You might also like
- Geological Strain Analysis: A Manual for the Rf/Ø MethodFrom EverandGeological Strain Analysis: A Manual for the Rf/Ø MethodRating: 4 out of 5 stars4/5 (1)
- Astm d4719Document9 pagesAstm d4719Diego Roky MachacaNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Lighting Fittings Performance and Design: International Series of Monographs in Electrical EngineeringFrom EverandLighting Fittings Performance and Design: International Series of Monographs in Electrical EngineeringNo ratings yet
- Elasticity: Theory and Applications: Pergamon Unified Engineering SeriesFrom EverandElasticity: Theory and Applications: Pergamon Unified Engineering SeriesRating: 3 out of 5 stars3/5 (1)
- Robot Manipulators: Modeling, Performance Analysis and ControlFrom EverandRobot Manipulators: Modeling, Performance Analysis and ControlNo ratings yet
- Paul Kobishop 3.1.3 Quick Changeover/SmedDocument41 pagesPaul Kobishop 3.1.3 Quick Changeover/SmedarvinupNo ratings yet
- Solid Carbide Gundrill Type 113 HP MDocument2 pagesSolid Carbide Gundrill Type 113 HP MarvinupNo ratings yet
- The Wear of Single Flute Gun Drill and Tool Life Tests: I. Sihvo, J. VarisDocument6 pagesThe Wear of Single Flute Gun Drill and Tool Life Tests: I. Sihvo, J. VarisarvinupNo ratings yet
- TC Okq 924 PDFDocument213 pagesTC Okq 924 PDFarvinupNo ratings yet
- Setup For Centerless Grinders 320Document25 pagesSetup For Centerless Grinders 320arvinupNo ratings yet
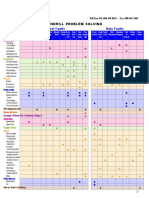
- Gundrill Problem Solving: Tool Faults Hole FaultsDocument1 pageGundrill Problem Solving: Tool Faults Hole FaultsarvinupNo ratings yet
- High-Precision Finishing Hard Steel Surfaces Using Cutting, Abrasive and Burnishing OperationsDocument9 pagesHigh-Precision Finishing Hard Steel Surfaces Using Cutting, Abrasive and Burnishing OperationsarvinupNo ratings yet
- Jigs FixturesDocument3 pagesJigs FixturesUzair KhanNo ratings yet
- SRF SufDocument12 pagesSRF SufarvinupNo ratings yet
- Combined Drill and Taps: Machine Screw and Fractional Sizes (#4 To 3/4" Dia.)Document1 pageCombined Drill and Taps: Machine Screw and Fractional Sizes (#4 To 3/4" Dia.)arvinupNo ratings yet
- NII-Electronic Library ServiceDocument6 pagesNII-Electronic Library ServicearvinupNo ratings yet
- Patterns and Numbers in NatureDocument29 pagesPatterns and Numbers in NatureandiNo ratings yet
- La Città Perduta Del Dio ScimmiaDocument3 pagesLa Città Perduta Del Dio ScimmiaStoriadossierNo ratings yet
- Manual de Matematica Basica IIDocument23 pagesManual de Matematica Basica IIJose Miguel GomezNo ratings yet
- Astrologia Jako Jezyk SymboliDocument43 pagesAstrologia Jako Jezyk Symboliperseusz21No ratings yet
- Instituto Tecnológico de Oaxaca TermodinamicaDocument7 pagesInstituto Tecnológico de Oaxaca TermodinamicaChristian EspinozaNo ratings yet
- Métodos de Estudio de Los Yacimientos MineralesDocument5 pagesMétodos de Estudio de Los Yacimientos MineralesjuanNo ratings yet
- BENTORUBDocument3 pagesBENTORUBcteranscribdNo ratings yet
- NCh2613 2002Document13 pagesNCh2613 2002Diego RocabadoNo ratings yet
- NX NonlinearDocument47 pagesNX NonlinearShaheen S. RatnaniNo ratings yet
- Señora HeidyDocument4 pagesSeñora HeidyNoreVillalobosPalacioNo ratings yet
- Hysys - AJUSTESDocument19 pagesHysys - AJUSTESmieiroluiz12No ratings yet
- ED I - Tabelas, Gráficos e DiagramasDocument4 pagesED I - Tabelas, Gráficos e Diagramasstefany correaNo ratings yet
- TecsupDocument2 pagesTecsupYerson Yossimar Puma CcanaNo ratings yet
- Preformulación Parte 1-1Document17 pagesPreformulación Parte 1-1carolinepacheco14No ratings yet
- Calentador de Agua de Paso Tipo InstantaneoDocument18 pagesCalentador de Agua de Paso Tipo Instantaneoosocad50% (2)
- Msds - Aeroshell Oil 120Document14 pagesMsds - Aeroshell Oil 120Roger ObregonNo ratings yet
- Esquema de Presentación de TesisDocument20 pagesEsquema de Presentación de TesisDavid Jonathan Aguilar PerezNo ratings yet
- Cibernetica I Unidad 1 y 2Document26 pagesCibernetica I Unidad 1 y 2kakaroto90No ratings yet
- Cualidades Primitivas y Los Cuatro ElementosDocument13 pagesCualidades Primitivas y Los Cuatro ElementosMonica Barletta100% (1)
- Tutorial Lengkap Phy 143 (Edit)Document22 pagesTutorial Lengkap Phy 143 (Edit)Aten AzharNo ratings yet
- IV Bimestre - 2013 PDFDocument90 pagesIV Bimestre - 2013 PDFMauricio Maguiña MelgarNo ratings yet
- Fisica PDFDocument4 pagesFisica PDFJoseBobadillaJaraNo ratings yet
- Practica 7Document14 pagesPractica 7Frida Gtz'No ratings yet
- Electronic Pocket Dosimeters Web PDFDocument4 pagesElectronic Pocket Dosimeters Web PDFStark Ko AsyariNo ratings yet
- Planificación para El Cultivo de Maíz Hibrido PDFDocument9 pagesPlanificación para El Cultivo de Maíz Hibrido PDFJose SanchezNo ratings yet
- Egregor 01 Parte-Daniel MedvedovDocument6 pagesEgregor 01 Parte-Daniel MedvedovjcarloslluchNo ratings yet
- BrunituraDocument4 pagesBrunituraromoluswNo ratings yet
- 10-Etude Des FondationsDocument21 pages10-Etude Des FondationsAbdelilah ElmahsaniNo ratings yet
- Comissionamento de Instalações IndustriaisDocument3 pagesComissionamento de Instalações IndustriaisAlcir GrohmannNo ratings yet