You might also like
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- CENT Condition Monitoring PresentationDocument28 pagesCENT Condition Monitoring PresentationmkpqNo ratings yet
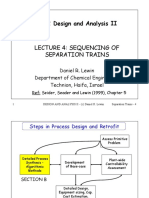
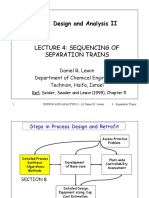
- Design and Analysis II: Lecture 4: Sequencing of Separation TrainsDocument35 pagesDesign and Analysis II: Lecture 4: Sequencing of Separation Trainssimba8661No ratings yet
- 4 Seq Sep Train 2Document57 pages4 Seq Sep Train 2Thrishnaa BalasupurManiamNo ratings yet
- Synthesis of Separation TrainsDocument22 pagesSynthesis of Separation Trains伟铭No ratings yet
- Kuliah 9 PDFDocument51 pagesKuliah 9 PDFZulfansyah zulNo ratings yet
- CHAPTER 3 - Synthesis of Separation TrainsDocument53 pagesCHAPTER 3 - Synthesis of Separation TrainsDev VekariyaNo ratings yet
- Separation SystemsDocument24 pagesSeparation SystemsLeencie SandeNo ratings yet
- Cap 9 InglesDocument54 pagesCap 9 InglesPedroTiconaNo ratings yet
- CHEN 4460 - Process Synthesis, Simulation and OptimizationDocument17 pagesCHEN 4460 - Process Synthesis, Simulation and Optimizationmppatilmayur1679No ratings yet
- Perancangan Sistem/ Jaringan Pemisah & Recycle: Perancangan Proses Kimia (ChemicalDocument40 pagesPerancangan Sistem/ Jaringan Pemisah & Recycle: Perancangan Proses Kimia (ChemicalbudiNo ratings yet
- Seperation Sequances PDFDocument38 pagesSeperation Sequances PDFaegosmithNo ratings yet
- Fractionation of Fats With SupercriticalDocument6 pagesFractionation of Fats With SupercriticalDavide Di ZioNo ratings yet
- Assignment Filtration AdsorptionDocument65 pagesAssignment Filtration AdsorptionAGA100% (1)
- Lec 1 Intro To Separation ProcessDocument22 pagesLec 1 Intro To Separation ProcessFathihah AnuarNo ratings yet
- Simultaneous Heat and Mass Transfer (SHMT)Document18 pagesSimultaneous Heat and Mass Transfer (SHMT)sadiaNo ratings yet
- Sequencing Separation TrainsDocument35 pagesSequencing Separation Trainskiran367No ratings yet
- Che 249 - Chapter 3 (Liquid-Liquid Extraction)Document34 pagesChe 249 - Chapter 3 (Liquid-Liquid Extraction)nurul syamimieNo ratings yet
- Lecture 8: Separation DesignDocument45 pagesLecture 8: Separation DesignRavi Kiran MNo ratings yet
- Separation ProcessesDocument62 pagesSeparation ProcessesJaguar KingNo ratings yet
- Technip Separations PDFDocument39 pagesTechnip Separations PDFProcess EngineerNo ratings yet
- The Curious Behavior of Homogeneous Azeotropic Distillation-Implications For Entrainer SelectionDocument20 pagesThe Curious Behavior of Homogeneous Azeotropic Distillation-Implications For Entrainer SelectionkarimifarhadNo ratings yet
- Separation Train SequencingDocument35 pagesSeparation Train SequencingKHUSHBU BHALODIYANo ratings yet
- Distillation 1Document17 pagesDistillation 1Xuân Mai HuỳnhNo ratings yet
- Sequencing of Separation TrainsDocument35 pagesSequencing of Separation TrainsMohamed AliNo ratings yet
- Separation of Ethylene GasDocument9 pagesSeparation of Ethylene Gasronuka19No ratings yet
- Extraction Liquid-LiquidDocument11 pagesExtraction Liquid-LiquidHigokalNo ratings yet
- Research Article: Design of Batch Distillation Columns Using Short-Cut Method at Constant RefluxDocument15 pagesResearch Article: Design of Batch Distillation Columns Using Short-Cut Method at Constant RefluxSanthosh RockNo ratings yet
- SEPARATIONDocument23 pagesSEPARATIONHritik LalNo ratings yet
- Technip Separations PDFDocument60 pagesTechnip Separations PDFProcess EngineerNo ratings yet
- Distillation Basics: Dharmsinh Desai UniversityDocument20 pagesDistillation Basics: Dharmsinh Desai UniversityGilles DakouriNo ratings yet
- Online Separation ProcessesDocument161 pagesOnline Separation ProcessesHajra AamirNo ratings yet
- Level 4 PlusDocument44 pagesLevel 4 PlusevelynNo ratings yet
- Modelling and Experimental Study of Separators For Co-Solvent Recovery in A Supercritical Extraction ProcessDocument11 pagesModelling and Experimental Study of Separators For Co-Solvent Recovery in A Supercritical Extraction ProcessMohsenNo ratings yet
- Module 2 - Extraction Note - DR Akinsiku PDFDocument4 pagesModule 2 - Extraction Note - DR Akinsiku PDFGlory UsoroNo ratings yet
- Abstract EffectOfDistillationColumnSequenceOnSeparationOfCompoundsDocument2 pagesAbstract EffectOfDistillationColumnSequenceOnSeparationOfCompoundslord07094No ratings yet
- Extractive Distillation Separates Benzene and CyclohexaneDocument12 pagesExtractive Distillation Separates Benzene and CyclohexaneROHAN PATILNo ratings yet
- ProjectDocument65 pagesProjectshashank_kakadeNo ratings yet
- Reactive Distillation Process Optimization by Empirical Formulae ConstructionDocument9 pagesReactive Distillation Process Optimization by Empirical Formulae ConstructionChintan Milan ShahNo ratings yet
- 5 ProductionDocument16 pages5 ProductionUthman MohammedNo ratings yet
- Entrainer Selection Rules For The Separation of Azeotropic and Close-Boiling-Temperature Mixtures by Homogeneous Batch Distillation ProcessDocument13 pagesEntrainer Selection Rules For The Separation of Azeotropic and Close-Boiling-Temperature Mixtures by Homogeneous Batch Distillation ProcessListya Eka AnggrainiNo ratings yet
- Simulation of liquid-liquid extractionDocument16 pagesSimulation of liquid-liquid extractionKaaya GodfreyNo ratings yet
- Heuristic Synthesis and Shortcut Design of Separation Processes Using Residue Curve Maps - A ReviewDocument18 pagesHeuristic Synthesis and Shortcut Design of Separation Processes Using Residue Curve Maps - A ReviewFDNo ratings yet
- Liquid-Liquid Extraction: Principle of SeparationDocument11 pagesLiquid-Liquid Extraction: Principle of SeparationinamNo ratings yet
- LLE Operating ManualDocument6 pagesLLE Operating ManualMenwer AttarakihNo ratings yet
- Research Paper 3Document6 pagesResearch Paper 3Qasim KhanNo ratings yet
- Process Flow Diagram (3) : Case StudyDocument36 pagesProcess Flow Diagram (3) : Case StudyNadiaNo ratings yet
- Multiphase Systems Separation ProcessesDocument11 pagesMultiphase Systems Separation ProcessesDicky HartantoNo ratings yet
- Optimize Batch Distillation V2Document6 pagesOptimize Batch Distillation V2Ajaykumar TiwariNo ratings yet
- Design of Distillation ColumnDocument31 pagesDesign of Distillation ColumnDEEP HIRPARANo ratings yet
- Separating Azeotropes with Distillation SystemsDocument98 pagesSeparating Azeotropes with Distillation SystemsprocesspipingdesignNo ratings yet
- Mapas ResudualesDocument12 pagesMapas ResudualesDavinicolNo ratings yet
- MSC DT275 Lab ManualDocument37 pagesMSC DT275 Lab ManualBoomdayNo ratings yet
- Refinaacion Thyssenkrupp PDFDocument6 pagesRefinaacion Thyssenkrupp PDFjimmy1894No ratings yet
- Design of Industrial Gravity Type Separators For The Hydrocarbons and Heavy Oil-Water SeparationsDocument5 pagesDesign of Industrial Gravity Type Separators For The Hydrocarbons and Heavy Oil-Water SeparationsMelis AllakNo ratings yet
- Table 1: Comparing Extraction and DistillationDocument23 pagesTable 1: Comparing Extraction and DistillationAnonymous QM0NLqZONo ratings yet
- Chapter Fourteen Complex Equilibrium Stage SeparationsDocument16 pagesChapter Fourteen Complex Equilibrium Stage SeparationsNicolas Quijano TrujilloNo ratings yet
- Lecture 2 Split Fraction Split RatioDocument30 pagesLecture 2 Split Fraction Split RatioNegese TeklearegayNo ratings yet
- Immiscible Extraction, Washing, Leaching and Supercritical ExtractionDocument28 pagesImmiscible Extraction, Washing, Leaching and Supercritical ExtractionShamsMohdNo ratings yet
- Optimization of Ethylene Process DesignDocument6 pagesOptimization of Ethylene Process Designewertonemmanuel2No ratings yet
- Ref 17Document11 pagesRef 17Gabriel BatistaNo ratings yet
- RT-procedure SampleDocument19 pagesRT-procedure Sampleneelapu mahesh reddyNo ratings yet
- Resource Center - DuPontDocument1 pageResource Center - DuPontAbdiel AlonsoNo ratings yet
- Wheatstone Bridge-Giant Magnetoresistance (GMR) Sensors Based On Co/Cu Multilayers For Bio-Detection ApplicationsDocument6 pagesWheatstone Bridge-Giant Magnetoresistance (GMR) Sensors Based On Co/Cu Multilayers For Bio-Detection ApplicationsRISKA PRAMESWARI PUTRINo ratings yet
- Thermal KineticsDocument37 pagesThermal KineticsgowthamiNo ratings yet
- EM Digital NotesDocument112 pagesEM Digital NotesSai SaiNo ratings yet
- Inorganic Chemistry Practice ProblemsDocument3 pagesInorganic Chemistry Practice ProblemsDeepak KumarNo ratings yet
- Chapter 9 Uniform Circular MotionDocument10 pagesChapter 9 Uniform Circular MotionZhu JiankunNo ratings yet
- Chapter 11 - Stability of SlopesDocument34 pagesChapter 11 - Stability of SlopesAashish regmi0% (1)
- Limit Analysis and Limit Equilibrium Analysis in Soil MechanicsDocument81 pagesLimit Analysis and Limit Equilibrium Analysis in Soil MechanicsSathyamoorthy Venkatesh100% (1)
- Fast-Closing Slanted Seat Tilting Disk Check ValveDocument4 pagesFast-Closing Slanted Seat Tilting Disk Check ValveAhmedRamadanNo ratings yet
- Optics UnitDocument136 pagesOptics UnitReshmaNo ratings yet
- Aramco CBT Questions-Answere For QAQC WeldingDocument10 pagesAramco CBT Questions-Answere For QAQC WeldingAbdul HafeezNo ratings yet
- PVC Pipes Product ManualDocument13 pagesPVC Pipes Product ManualMurali SomasundharamNo ratings yet
- Properties of GPCDocument4 pagesProperties of GPCAngel NazNo ratings yet
- How Asphalt Pavement Temperature Affects Deflection and RigidityDocument16 pagesHow Asphalt Pavement Temperature Affects Deflection and RigidityBesim QelajNo ratings yet
- Vincke Gear Pumps CatDocument48 pagesVincke Gear Pumps CatVelibor KaranovicNo ratings yet
- 8.012 Physics I: Classical Mechanics: Mit OpencoursewareDocument4 pages8.012 Physics I: Classical Mechanics: Mit OpencoursewareDamsNo ratings yet
- Acoustic Treatment Guidelines - Cinema RoomsDocument16 pagesAcoustic Treatment Guidelines - Cinema RoomsMatia CamporaNo ratings yet
- Types of CloudsDocument12 pagesTypes of CloudsKOYKOYNo ratings yet
- PHysicsDocument11 pagesPHysicsSarthak TiwariNo ratings yet
- 07 ArchwireProducts 051815 Final LR0518Document24 pages07 ArchwireProducts 051815 Final LR0518Carlos CortésNo ratings yet
- Prepared By: Wendy B. LabastillaDocument42 pagesPrepared By: Wendy B. LabastillaWendy LabastillaNo ratings yet
- Towards Structural Health Monitoring in Carbon Nanotube Reinforced CompositesDocument70 pagesTowards Structural Health Monitoring in Carbon Nanotube Reinforced CompositesNeerajaNo ratings yet
- CV6312 S1 OverviewDocument6 pagesCV6312 S1 Overviewlim kang haiNo ratings yet
- Remanit: Stainless, Acid and Heat-Resistant Special Steel Grades À La CarteDocument36 pagesRemanit: Stainless, Acid and Heat-Resistant Special Steel Grades À La Cartepipedown456No ratings yet
- Comparison Chart: CT SystemsDocument1 pageComparison Chart: CT SystemsMarekNo ratings yet
- Strength and Behaviour of Carbon Nanotube Reinforced CementDocument41 pagesStrength and Behaviour of Carbon Nanotube Reinforced CementSanjithRNairNo ratings yet
- Sandvik Ceramic CatalogueDocument8 pagesSandvik Ceramic CatalogueMichael Louis UyNo ratings yet