You might also like
- Supply Chain Management Mba Project DownloadDocument7 pagesSupply Chain Management Mba Project DownloadAhamed Ibrahim100% (2)
- Supply Chain Management Strategies in HospitalityDocument25 pagesSupply Chain Management Strategies in HospitalityArmand Padernos100% (9)
- Enterprise Resource Planning (Erp) the Great Gamble: An Executive’S Guide to Understanding an Erp ProjectFrom EverandEnterprise Resource Planning (Erp) the Great Gamble: An Executive’S Guide to Understanding an Erp ProjectRating: 4.5 out of 5 stars4.5/5 (5)
- Chapter 7 - Demand Management and Customer ServiceDocument61 pagesChapter 7 - Demand Management and Customer ServiceArmanNo ratings yet
- A Handbook On Supply Chain ManagementDocument89 pagesA Handbook On Supply Chain ManagementSimejNo ratings yet
- Forecasting, Demand Management, and Capacity PlanningDocument18 pagesForecasting, Demand Management, and Capacity PlanningsundariudhayakumarNo ratings yet
- 008Document8 pages008Jonathan SantiagoNo ratings yet
- Organising and Planning For LSCM FunctionsDocument13 pagesOrganising and Planning For LSCM FunctionsAnab ZaishaNo ratings yet
- How Supply Chain Works in A CompanyDocument10 pagesHow Supply Chain Works in A CompanyMaster The MatinNo ratings yet
- Quiz 2 SCM BDocument3 pagesQuiz 2 SCM BGurlal SinghNo ratings yet
- Study and Quantification of Bullwhip Effect in Supply Chain SystemsDocument35 pagesStudy and Quantification of Bullwhip Effect in Supply Chain SystemsKrishnaditya Singh Rathore100% (1)
- Gus Sit 2020 05 Piotr Zawada Wlodzimierz Okrasa Jack Warchalowski Flow Management SystemDocument14 pagesGus Sit 2020 05 Piotr Zawada Wlodzimierz Okrasa Jack Warchalowski Flow Management Systemmama123ojoNo ratings yet
- Postponement For Profitability 065283Document14 pagesPostponement For Profitability 065283akashkrsnaNo ratings yet
- Quiz GSCMDocument3 pagesQuiz GSCMGurlal SinghNo ratings yet
- Class Test 1 SCMDocument6 pagesClass Test 1 SCMvivekbhardwaj 2k20umba49No ratings yet
- Origin of Supply Chain ManagementDocument4 pagesOrigin of Supply Chain ManagementMurugan SaravananNo ratings yet
- 03 Filling The GapDocument6 pages03 Filling The GapBrenda Gallardo MuñizNo ratings yet
- Inventory Planning OptimizationDocument9 pagesInventory Planning Optimization1234xxxxNo ratings yet
- Keywords: 1. Supply Chain ManagementDocument6 pagesKeywords: 1. Supply Chain Managementmushtaque61No ratings yet
- Essentials of Effective SCMDocument10 pagesEssentials of Effective SCMAntony ThuruthelNo ratings yet
- Demand Planning: Processes, Methods, Tools and Career PathsDocument2 pagesDemand Planning: Processes, Methods, Tools and Career PathsSudarshan MandalNo ratings yet
- Demand Management and Customer ServiceDocument59 pagesDemand Management and Customer ServiceNithin KoshyNo ratings yet
- Unit 5Document7 pagesUnit 5Sheela AngelNo ratings yet
- Supply Chain Planning - Roland BergerDocument24 pagesSupply Chain Planning - Roland BergerLink UploadNo ratings yet
- Roland Berger Supply Chain PlanningDocument24 pagesRoland Berger Supply Chain PlanningMuhammad SaalimNo ratings yet
- Inventory Management ProjectDocument8 pagesInventory Management ProjectChetan ChanneNo ratings yet
- Ascm Assignment 1Document16 pagesAscm Assignment 1Kevin CaoNo ratings yet
- SCM, Third Party Logistics, 3PL, Supply Chain ManagementDocument151 pagesSCM, Third Party Logistics, 3PL, Supply Chain ManagementskibcobsaivigneshNo ratings yet
- Chase SAS - Market-Driven Demand ManagementDocument5 pagesChase SAS - Market-Driven Demand ManagementStevoIlicNo ratings yet
- Supply Chain ManagementDocument14 pagesSupply Chain ManagementJoju JohnyNo ratings yet
- S&OP Part II Enabling Technology Larry Lapide PDFDocument3 pagesS&OP Part II Enabling Technology Larry Lapide PDFOmar Enrique Gonzalez RozoNo ratings yet
- Building & Leveraging The Metrics Framework For Driving Enterprise Performance Management (EPM) - A Supply Chain Management ViewDocument13 pagesBuilding & Leveraging The Metrics Framework For Driving Enterprise Performance Management (EPM) - A Supply Chain Management ViewSameerNagnurNo ratings yet
- SCM Guide to Managing Supply ChainsDocument13 pagesSCM Guide to Managing Supply ChainsThakur RudreshwarNo ratings yet
- Leading A Supply Chain Turnaround SummaryDocument2 pagesLeading A Supply Chain Turnaround SummaryNeeraj GargNo ratings yet
- UntitledDocument20 pagesUntitledmohita malhotra100% (1)
- Thesis Topics in Logistics and Supply Chain ManagementDocument5 pagesThesis Topics in Logistics and Supply Chain Managementbsnj6chr100% (1)
- How supply chain management improves customer satisfaction and business performanceDocument13 pagesHow supply chain management improves customer satisfaction and business performanceJane Caranguian AgarroNo ratings yet
- The Top 7 Strategic ERP GoalsDocument3 pagesThe Top 7 Strategic ERP GoalsEmekaNo ratings yet
- Supply Chain Management EssentialsDocument41 pagesSupply Chain Management Essentialsvnewaskar_1No ratings yet
- Apa FormatDocument7 pagesApa FormatAimira AimagambetovaNo ratings yet
- Forecasting Midterm Lectures 2019Document60 pagesForecasting Midterm Lectures 2019Rommel JunioNo ratings yet
- Putting Together The Pieces: The 2013 Guide To S&OP Technology SelectionDocument39 pagesPutting Together The Pieces: The 2013 Guide To S&OP Technology SelectionhedajareNo ratings yet
- Overview Collaborative Planning, Forecasting, & Replenishment (CPFR) PDFDocument24 pagesOverview Collaborative Planning, Forecasting, & Replenishment (CPFR) PDFRayaseelanNo ratings yet
- Scm-Distribution and Planning StrategyDocument19 pagesScm-Distribution and Planning StrategyNithya RahulNo ratings yet
- Supply Chain Management Research Paper OutlineDocument4 pagesSupply Chain Management Research Paper Outlinegz7vxzyz100% (1)
- Supply Chain Management EssentialsDocument71 pagesSupply Chain Management EssentialsJanavi KhochareNo ratings yet
- 3108 - MIS Assignment 3Document14 pages3108 - MIS Assignment 3Nirvana ShresthaNo ratings yet
- Demand ManagementDocument53 pagesDemand ManagementChetan ChoudharyNo ratings yet
- CPFR ConceptDocument5 pagesCPFR ConceptGanesh PajweNo ratings yet
- Supply Chain and Logistics ManagementDocument8 pagesSupply Chain and Logistics ManagementBhavini ModiNo ratings yet
- Demand ForecastingDocument61 pagesDemand Forecastinggraceyness100% (2)
- Supply Chain Management Term Paper TopicsDocument5 pagesSupply Chain Management Term Paper Topicsafmzynegjunqfk100% (1)
- INTT 356 Spring 2021 Ch16 HandoutsDocument26 pagesINTT 356 Spring 2021 Ch16 HandoutsBerk BilgiçNo ratings yet
- Supply Chain Management IntroductionDocument27 pagesSupply Chain Management IntroductionRehab ChowdhuryNo ratings yet
- Strategic Importance of Supply Chain ManagementDocument6 pagesStrategic Importance of Supply Chain ManagementCharlie MaineNo ratings yet
- Analytics in Collaborative Planning, Forecasting and Replenishment - Gagan NemaDocument5 pagesAnalytics in Collaborative Planning, Forecasting and Replenishment - Gagan Nemaddamodar1No ratings yet
- An Introduction to Global Supply Chain Management: What Every Manager Needs to UnderstandFrom EverandAn Introduction to Global Supply Chain Management: What Every Manager Needs to UnderstandNo ratings yet
- Supply Chain and Procurement Quick Reference: How to navigate and be successful in structured organizationsFrom EverandSupply Chain and Procurement Quick Reference: How to navigate and be successful in structured organizationsNo ratings yet
- Supply Chain Business Startup Guide: Step-by-Step Tips for SuccessFrom EverandSupply Chain Business Startup Guide: Step-by-Step Tips for SuccessNo ratings yet
- Product Costing NotesDocument8 pagesProduct Costing NotesThirunavukkarasu SelvarajNo ratings yet
- Production, Operations & Materials Management: Syllabus in BriefDocument52 pagesProduction, Operations & Materials Management: Syllabus in Briefमनीष कुमारNo ratings yet
- ERP Software RFP Outline PDFDocument12 pagesERP Software RFP Outline PDFlavanda 2No ratings yet
- Strategic in An Aerospace Supply Chain: Inventory ManagementDocument80 pagesStrategic in An Aerospace Supply Chain: Inventory ManagementVikasNo ratings yet
- Managing the Marketing FunctionDocument20 pagesManaging the Marketing Functionize_angel14No ratings yet
- Volvo Internship ReportDocument38 pagesVolvo Internship ReportNachiketh SNo ratings yet
- Failed ERP Implementations: Case Studies of Major CompaniesDocument15 pagesFailed ERP Implementations: Case Studies of Major Companiesdaryshini rajahNo ratings yet
- Inventory Management and ControlDocument24 pagesInventory Management and ControlSathvik ReddyNo ratings yet
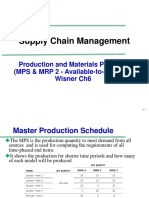
- 10 Slides Wch6 - MRP 2 - A-T-PDocument14 pages10 Slides Wch6 - MRP 2 - A-T-PSofíaNo ratings yet
- Define Explosion Types: Phantom Assembly OffDocument2 pagesDefine Explosion Types: Phantom Assembly OffRahul JainNo ratings yet
- An Overview of The SAP R/3 Production Planning (PP) ModuleDocument130 pagesAn Overview of The SAP R/3 Production Planning (PP) ModuleGeeta Koyalamoody100% (1)
- Concept of MRP and BOM in SAPDocument3 pagesConcept of MRP and BOM in SAPTim NelsonNo ratings yet
- SAP ERP Upgrade and S/4HANA Conversion RequirementsDocument3 pagesSAP ERP Upgrade and S/4HANA Conversion RequirementsTapas BhattacharyaNo ratings yet
- L&T ESP Branch Offices and Product GuideDocument26 pagesL&T ESP Branch Offices and Product GuidescribddaduNo ratings yet
- Make-to-Stock Production - Discrete Manufacturing (BJ5 - US) : Test Script SAP S/4HANA - 08-10-18Document45 pagesMake-to-Stock Production - Discrete Manufacturing (BJ5 - US) : Test Script SAP S/4HANA - 08-10-18Bala MuruganNo ratings yet
- Aggregate PlanningDocument134 pagesAggregate PlanningPriya Singh100% (1)
- Panasonic AVC Network Co. India Ltd. Oracle EBS - GST ImplementationDocument33 pagesPanasonic AVC Network Co. India Ltd. Oracle EBS - GST Implementationss5252No ratings yet
- Erp PP 1Document100 pagesErp PP 1chatragustav100% (4)
- Aggregate Planning Strategies and Cost AnalysisDocument17 pagesAggregate Planning Strategies and Cost AnalysisTina HumphreyNo ratings yet
- Unit 1Document75 pagesUnit 1mitalbhayaniNo ratings yet
- Hindusthan College of Engineering and Technology: (An Autonomous Institution, Affiliated To Anna University, Chennai)Document16 pagesHindusthan College of Engineering and Technology: (An Autonomous Institution, Affiliated To Anna University, Chennai)kumareshNo ratings yet
- OmDocument8 pagesOmRishabh ShekharNo ratings yet
- Excercise 5,6Document4 pagesExcercise 5,6sume shquidecNo ratings yet
- MPS Master Production ScheduleDocument17 pagesMPS Master Production ScheduleRuthyJNochesNo ratings yet
- MRP Vs DDMRPDocument9 pagesMRP Vs DDMRPWilyMorenoRojas100% (1)
- OSCMDocument32 pagesOSCMPranali NagtilakNo ratings yet
- 07 - The Expenditure Cycle Purchasing To Cash DisbursementsDocument15 pages07 - The Expenditure Cycle Purchasing To Cash DisbursementsQuỳnh NhưNo ratings yet
- Lean Six Sigma Abbreviations GuideDocument6 pagesLean Six Sigma Abbreviations GuideEric DesportesNo ratings yet
- Interview Questions For S4HANA.Document92 pagesInterview Questions For S4HANA.Uma MaheshNo ratings yet
- CPIM 2022 Part 1 Module 3Document174 pagesCPIM 2022 Part 1 Module 3Danilo FreitasNo ratings yet