You might also like
- JOHN DEERE 6.8L Diesel Engine Technical ManualDocument335 pagesJOHN DEERE 6.8L Diesel Engine Technical Manualfelix3189100% (7)
- Motor 2.0 T Tsi InfoDocument56 pagesMotor 2.0 T Tsi InfoRicardo Rangel Posadas100% (2)
- Caterpillar C0.5-C0.7-C1.1 3011C - C1.5 3013C - C1.6 - C2.2 3024CDocument56 pagesCaterpillar C0.5-C0.7-C1.1 3011C - C1.5 3013C - C1.6 - C2.2 3024Cmarcos astete100% (6)
- Mechanical Maintenance ManualDocument47 pagesMechanical Maintenance ManualAli Yimer Ali86% (7)
- Reciprocating Compressors:: Operation and MaintenanceFrom EverandReciprocating Compressors:: Operation and MaintenanceRating: 4 out of 5 stars4/5 (7)
- Automotive Air Conditioning and Climate Control SystemsFrom EverandAutomotive Air Conditioning and Climate Control SystemsRating: 4 out of 5 stars4/5 (6)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Ethiopian Driving LicenseDocument4 pagesEthiopian Driving LicenseAli Yimer Ali86% (14)
- The Beginners Guide To OKR - Merged PDFDocument148 pagesThe Beginners Guide To OKR - Merged PDFAli Yimer Ali75% (4)
- Major Process Equipment Maintenance and RepairFrom EverandMajor Process Equipment Maintenance and RepairRating: 4 out of 5 stars4/5 (4)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- Working Guide to Drilling Equipment and OperationsFrom EverandWorking Guide to Drilling Equipment and OperationsRating: 5 out of 5 stars5/5 (9)
- Analysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantFrom EverandAnalysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantNo ratings yet
- 1984 - Van Breda - Dewatering of Cane Diffuser PDFDocument3 pages1984 - Van Breda - Dewatering of Cane Diffuser PDFAli Yimer AliNo ratings yet
- MC1 Manual Operacion Changfa 1100 195Document55 pagesMC1 Manual Operacion Changfa 1100 195miguelx69100% (2)
- 981-0259 Onan HDCAA HDCAB (Spec A-D) Diesel Mobile Genset Parts Manual (10-2013)Document68 pages981-0259 Onan HDCAA HDCAB (Spec A-D) Diesel Mobile Genset Parts Manual (10-2013)Granville BarkerNo ratings yet
- 2. Forsthoffer's Rotating Equipment Handbooks: PumpsFrom Everand2. Forsthoffer's Rotating Equipment Handbooks: PumpsRating: 1 out of 5 stars1/5 (1)
- Mechanical (Turbines and Auxiliary Equipment): Second Revised and Enlarged EditionFrom EverandMechanical (Turbines and Auxiliary Equipment): Second Revised and Enlarged EditionA. SherryRating: 4 out of 5 stars4/5 (5)
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingFrom EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingRating: 5 out of 5 stars5/5 (1)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Modern Power Station Practice: Mechanical Boilers, Fuel-, and Ash-Handling PlantFrom EverandModern Power Station Practice: Mechanical Boilers, Fuel-, and Ash-Handling PlantA. SherryRating: 4 out of 5 stars4/5 (5)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Marine Combustion Practice: The Commonwealth and International Library: Marine Engineering DivisionFrom EverandMarine Combustion Practice: The Commonwealth and International Library: Marine Engineering DivisionRating: 5 out of 5 stars5/5 (1)
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeFrom EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeRating: 4 out of 5 stars4/5 (9)
- Maintain and Improve Your Powerboat: 100 Ways to Make Your Boat BetterFrom EverandMaintain and Improve Your Powerboat: 100 Ways to Make Your Boat BetterNo ratings yet
- Gas Well Deliquification: Solutions to Gas Well Liquid Loading ProblemsFrom EverandGas Well Deliquification: Solutions to Gas Well Liquid Loading ProblemsNo ratings yet
- Variable Speed Pumping: A Guide to Successful ApplicationsFrom EverandVariable Speed Pumping: A Guide to Successful ApplicationsRating: 3 out of 5 stars3/5 (2)
- Op Amps: Design, Application, and TroubleshootingFrom EverandOp Amps: Design, Application, and TroubleshootingRating: 5 out of 5 stars5/5 (2)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Tractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorFrom EverandTractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorNo ratings yet
- Handbook of Electrical Engineering: For Practitioners in the Oil, Gas and Petrochemical IndustryFrom EverandHandbook of Electrical Engineering: For Practitioners in the Oil, Gas and Petrochemical IndustryNo ratings yet
- Worked Examples in Electrical Machines and Drives: Applied Electricity and ElectronicsFrom EverandWorked Examples in Electrical Machines and Drives: Applied Electricity and ElectronicsRating: 3 out of 5 stars3/5 (5)
- Analytical Troubleshooting of Process Machinery and Pressure Vessels: Including Real-World Case StudiesFrom EverandAnalytical Troubleshooting of Process Machinery and Pressure Vessels: Including Real-World Case StudiesRating: 3 out of 5 stars3/5 (1)
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Marine and Offshore Pumping and Piping SystemsFrom EverandMarine and Offshore Pumping and Piping SystemsRating: 4.5 out of 5 stars4.5/5 (2)
- Working Guide to Petroleum and Natural Gas Production EngineeringFrom EverandWorking Guide to Petroleum and Natural Gas Production EngineeringRating: 5 out of 5 stars5/5 (2)
- Golf Course Irrigation: Environmental Design and Management PracticesFrom EverandGolf Course Irrigation: Environmental Design and Management PracticesNo ratings yet
- Care Ethiopia CoverDocument1 pageCare Ethiopia CoverAli Yimer Ali100% (2)
- DashenDocument2 pagesDashenAli Yimer AliNo ratings yet
- Orders Placement For PerchaseDocument1 pageOrders Placement For PerchaseAli Yimer AliNo ratings yet
- To LecturerDocument8 pagesTo LecturerAli Yimer AliNo ratings yet
- Cover Midroc ConstructionDocument2 pagesCover Midroc ConstructionAli Yimer AliNo ratings yet
- Dear Hiring Manager, I Am Sending My Application in Due Recognition of Your Search For Professional Mechanical Engineer. I AmDocument1 pageDear Hiring Manager, I Am Sending My Application in Due Recognition of Your Search For Professional Mechanical Engineer. I AmAli Yimer AliNo ratings yet
- Ethiopian Drivers Code of ConductDocument67 pagesEthiopian Drivers Code of ConductAli Yimer Ali100% (1)
- Jason Halac ResumeDocument1 pageJason Halac ResumeAli Yimer AliNo ratings yet
- File1 Yemashekerker PDFDocument44 pagesFile1 Yemashekerker PDFAli Yimer Ali100% (1)
- BSC For TPM PDFDocument12 pagesBSC For TPM PDFAli Yimer AliNo ratings yet
- Module 1 Final 1.cane Handling and PreparationDocument57 pagesModule 1 Final 1.cane Handling and PreparationAli Yimer Ali100% (2)
- Sugar QulityDocument64 pagesSugar QulityAli Yimer Ali100% (1)
- Ethiopian Road Traffic SignsDocument2 pagesEthiopian Road Traffic SignsAli Yimer Ali100% (4)
- Module 2 MillDocument120 pagesModule 2 MillAli Yimer Ali100% (2)
- ThesisDocument125 pagesThesisAli Yimer Ali100% (1)
- Testing Adjusting Power Train D3B CatDocument23 pagesTesting Adjusting Power Train D3B CatSteven Y.M100% (1)
- Compresores Reciprocantes Sabroe CMODocument2 pagesCompresores Reciprocantes Sabroe CMOJesus N RodriguezNo ratings yet
- ST-117 Gear Train Inspection PDFDocument6 pagesST-117 Gear Train Inspection PDFPopa MihaiNo ratings yet
- UG-40 Dial and Lever Governors: Product Manual 03039 (Revision C, 3/2014)Document63 pagesUG-40 Dial and Lever Governors: Product Manual 03039 (Revision C, 3/2014)orcozangetsuNo ratings yet
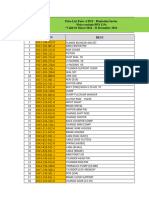
- Plantation - PL Parts Atex (01 Maret 2024 - 31 Desember 2024)Document30 pagesPlantation - PL Parts Atex (01 Maret 2024 - 31 Desember 2024)revochandra1998No ratings yet
- R4105ZD 61kWmDocument2 pagesR4105ZD 61kWmgallardoericsson04No ratings yet
- 1300 Perkins WPDocument1,316 pages1300 Perkins WPHermes TroquianNo ratings yet
- Liberty Engine History (1918)Document162 pagesLiberty Engine History (1918)CAP History Library100% (6)
- Manual Motor Perkings Serie 4001 PDFDocument80 pagesManual Motor Perkings Serie 4001 PDFAdãodaLuz100% (2)
- 91P30B01 Introduction and Operation of The M88 Recovery VehicleDocument27 pages91P30B01 Introduction and Operation of The M88 Recovery Vehiclemhartman39No ratings yet
- 19xr PDFDocument140 pages19xr PDFMichael SmithNo ratings yet
- Piaggio Runner 125 - 200 Scooter Shop ManualDocument327 pagesPiaggio Runner 125 - 200 Scooter Shop Manualmylitter5391100% (1)
- Preservation Rotating EquipmentDocument28 pagesPreservation Rotating EquipmentIrfa Garnadi100% (4)
- Mechanical Troubleshooting: Testing & AdjustingDocument102 pagesMechanical Troubleshooting: Testing & AdjustingDavidNo ratings yet
- бнвDocument89 pagesбнвАндрей ВодопьяновNo ratings yet
- About Us: Guangzhou Engifar Auto Parts Co., LTD (Catalogue For Forklift and Excavator Only)Document102 pagesAbout Us: Guangzhou Engifar Auto Parts Co., LTD (Catalogue For Forklift and Excavator Only)Екатерина Калашникова50% (2)
- El375 GLDocument19 pagesEl375 GLRonald RoblesNo ratings yet
- Ensamble de MotorDocument5 pagesEnsamble de MotorJESUS CATALINONo ratings yet
- Cold Startup Procedure 250 MWDocument7 pagesCold Startup Procedure 250 MWPrudhvi RajNo ratings yet
- Kenr6239 00Document28 pagesKenr6239 00Boris BabicNo ratings yet
- HTTP M.tatamotors - Co.id Wp-Content Uploads 2017 03 SUPER-ACE-DLEDocument127 pagesHTTP M.tatamotors - Co.id Wp-Content Uploads 2017 03 SUPER-ACE-DLEhariridkNo ratings yet
- Deutz - TCD - 914 Op 03123448 - enDocument60 pagesDeutz - TCD - 914 Op 03123448 - encankurtaranNo ratings yet
- Service Manual-C5, B5, GT-Engine - Euro IVDocument152 pagesService Manual-C5, B5, GT-Engine - Euro IVEdgar PinedaNo ratings yet
- EG 3P/EG 6P/EG 10P: ApplicationsDocument4 pagesEG 3P/EG 6P/EG 10P: ApplicationsAseels PakNo ratings yet
- 23XRV Iom 09-2006 EngDocument140 pages23XRV Iom 09-2006 EngHumaid ShaikhNo ratings yet