007 PDFDocument8 pagesGortzi2007 PDFPriscila RodriguesNo ratings yet
- Fouad Paper - ICT-NRE 2010Document8 pagesFouad Paper - ICT-NRE 2010mochdimaskuNo ratings yet
- Fuel Processing Technology: Chun Sheng Goh, Hui Teng Tan, Keat Teong Lee, Abdul Rahman MohamedDocument6 pagesFuel Processing Technology: Chun Sheng Goh, Hui Teng Tan, Keat Teong Lee, Abdul Rahman MohamedHadi AmirkhaniNo ratings yet
- Pervaporation of Ethanol/Water Mixtures Using Novel Hydrophobic Membranes Based On Concentrated Emulsion PolymerizationDocument7 pagesPervaporation of Ethanol/Water Mixtures Using Novel Hydrophobic Membranes Based On Concentrated Emulsion PolymerizationGia HănnNo ratings yet
- Characterization of Cellulose Acetate Based On Empty FruitDocument5 pagesCharacterization of Cellulose Acetate Based On Empty FruitGarcia RaphNo ratings yet
- Som DistilleryDocument65 pagesSom DistilleryPramod100% (2)
- Aerobic vs Anaerobic Decomposition: A ComparisonDocument16 pagesAerobic vs Anaerobic Decomposition: A Comparisonsandhya bhattiNo ratings yet
- 1 s2.0 S0376738818336433 MainDocument8 pages1 s2.0 S0376738818336433 MainAbderrahim Najah ElidrissiNo ratings yet
- Pressure Swing Adsorption Cycle Design For Ethylene/ethane Separation ProcessDocument47 pagesPressure Swing Adsorption Cycle Design For Ethylene/ethane Separation ProcessSichem GuerreroNo ratings yet
- Pervaporation Comes of Age: Reactions and SeparationsDocument7 pagesPervaporation Comes of Age: Reactions and SeparationsJUNIORNo ratings yet
- Mechanism of Nanocapsules Formation by The Emulsion-Diffusion ProcessDocument11 pagesMechanism of Nanocapsules Formation by The Emulsion-Diffusion ProcessOwen SanchezNo ratings yet
- Adsorption Isotherms of Terpene Mixtures in Supercritical Carbon DioxideDocument15 pagesAdsorption Isotherms of Terpene Mixtures in Supercritical Carbon DioxideJosé Manuel PeñaNo ratings yet
- Application of Enzymes and Chitosan Biopolymer To The Antifelting Finishing ProcessDocument6 pagesApplication of Enzymes and Chitosan Biopolymer To The Antifelting Finishing ProcessDesyree VeraNo ratings yet
- Chapter 3 Lipid Extraction Procedures 1972Document7 pagesChapter 3 Lipid Extraction Procedures 1972Carla Elize DerainNo ratings yet
- Sulfite PulpingDocument4 pagesSulfite PulpingMikaella Manzano0% (1)
- Organosolv Pulping SimulationsDocument6 pagesOrganosolv Pulping SimulationsTGA Project4No ratings yet
- The Mechanisms of Hydrothermal Deconstruction of Lignocellulose: New Insights From Thermal-Analytical and Complementary StudiesDocument7 pagesThe Mechanisms of Hydrothermal Deconstruction of Lignocellulose: New Insights From Thermal-Analytical and Complementary StudiesSara Sanchez AtahualpaNo ratings yet
- Process Biochemistry: SciencedirectDocument9 pagesProcess Biochemistry: SciencedirectGayatri VishwaNo ratings yet
- Glue, Gelatine, Animal Charcoal, Phosphorous, Cements, Pastes and MucilagesFrom EverandGlue, Gelatine, Animal Charcoal, Phosphorous, Cements, Pastes and MucilagesNo ratings yet
- Mejores Ia Tools 1704089141652Document14 pagesMejores Ia Tools 1704089141652Industria ProyectosNo ratings yet
- Winery Lees Case StudyDocument5 pagesWinery Lees Case StudyIndustria ProyectosNo ratings yet
- Membrane Treatment of Biogas Effluent Case StudyDocument7 pagesMembrane Treatment of Biogas Effluent Case StudyIndustria ProyectosNo ratings yet
- 2101 01781 LACTALIS RSE2021 EN 150dpi Planche1Document23 pages2101 01781 LACTALIS RSE2021 EN 150dpi Planche1Industria ProyectosNo ratings yet
- End of PipeDocument4 pagesEnd of PipeIndustria ProyectosNo ratings yet
- SpeedMate ATF SP4 EN 20190806Document8 pagesSpeedMate ATF SP4 EN 20190806Bulgantamir DulguunNo ratings yet
- 2014 Isolation and Characterization of Cellulose Nanofibrils From HelicteresDocument8 pages2014 Isolation and Characterization of Cellulose Nanofibrils From HelicteresMario DzulNo ratings yet
- LAB - Testing Acids & BasesDocument3 pagesLAB - Testing Acids & BasesRita AnyanwuNo ratings yet
- The Star Process by Uhde: Industrial SolutionsDocument24 pagesThe Star Process by Uhde: Industrial SolutionsAjaykumarNo ratings yet
- 12 Chem SolidDocument28 pages12 Chem SolidJohnson PackiyarajNo ratings yet
- Emg 1204 Introduction To Materials Science Tutorial I Attempt All These Questions Question OneDocument2 pagesEmg 1204 Introduction To Materials Science Tutorial I Attempt All These Questions Question Onesteve gateriNo ratings yet
- Refinery and Petrochemical Equipment: Distillation ColumnDocument48 pagesRefinery and Petrochemical Equipment: Distillation ColumnFikrie MuhdNo ratings yet
- Engineering Reactor Sizing Design EquationsDocument17 pagesEngineering Reactor Sizing Design Equationsنزار الدهاميNo ratings yet
- Bpa Gral SarmientoDocument13 pagesBpa Gral SarmientoEugenia SotoNo ratings yet
- 4 1 3 BuffersolutionsDocument6 pages4 1 3 Buffersolutionskabutiko24No ratings yet
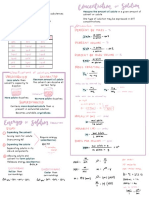
- Measuring Solubility and Concentration in SolutionsDocument2 pagesMeasuring Solubility and Concentration in SolutionsJoshua BernasorNo ratings yet
- Activity 5 BiochemDocument5 pagesActivity 5 BiochemElvie BejecNo ratings yet
- Process Safety and Environmental Protection: Shams Anwar, Faisal Khan, Yahui ZhangDocument14 pagesProcess Safety and Environmental Protection: Shams Anwar, Faisal Khan, Yahui ZhangterNo ratings yet
- Cambridge IGCSE ™: Environmental ManagementDocument12 pagesCambridge IGCSE ™: Environmental ManagementChaitra ShettyNo ratings yet
- Technical Specifications: Chemical CompositionDocument2 pagesTechnical Specifications: Chemical CompositionEmir BećirovićNo ratings yet
- ALCO Cat E 2009Document163 pagesALCO Cat E 2009SaMos AdRiianNo ratings yet
- Specification for B100 Biodiesel FuelDocument1 pageSpecification for B100 Biodiesel FuelErlangga SatyawanNo ratings yet
- Atomic Structure - The Periodic Table - Long Answer Exam Question - Mark SchemeDocument2 pagesAtomic Structure - The Periodic Table - Long Answer Exam Question - Mark SchemekfhkdlNo ratings yet
- CELLULAR ENERGYDocument2 pagesCELLULAR ENERGYJohn Daniel AntolinNo ratings yet
- Cement Industry GlossaryDocument15 pagesCement Industry GlossaryRana RandhirNo ratings yet
- Failure of MaterialsDocument29 pagesFailure of MaterialsArif Istiaque FarhanNo ratings yet
- MIL-PRF-85704C Turbin CompressorDocument31 pagesMIL-PRF-85704C Turbin CompressordesosanNo ratings yet
- Separation ProcessesDocument62 pagesSeparation ProcessesJaguar KingNo ratings yet
- Three Types of Paints and CoatingsDocument6 pagesThree Types of Paints and CoatingsberchardNo ratings yet
- Whirlpool Gas Water Heater ManualDocument36 pagesWhirlpool Gas Water Heater ManualAllanLimaNo ratings yet
- 6 44 0005 A2Document25 pages6 44 0005 A2S.selvakumarNo ratings yet
- Chemistry HYDocument8 pagesChemistry HYHarini DasNo ratings yet
- Chemistry Jan 2023 Paper 2 Non-RegionalDocument28 pagesChemistry Jan 2023 Paper 2 Non-RegionalKenzyNo ratings yet
- The Impact of Antiozonants On Rubber-to-Metal Adhesion, Part 2 - LORD CorpDocument18 pagesThe Impact of Antiozonants On Rubber-to-Metal Adhesion, Part 2 - LORD CorpMarcos ROSSINo ratings yet
- WEEK 10 Aromatic HydrocarbonDocument26 pagesWEEK 10 Aromatic HydrocarbonChris Angelo De GuzmanNo ratings yet