You might also like
- Spandau: The Secret Diaries by Albert SpeerDocument551 pagesSpandau: The Secret Diaries by Albert Speerguffen123100% (14)
- ( - Ekgo: TandcfrciDocument23 pages( - Ekgo: TandcfrciRajesh Arora100% (4)
- Cabletec Metal Braids Bonding Leads CatalogDocument28 pagesCabletec Metal Braids Bonding Leads CatalogРоман ДяченкоNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- KT-6200 Recommended Spare Parts List V1.2-20190718Document1 pageKT-6200 Recommended Spare Parts List V1.2-20190718Christian PintoNo ratings yet
- Fine Print As An Aid To EyesightDocument2 pagesFine Print As An Aid To EyesightPraveen KumarNo ratings yet
- Merit S-G: Lincoln Electric China Gmaw Solid WireDocument2 pagesMerit S-G: Lincoln Electric China Gmaw Solid Wiredev-nullNo ratings yet
- Amphenol - Epower ConnectorsDocument8 pagesAmphenol - Epower ConnectorsMaike SongNo ratings yet
- Single Source Advantage: 888-OTC-ROBODocument4 pagesSingle Source Advantage: 888-OTC-ROBOShajil VazhakkalilNo ratings yet
- Cis 32Document2 pagesCis 32Viktor LeznevNo ratings yet
- RM6 Compatible Cable ConnectionsDocument6 pagesRM6 Compatible Cable ConnectionsOswaldoFigueroaNo ratings yet
- 060 TS SSAB Plate Consumables For The Welding of Weldox and Hardox Steels UKDocument7 pages060 TS SSAB Plate Consumables For The Welding of Weldox and Hardox Steels UKMarcelus MairinkNo ratings yet
- Bahra BusbarDocument4 pagesBahra BusbarSalmanNo ratings yet
- Mez Standard System 40Document1 pageMez Standard System 40Antonio Carlos AtaideNo ratings yet
- Especificaciones Breaker GYM8Document1 pageEspecificaciones Breaker GYM8Galindez JoséNo ratings yet
- CatalougeDocument15 pagesCatalougeBarbara OrtigozaNo ratings yet
- Behavior of Ferrocement Subjected To Missile ImpactDocument6 pagesBehavior of Ferrocement Subjected To Missile Impactfoush bashaNo ratings yet
- ABB - Filament Wound ComponentDocument4 pagesABB - Filament Wound ComponentAbu Haydar Amin MustanginNo ratings yet
- SV Series - Special Medium Voltage Leaded Varistors: DescriptionDocument4 pagesSV Series - Special Medium Voltage Leaded Varistors: DescriptionIgor PNo ratings yet
- DSGDocument2 pagesDSGAnonymous YW5mvpNo ratings yet
- Carretes Gleason Reel 36Document24 pagesCarretes Gleason Reel 36Isaac LopbenNo ratings yet
- Primacore MW 71Document2 pagesPrimacore MW 71rjan7peNo ratings yet
- Iec61439 PDFDocument1 pageIec61439 PDFDanNguKuDenNo ratings yet
- Stud WeldingDocument69 pagesStud WeldingJuan OrmacheaNo ratings yet
- Tyco Elb 35 600Document2 pagesTyco Elb 35 600nelson_grandeNo ratings yet
- Supreme - LV PVC CableDocument37 pagesSupreme - LV PVC Cableerwinbandung0% (1)
- ERA Katalog For WebDocument12 pagesERA Katalog For WebSimone BorsettoNo ratings yet
- Vizag PDFDocument33 pagesVizag PDFHiteshkumarKhatriNo ratings yet
- Tai Sin Malaysia Aluminium Cables Catalogue Web ViewDocument40 pagesTai Sin Malaysia Aluminium Cables Catalogue Web Viewsie kingNo ratings yet
- Flux Cored Wires (Elga)Document15 pagesFlux Cored Wires (Elga)DarkoPerićNo ratings yet
- Welding Newly Devel0Ped, High Strength, Seismic Grade Reinforcing BarsDocument8 pagesWelding Newly Devel0Ped, High Strength, Seismic Grade Reinforcing Barsdnageshm4n244No ratings yet
- Primacorelw-71 en PDFDocument2 pagesPrimacorelw-71 en PDFsattar12345No ratings yet
- Klauke Tools Cable Crimping Die Sets CatalogueDocument302 pagesKlauke Tools Cable Crimping Die Sets Cataloguesahala123No ratings yet
- Unibar 7Document18 pagesUnibar 7marutb99No ratings yet
- LIOU Residual Current CTDocument20 pagesLIOU Residual Current CTALLAN YUENo ratings yet
- Job Knowledge 15Document4 pagesJob Knowledge 15Mehmet SoysalNo ratings yet
- KBJ3501 e DasemiconductorDocument2 pagesKBJ3501 e Dasemiconductoryuni supriatinNo ratings yet
- Wire Rope Usha MartinDocument36 pagesWire Rope Usha MartinashiyNo ratings yet
- LS Copper Wire Rod: Leading SolutionDocument12 pagesLS Copper Wire Rod: Leading SolutionhuynhvanquynhNo ratings yet
- 44a0111-20-0 44a0111-20-9 44a0111-22-0 44a0111-22-9 44a0111-24-9 44a1121-22-0/9-9 44a0111-18-0 44a0111-26-2Document6 pages44a0111-20-0 44a0111-20-9 44a0111-22-0 44a0111-22-9 44a0111-24-9 44a1121-22-0/9-9 44a0111-18-0 44a0111-26-2عبدالغني القباطيNo ratings yet
- Copper Alloy ProductDocument7 pagesCopper Alloy ProductFernando Fernandes Da SilvaNo ratings yet
- Serie 602Document4 pagesSerie 602Jmanuel AvalosNo ratings yet
- Auto 210 CableDocument1 pageAuto 210 CableVijay KarthikeyanNo ratings yet
- Raychem RPG UL Listed Lug Range PDFDocument20 pagesRaychem RPG UL Listed Lug Range PDFDarwinPowChonLong100% (1)
- Dielectric Losses and Stresses in Relation To Cable FailuresDocument11 pagesDielectric Losses and Stresses in Relation To Cable FailuresNicolás Felipe Peña GómezNo ratings yet
- KOBE HighPerformanceSteel (ForBridgeConstrunction) en PDFDocument38 pagesKOBE HighPerformanceSteel (ForBridgeConstrunction) en PDFigormetaldataNo ratings yet
- EDIP - Catalogue (1) BS EN 545 2010 MS1919Document6 pagesEDIP - Catalogue (1) BS EN 545 2010 MS1919Mohamad SyafiqNo ratings yet
- Auto 100 CableDocument1 pageAuto 100 CableVijay KarthikeyanNo ratings yet
- Nexans Australmold 2016 E6 ANZ Catalogue WebDocument184 pagesNexans Australmold 2016 E6 ANZ Catalogue Webromany allamNo ratings yet
- Catalogue Ropes enDocument136 pagesCatalogue Ropes enSAKIBNo ratings yet
- (AWS A5.20 E71T-1) : Technical ReportDocument2 pages(AWS A5.20 E71T-1) : Technical ReportRyu RyuNo ratings yet
- Catalogue ENL LB7v3 - VNDocument2 pagesCatalogue ENL LB7v3 - VNThảo TrầnNo ratings yet
- FLALRY CablesDocument1 pageFLALRY CablesKristaNo ratings yet
- FLALRY CablesDocument1 pageFLALRY CablesVijay KarthikeyanNo ratings yet
- Chinese Cable Details DataDocument131 pagesChinese Cable Details DataJoyanta DebNo ratings yet
- Lincolnweld 761Document2 pagesLincolnweld 761Huascar Rafael Robles CaceresNo ratings yet
- Experimental Study On Ultimate Strength of Flexural-Failure-Type RC Beams Under Impact LoadingDocument7 pagesExperimental Study On Ultimate Strength of Flexural-Failure-Type RC Beams Under Impact LoadingBRWANo ratings yet
- Jera LV Abc Cable AccessoriesDocument60 pagesJera LV Abc Cable Accessorieswael El-BegearmiNo ratings yet
- Bis CodesDocument65 pagesBis CodesPreksha NahataNo ratings yet
- Jed-050m 008 eDocument5 pagesJed-050m 008 egsuoagNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsRating: 5 out of 5 stars5/5 (1)
- Rolled Mat List Price (SG)Document2 pagesRolled Mat List Price (SG)biik0076153No ratings yet
- Unispan BrochureDocument12 pagesUnispan Brochurebiik0076153No ratings yet
- Credit ApplicationDocument8 pagesCredit Applicationbiik0076153No ratings yet
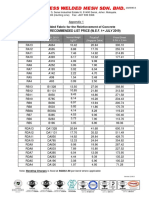
- Steel Welded Fabric List Price (MY)Document2 pagesSteel Welded Fabric List Price (MY)biik0076153No ratings yet
- 3 Use of Galvanised Reinforcement in Concrete StructuresDocument42 pages3 Use of Galvanised Reinforcement in Concrete Structuresbiik0076153No ratings yet
- Standard: MalaysianDocument12 pagesStandard: Malaysianbiik0076153No ratings yet
- Steel Fabric Price List 2 - InterDocument1 pageSteel Fabric Price List 2 - Interbiik0076153No ratings yet
- UniplanxDocument12 pagesUniplanxbiik0076153No ratings yet
- PolesDocument16 pagesPolesbiik0076153No ratings yet
- RuralDocument12 pagesRuralbiik0076153No ratings yet
- PrecastDocument16 pagesPrecastbiik0076153No ratings yet
- Neoleader BrochureDocument12 pagesNeoleader Brochurebiik0076153No ratings yet
- Hardware Menu Products and Services Directory: VSL Bar SystemsDocument7 pagesHardware Menu Products and Services Directory: VSL Bar Systemsbiik0076153No ratings yet
- Container SpecsDocument2 pagesContainer Specsbiik0076153No ratings yet
- Rolled Mat List Price (SG)Document2 pagesRolled Mat List Price (SG)biik0076153No ratings yet
- Steel Welded Fabric List Price (SG) - 1.38.ADocument2 pagesSteel Welded Fabric List Price (SG) - 1.38.Abiik0076153No ratings yet
- Steel Welded Fabric List Price (SG) - V2.00Document2 pagesSteel Welded Fabric List Price (SG) - V2.00biik0076153No ratings yet
- AustMesh PDFDocument2 pagesAustMesh PDFbiik0076153No ratings yet
- Environmental Management Systems FormsDocument4 pagesEnvironmental Management Systems Formsbiik0076153No ratings yet
- ProductGuideFullSet2014 7TH PDFDocument128 pagesProductGuideFullSet2014 7TH PDFbiik0076153No ratings yet
- IncotermsDocument1 pageIncotermsbiik0076153No ratings yet
- Bar ChairsDocument2 pagesBar Chairsbiik0076153No ratings yet
- Kamen Steel Industries Sdn. BHD.: CertificateDocument6 pagesKamen Steel Industries Sdn. BHD.: Certificatebiik0076153No ratings yet
- 19thOilProcess eDocument2 pages19thOilProcess eMiller Rodriguez RodriguezNo ratings yet
- Children's Book Text - What The Ladybird HeardDocument2 pagesChildren's Book Text - What The Ladybird HeardROMELYN A. ESTOMATANo ratings yet
- SF. Regatta - With AnswersDocument102 pagesSF. Regatta - With AnswersMarcosMarcosLimaPeruNo ratings yet
- 230-Fat Cell Killer 4septDocument80 pages230-Fat Cell Killer 4septHoua Yang50% (2)
- Biochemistry (Digestion) (269-272)Document4 pagesBiochemistry (Digestion) (269-272)Handika SaputraNo ratings yet
- Corsaro, W. A. - Social Theories of ChildDocument24 pagesCorsaro, W. A. - Social Theories of ChildDrewNo ratings yet
- Early Life Trauma An Exploratory Study of Effects On OXTR and NR3C1 Gene Expression and Nurturing Self-Efficacy in Mothers of Infants-Light-2019Document9 pagesEarly Life Trauma An Exploratory Study of Effects On OXTR and NR3C1 Gene Expression and Nurturing Self-Efficacy in Mothers of Infants-Light-2019Rodrigo Romo MuñozNo ratings yet
- La Hari 65 EnglishDocument10 pagesLa Hari 65 Englishalex georgeNo ratings yet
- Avp06sc ASC100CU1 2802353-XXXXXXX 120401 ENDocument140 pagesAvp06sc ASC100CU1 2802353-XXXXXXX 120401 ENEffendiCibuburNo ratings yet
- B787 2020Document17 pagesB787 2020Hoàng Việt Trung100% (3)
- History-: The EquipmentDocument5 pagesHistory-: The EquipmentLeoniel AbacaNo ratings yet
- Project Toko SakitDocument9 pagesProject Toko SakitTaufikNo ratings yet
- Pressure Influences Upon Shear ThickeningDocument11 pagesPressure Influences Upon Shear ThickeningEdgar SharapovaNo ratings yet
- Jurnal THTDocument4 pagesJurnal THTAmalia LestariNo ratings yet
- SCHAAF 20,00-Pumps-Aggregates Overview GBDocument2 pagesSCHAAF 20,00-Pumps-Aggregates Overview GBSedin MurtićNo ratings yet
- Mechanism of Rotary DryerDocument2 pagesMechanism of Rotary Dryermanzahuhu0% (1)
- Design of Industrial Gravity Type Separators For The Hydrocarbons and Heavy Oil-Water SeparationsDocument5 pagesDesign of Industrial Gravity Type Separators For The Hydrocarbons and Heavy Oil-Water SeparationsCandraNo ratings yet
- QP 8Document5 pagesQP 8ಸುಕ್ರೀ ಗೌಡNo ratings yet
- Case Study - Sri Ram Centre of Performing ArtsDocument7 pagesCase Study - Sri Ram Centre of Performing Artsshivu nagaNo ratings yet
- D3682-Standard Test Method For Major and Minor Elements in Combustion Residues From Coal Utilization ProcessesDocument7 pagesD3682-Standard Test Method For Major and Minor Elements in Combustion Residues From Coal Utilization ProcessesAyaNo ratings yet
- EutrophicationDocument49 pagesEutrophicationBhe Bhe RanNo ratings yet
- Chapter 1 PFE 201Document41 pagesChapter 1 PFE 201Preeti BirwalNo ratings yet
- Multinational Corporations As A Driving Force in Global Economic ProcessesDocument12 pagesMultinational Corporations As A Driving Force in Global Economic ProcessesrameshncmNo ratings yet
- Facial VeinsDocument3 pagesFacial Veinsjademl27No ratings yet
- Avi Seminar 1Document39 pagesAvi Seminar 1avinash peddintiNo ratings yet
- Series 701 Pin Diode Fundamentals: MicronoteDocument5 pagesSeries 701 Pin Diode Fundamentals: MicronoteSumit S. Vikhe PatilNo ratings yet
- Joining KovarDocument11 pagesJoining Kovarharan2000No ratings yet