You might also like
- Machining Hardox 1644242398Document32 pagesMachining Hardox 16442423980005No ratings yet
- 2067 en Hardness Conversion of Thin Hardox Wear Sheet 2023Document1 page2067 en Hardness Conversion of Thin Hardox Wear Sheet 2023Kevin GuoNo ratings yet
- SSAB Hardox Brochure ENG 25aug2017Document20 pagesSSAB Hardox Brochure ENG 25aug2017Ninh NguyenNo ratings yet
- 040 Hardox Wearparts Keep You Up and Running UKDocument6 pages040 Hardox Wearparts Keep You Up and Running UKLLNo ratings yet
- Introducing The New Generation Hardox Wear PlateDocument2 pagesIntroducing The New Generation Hardox Wear PlateAndré Luiz NogueiraNo ratings yet
- Hardox On Site CementDocument2 pagesHardox On Site CementFelipe OliveiraNo ratings yet
- A Part of Your SuccessDocument20 pagesA Part of Your SuccessHugo RodriguezNo ratings yet
- 176 EN Hardox 400 Roundbars V1 2020 SSABDocument4 pages176 EN Hardox 400 Roundbars V1 2020 SSABmaiquelernNo ratings yet
- 031enhardox On Site Quarry Open Pit MineDocument2 pages031enhardox On Site Quarry Open Pit MineKıvılcım ErcevikNo ratings yet
- CARQUEST - Brakes ShoesDocument29 pagesCARQUEST - Brakes ShoesIngris MartinezNo ratings yet
- 039 TS Hardox 550 UKDocument5 pages039 TS Hardox 550 UKNguyen Duc DungNo ratings yet
- Catalog 2020 PDFDocument132 pagesCatalog 2020 PDFrahul ckNo ratings yet
- Product Catalogue: Manufacturing in Australia Since 1923 2014 EDITIONDocument170 pagesProduct Catalogue: Manufacturing in Australia Since 1923 2014 EDITIONandie.notoNo ratings yet
- LIT-SUZ-B-EN Channels and Accessories High PDFDocument56 pagesLIT-SUZ-B-EN Channels and Accessories High PDFGabiAdetuNo ratings yet
- Catalogo de Sellos MFPDocument292 pagesCatalogo de Sellos MFPJorge MendozaNo ratings yet
- BrochureDocument20 pagesBrochureMoatz HamedNo ratings yet
- Product Spec PWB PDFDocument170 pagesProduct Spec PWB PDFsimonNo ratings yet
- weldingcontentdownload359358090fileMuR Buch de 2017 v1 WEB PDFDocument2 pagesweldingcontentdownload359358090fileMuR Buch de 2017 v1 WEB PDFandreasNo ratings yet
- Voestalpine Folder Durostat EN 20180612Document12 pagesVoestalpine Folder Durostat EN 20180612Kalpesh JainNo ratings yet
- HALCO 2020catalogue Hammer+BitDocument33 pagesHALCO 2020catalogue Hammer+BitHodumi JosefNo ratings yet
- 932 Entechsupport 65 V22022Document4 pages932 Entechsupport 65 V22022VALNo ratings yet
- B P ® G EP: Lack Earl ReaseDocument3 pagesB P ® G EP: Lack Earl ReaseWeslei BritoNo ratings yet
- FDPC PDFDocument96 pagesFDPC PDFNurNo ratings yet
- 2017 Struers US Consumables GuideDocument66 pages2017 Struers US Consumables GuidecvdanutNo ratings yet
- BW Technical Data Guide DualVee MadeWell MinVee UtiliTrak LoProDocument40 pagesBW Technical Data Guide DualVee MadeWell MinVee UtiliTrak LoProhadi hunterNo ratings yet
- Hardox On SiteroadbuildingDocument2 pagesHardox On SiteroadbuildingBalajiKothandanNo ratings yet
- 2006.02 GearSolutionsFEB06Document56 pages2006.02 GearSolutionsFEB06grazianogirottoNo ratings yet
- NordCAD 3.1Q User ManualDocument24 pagesNordCAD 3.1Q User ManualsundarNo ratings yet
- Crosby Manual 1Document10 pagesCrosby Manual 1Salih KaderNo ratings yet
- Rotary Drill Bits Brochure 2021 (Eng)Document28 pagesRotary Drill Bits Brochure 2021 (Eng)romario sebastianNo ratings yet
- Link-Belt Rex Bearings CatalogDocument563 pagesLink-Belt Rex Bearings CatalogCARLOSNo ratings yet
- Black Pearl 2016Document4 pagesBlack Pearl 2016LoryNo ratings yet
- Outokumpu Machining Guidelines For Forta LDX2404Document2 pagesOutokumpu Machining Guidelines For Forta LDX2404chavico113No ratings yet
- 26-Hardox 600 The - Ultimate Wear Plate PDFDocument4 pages26-Hardox 600 The - Ultimate Wear Plate PDFlazaroccsNo ratings yet
- Hardox 550: General Product DescriptionDocument2 pagesHardox 550: General Product DescriptionNguyên NguyễnNo ratings yet
- Marfak 00, 0, 1Document2 pagesMarfak 00, 0, 1Hector IbarraNo ratings yet
- Hardcarb - Consumables PDFDocument41 pagesHardcarb - Consumables PDFJimit ShahNo ratings yet
- Superdrive: Think Positive! Think Superdrive !Document35 pagesSuperdrive: Think Positive! Think Superdrive !RianNo ratings yet
- 340 Dobain HSH - EN - 2019 V1Document8 pages340 Dobain HSH - EN - 2019 V1Gabriel CaraveteanuNo ratings yet
- 1-En PDFDocument48 pages1-En PDFJohnDimNo ratings yet
- Black P Earl Ep PDSDocument3 pagesBlack P Earl Ep PDSLoryNo ratings yet
- Essential Technical Data On Steel ReinforcementDocument65 pagesEssential Technical Data On Steel ReinforcementFWICIPNo ratings yet
- Hardox On Site PDFDocument2 pagesHardox On Site PDFEhab Attia SelimNo ratings yet
- SNC - Paliers A Semelle en PDFDocument88 pagesSNC - Paliers A Semelle en PDFDejanNo ratings yet
- Sucker Rod Brochure V2 New 4 PagesDocument4 pagesSucker Rod Brochure V2 New 4 PagesJeremías100% (1)
- Lysaght Supa Purlins Zed Cees Users Guide July 2014Document104 pagesLysaght Supa Purlins Zed Cees Users Guide July 2014ciput cedutNo ratings yet
- Unbrako US Product Guide PDFDocument144 pagesUnbrako US Product Guide PDFVilas m ChinkeNo ratings yet
- Walter Milling eDocument287 pagesWalter Milling eAbdulrahman Al-sNo ratings yet
- Machining Strenx and Hardox: Drilling, Countersinking, Tapping, Turning and MillingDocument8 pagesMachining Strenx and Hardox: Drilling, Countersinking, Tapping, Turning and Millingandrew morseNo ratings yet
- HP-X Fastener Product Data Sheet PDSDocument1 pageHP-X Fastener Product Data Sheet PDSJose DiazNo ratings yet
- Simpson Fastening System Technical GuideDocument244 pagesSimpson Fastening System Technical GuideCharlesNo ratings yet
- Unbrako US Product Guide PDFDocument144 pagesUnbrako US Product Guide PDFManju KNo ratings yet
- Technical CatalogueDocument88 pagesTechnical CatalogueMohamad JammalNo ratings yet
- PFERD Tool Manual Catalogue 6 Int en PDFDocument64 pagesPFERD Tool Manual Catalogue 6 Int en PDFMoch AsiefNo ratings yet
- Heavy Weight Drill Pipe (HWDP) - TasmanDocument3 pagesHeavy Weight Drill Pipe (HWDP) - Tasmanmozhi.shNo ratings yet
- LANDIS Thread RollingDocument76 pagesLANDIS Thread RollingSimon RisteskiNo ratings yet
- Catalog Nortonindustrial 7362 LR BookmarkedDocument372 pagesCatalog Nortonindustrial 7362 LR BookmarkedgoodfellowcarsonNo ratings yet
- Shop Manual Pc2000 8 Sen01607 00pd 307Document1 pageShop Manual Pc2000 8 Sen01607 00pd 3070005No ratings yet
- Shop Manual Pc2000 8 Sen01607 00pd 60Document1 pageShop Manual Pc2000 8 Sen01607 00pd 600005No ratings yet
- EN Machining Hardox 4Document1 pageEN Machining Hardox 40005No ratings yet
- EN Machining Hardox 1Document1 pageEN Machining Hardox 10005No ratings yet
- Catalogo CMC Italy-9Document1 pageCatalogo CMC Italy-90005No ratings yet
- Ts 23 Hardox600workshop Uk 02-1Document1 pageTs 23 Hardox600workshop Uk 02-10005No ratings yet
- Esco Wheel Loader Buckets For Mining Class MachinesDocument8 pagesEsco Wheel Loader Buckets For Mining Class Machines0005No ratings yet
- Katalog Kovshey 2020 17Document1 pageKatalog Kovshey 2020 170005No ratings yet
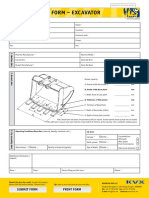
- En GET Inquiry Form ExcavatorDocument1 pageEn GET Inquiry Form Excavator0005No ratings yet
- D. All of The Above: Supply Chain ManagementDocument11 pagesD. All of The Above: Supply Chain ManagementCzar Ysmael Rabaya100% (1)
- Supply Chain AssignmentDocument29 pagesSupply Chain AssignmentHisham JackNo ratings yet
- Balanced Scorecard 2021Document29 pagesBalanced Scorecard 2021Deepshikha BhowmickNo ratings yet
- 1Document451 pages1Guadalupe SmithNo ratings yet
- Quality Notification in SAP QM: QM02: DetailsDocument12 pagesQuality Notification in SAP QM: QM02: DetailsGangarani GallaNo ratings yet
- Coupa Sourcing Optimization DatasheetDocument2 pagesCoupa Sourcing Optimization DatasheetsetNo ratings yet
- Pull and Push Based StrategiesDocument7 pagesPull and Push Based StrategiesanayochukwuNo ratings yet
- 2023 ICDC Winners SummaryDocument197 pages2023 ICDC Winners SummaryHonkai jiangNo ratings yet
- Oracle R12 Inventory ChangesDocument25 pagesOracle R12 Inventory ChangesNageswara ReddyNo ratings yet
- 5 Global Marketing and R and DDocument36 pages5 Global Marketing and R and DJv ManuelNo ratings yet
- New Microsoft Office Word DocumentDocument2 pagesNew Microsoft Office Word DocumentswadeshNo ratings yet
- Castings, Nickel and Nickel Alloy: Standard Specification ForDocument6 pagesCastings, Nickel and Nickel Alloy: Standard Specification ForRafael CossolinoNo ratings yet
- Case Study 2Document7 pagesCase Study 2Ameer HamzaNo ratings yet
- Report On Tapal TeaDocument19 pagesReport On Tapal TeakhalilNo ratings yet
- Warehouse Management System and Business Performance:: Case Study of A Regional Distribution CentreDocument6 pagesWarehouse Management System and Business Performance:: Case Study of A Regional Distribution CentreVizay Vicky PratamaNo ratings yet
- Debugging of Web Dynpro For Java Applications in CE 7.1Document14 pagesDebugging of Web Dynpro For Java Applications in CE 7.1Terry NguyễnNo ratings yet
- A-Introduction To Enterprise Systems For ManagementDocument52 pagesA-Introduction To Enterprise Systems For ManagementRamona Michelle MagtangobNo ratings yet
- Monopolistic and Imperfect Competition EcoDocument9 pagesMonopolistic and Imperfect Competition EcojinNo ratings yet
- CHAPTER 11 Inventory ModelDocument24 pagesCHAPTER 11 Inventory ModelmulunehNo ratings yet
- Pinduoduo C2MDocument7 pagesPinduoduo C2MLouis VuNo ratings yet
- Top Leader Global Consultancy - Business PlanDocument68 pagesTop Leader Global Consultancy - Business PlanAzri RadziNo ratings yet
- MTO Availability CheckDocument35 pagesMTO Availability CheckbiswajitNo ratings yet
- Design of Castings and Selection of Parting LineDocument34 pagesDesign of Castings and Selection of Parting Line21P410 - VARUN MNo ratings yet
- Introduction To Marketing ManagementDocument72 pagesIntroduction To Marketing ManagementLatha LathaNo ratings yet
- Chapter Four: 2. Audit of Inventory, Cost of Sales and Related AccountsDocument8 pagesChapter Four: 2. Audit of Inventory, Cost of Sales and Related AccountsZelalem HassenNo ratings yet
- VOGUE Media Plan: & Case ReviewDocument17 pagesVOGUE Media Plan: & Case ReviewMariaNo ratings yet
- Mark and Spencer Case StudyDocument10 pagesMark and Spencer Case StudyMaritess Munoz100% (2)
- CS708 Lecture HandoutsDocument202 pagesCS708 Lecture HandoutsMuhammad Umair50% (2)
- BBMC 2023 DM - TutorialDocument13 pagesBBMC 2023 DM - TutorialChuan Sheng ChewNo ratings yet
- Top e Commerce Companies 5b76803de2Document18 pagesTop e Commerce Companies 5b76803de2Akhil sonuNo ratings yet