You might also like
- WPS Spawanie ŁukDocument22 pagesWPS Spawanie ŁukGrassor80No ratings yet
- WPQR en Iso 15614 1 Euro Weld 19Document3 pagesWPQR en Iso 15614 1 Euro Weld 19Davorin IvićNo ratings yet
- WPS Mig Al 3,15-6,3 PBDocument1 pageWPS Mig Al 3,15-6,3 PBAlgeoNo ratings yet
- WPS Przykład 02Document1 pageWPS Przykład 02sp.marianNo ratings yet
- WPS Przykład 05Document2 pagesWPS Przykład 05sp.marianNo ratings yet
- Politechnika Poznańska: Karta Technologiczna T - 1Document1 pagePolitechnika Poznańska: Karta Technologiczna T - 1dumler v2No ratings yet
- WPS Przykład 06Document1 pageWPS Przykład 06sp.marianNo ratings yet
- Dokumentacja Techniczna - Załącznik Nr. 4Document6 pagesDokumentacja Techniczna - Załącznik Nr. 4krisNo ratings yet
- WPS Przykład 07Document1 pageWPS Przykład 07sp.marianNo ratings yet
- Karta Techniczna WKFCDocument3 pagesKarta Techniczna WKFCMateusz KowalczeNo ratings yet
- Karta Katalogowa PL - 2021-10-01T205232.530Document2 pagesKarta Katalogowa PL - 2021-10-01T205232.530grzybolNo ratings yet
- Studnie Betonowe Zestawienie1Document1 pageStudnie Betonowe Zestawienie1keycamNo ratings yet
- MP Mycond KFS 80B En8bp E2 DL 01Document1 pageMP Mycond KFS 80B En8bp E2 DL 01a3drukarniaNo ratings yet
- Page 1566Document1 pagePage 1566piotrNo ratings yet
- PI85 Z Gniazdem GZM80Document5 pagesPI85 Z Gniazdem GZM80wopobac149No ratings yet
- Przyklad WPSDocument2 pagesPrzyklad WPSKacperWójcickiNo ratings yet
- Karta Techniczna KDHTKMHT Gwint PelnyDocument3 pagesKarta Techniczna KDHTKMHT Gwint PelnykorkieNo ratings yet
- MP Mycond KFS 80W N8BP E2 DL 01Document1 pageMP Mycond KFS 80W N8BP E2 DL 01a3drukarniaNo ratings yet
- EATON - M22-D-R - Karta Danych - PLDocument5 pagesEATON - M22-D-R - Karta Danych - PLsfdadsfNo ratings yet
- T 2 Karta Instrukcyjna ObróbkiDocument4 pagesT 2 Karta Instrukcyjna Obróbkidumler v2No ratings yet
- IdziorM BadanieWplywuDocument14 pagesIdziorM BadanieWplywumotyk344No ratings yet
- Karta-Katalogowa-9b4 PST4B 02 2019Document6 pagesKarta-Katalogowa-9b4 PST4B 02 2019w.baldys99No ratings yet
- Zylinder PL 20190312 085001 711 CompleteDocument5 pagesZylinder PL 20190312 085001 711 CompleteDaniel OdeNo ratings yet
- Sal 4Document2 pagesSal 4dziedzic86No ratings yet
- Karta-Katalogowa-903 907 915 940 941 942 PV PVF 12 2018Document7 pagesKarta-Katalogowa-903 907 915 940 941 942 PV PVF 12 2018w.baldys99No ratings yet
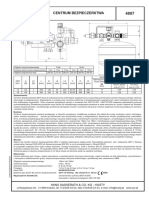
- Karta 4807 Centrum Bezp 012k8Document2 pagesKarta 4807 Centrum Bezp 012k8korkieNo ratings yet
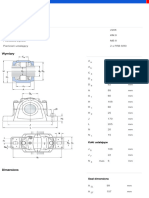
- Oprawy Stojące Dzielone Serii SNL I SE Do Łożysk Montowanych Na Walcowej Powierzchni Osadzenia Z Uszczelnieniami Standardowymi-SE 208-307 + 2208Document2 pagesOprawy Stojące Dzielone Serii SNL I SE Do Łożysk Montowanych Na Walcowej Powierzchni Osadzenia Z Uszczelnieniami Standardowymi-SE 208-307 + 2208DanielNo ratings yet
- Pompa Gerotorowa, Stała Objętość RoboczaDocument12 pagesPompa Gerotorowa, Stała Objętość Roboczahermex1810No ratings yet
- Te12014 STT Guide PL 2016-03Document11 pagesTe12014 STT Guide PL 2016-03AdhelorNo ratings yet
- EATON - M22-D-G - Karta Danych - PLDocument5 pagesEATON - M22-D-G - Karta Danych - PLsfdadsfNo ratings yet
- RSK 03-2021 PLDocument4 pagesRSK 03-2021 PLAndrzej BąkałaNo ratings yet
- 13 Silniki Przeciwwybuchowe Pyloszczelne 2D 3DDocument4 pages13 Silniki Przeciwwybuchowe Pyloszczelne 2D 3DKrzysztof KowalskiNo ratings yet
- Caddytig 150Document1 pageCaddytig 150piotreNo ratings yet
- Załącznik 10 - Obl Wytrzym Rurociąg TłocznymDocument25 pagesZałącznik 10 - Obl Wytrzym Rurociąg TłocznymJacek GorgolNo ratings yet
- RM12Document3 pagesRM12MaduroNo ratings yet
- Hasil Analisa JETTY 3B FixDocument11 pagesHasil Analisa JETTY 3B FixWahyu MunajatNo ratings yet
- Zylinder PL 20190312 090617 381 CompleteDocument5 pagesZylinder PL 20190312 090617 381 CompleteDaniel OdeNo ratings yet
- 12 Silniki Przeciwwybuchowe Dla Gornictwa (160-315)Document5 pages12 Silniki Przeciwwybuchowe Dla Gornictwa (160-315)anon_92005543No ratings yet
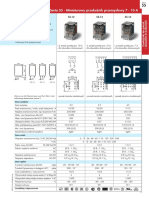
- Finder - DT - S55 PrzekaznikiDocument14 pagesFinder - DT - S55 Przekaznikitestqe1No ratings yet
- r15 PDFDocument13 pagesr15 PDFMarian BaciuNo ratings yet
- 5 Silnik WysokopreznyDocument24 pages5 Silnik WysokopreznyTomasz PrzywarczakNo ratings yet
- Temasil NG M PLDocument1 pageTemasil NG M PLcracoviamaszynaNo ratings yet
- Projekt2 Elementy I Hale 2wymiary 7Document14 pagesProjekt2 Elementy I Hale 2wymiary 7filip0No ratings yet
- Karta Techniczna KMWHTDocument3 pagesKarta Techniczna KMWHTkorkieNo ratings yet
- Karta TechnologDocument1 pageKarta TechnologaNo ratings yet
- Wymiary Studni TworzywowychDocument1 pageWymiary Studni TworzywowychkeycamNo ratings yet
- Yuma 484Document1 pageYuma 484Attila GeigerNo ratings yet
- Ac 4116024383Document1 pageAc 4116024383calinica mNo ratings yet
- Katalog Sprezyn NaciskowychDocument47 pagesKatalog Sprezyn Naciskowychifl.iflNo ratings yet
- Techniczna Karta Katalogowa R5..: Przegląd TypówDocument4 pagesTechniczna Karta Katalogowa R5..: Przegląd TypówMichał BorzemskiNo ratings yet
- Złożenie 11Document1 pageZłożenie 11dzindzinNo ratings yet
- WPS Przykład 04Document17 pagesWPS Przykład 04sp.marianNo ratings yet
- TM 18 Technika Budowy Rurociągów PDFDocument11 pagesTM 18 Technika Budowy Rurociągów PDFGrzegorz UrantówkaNo ratings yet
- TM 18 Technika Budowy Rurociągów PDFDocument11 pagesTM 18 Technika Budowy Rurociągów PDFGrzegorz UrantówkaNo ratings yet
- RM85 InrushDocument11 pagesRM85 Inrushwopobac149No ratings yet
- SPR Przewodzenie Ciepła W MetalachDocument8 pagesSPR Przewodzenie Ciepła W Metalachrafix rafioNo ratings yet