You might also like
- Road Sign Cheat SheetDocument2 pagesRoad Sign Cheat Sheetlmngang57% (7)
- Valves and Unit Injectors, AdjustingDocument9 pagesValves and Unit Injectors, Adjustingcarlos maradiagaNo ratings yet
- Caterpillar Cat 305.5E2 Mini Hydraulic Excavator (Prefix CR5) Service Repair Manual (CR500001 and Up)Document21 pagesCaterpillar Cat 305.5E2 Mini Hydraulic Excavator (Prefix CR5) Service Repair Manual (CR500001 and Up)kfmuseddk100% (1)
- 3S-GE Wiring DiagramDocument13 pages3S-GE Wiring Diagram梁海龙No ratings yet
- Pe 1999-01Document94 pagesPe 1999-01Benjamin DoverNo ratings yet
- R4 - Restore A VIntage Sewing Machine Guide Sample PDFDocument13 pagesR4 - Restore A VIntage Sewing Machine Guide Sample PDFMike CryerNo ratings yet
- 4.6L 2V TimingDocument20 pages4.6L 2V TimingAlejandro Da CostaNo ratings yet
- Group 80 - CONFIGURATION DIAGRAMS - Mitsubishi Outlander III - Wiring DiagramsDocument16 pagesGroup 80 - CONFIGURATION DIAGRAMS - Mitsubishi Outlander III - Wiring DiagramsandreslionNo ratings yet
- STX - Man B &W: M Ma Aiin N P Pa Arrttiic Cu Ulla ArrssDocument1 pageSTX - Man B &W: M Ma Aiin N P Pa Arrttiic Cu Ulla ArrssTen ApolinarioNo ratings yet
- 1 32 Hawker Hart Build ReviewDocument22 pages1 32 Hawker Hart Build Reviewpatrick690703No ratings yet
- 00 RCS Presentation SP3Document28 pages00 RCS Presentation SP3yeya1963titoNo ratings yet
- ZORRA Yale MPB 040 AC PDFDocument13 pagesZORRA Yale MPB 040 AC PDFcolive1100% (1)
- IZIP Electric Bicycle Owners ManualDocument49 pagesIZIP Electric Bicycle Owners ManualMelissa Ann FernandezNo ratings yet
- Honda Invicta 150 PDFDocument338 pagesHonda Invicta 150 PDFSandino JoseNo ratings yet
- 1355 403-410-Brusselle Steering Gear Instruction ManualDocument399 pages1355 403-410-Brusselle Steering Gear Instruction Manualnipper7No ratings yet
- QC12Y-12×3200 ManualDocument49 pagesQC12Y-12×3200 Manualmendoza maqchileNo ratings yet
- Deepwell Revised ProposalDocument1 pageDeepwell Revised ProposalRonnie Buico Conejos CENo ratings yet
- 3 Aluminium Extrusion Connecting ElementsDocument45 pages3 Aluminium Extrusion Connecting ElementsZayene KhmaisNo ratings yet
- Cyber Ratings Enterprise Firewall Product Rating Report ChartDocument6 pagesCyber Ratings Enterprise Firewall Product Rating Report ChartBennyNo ratings yet
- From The Largest Starter ManufacturerDocument2 pagesFrom The Largest Starter Manufacturer林永康No ratings yet
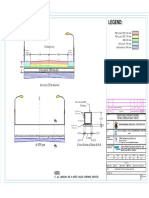
- Excavation Cross Section For Villa Entrance & Footpath TilesDocument1 pageExcavation Cross Section For Villa Entrance & Footpath TilesAyman EssamNo ratings yet
- PSG Repair NewDocument1 pagePSG Repair NewDoby YuniardiNo ratings yet
- HPR 803 FlyerDocument2 pagesHPR 803 FlyerBhavesh GandhiNo ratings yet
- Terminal Block LegrandDocument1 pageTerminal Block LegrandRava OshopNo ratings yet
- Annexure 3 - TCS-Model1Document1 pageAnnexure 3 - TCS-Model1pankaj kadkolNo ratings yet
- Leviton PatchCord ReferenceGuideDocument1 pageLeviton PatchCord ReferenceGuideJMARMOLSNo ratings yet
- Ambernath DrawingDocument1 pageAmbernath DrawingAnkit GuptaNo ratings yet
- Datasheet - coach-BS6 - V3Document11 pagesDatasheet - coach-BS6 - V3patilparitosh483No ratings yet
- Longi N-Type 435WDocument2 pagesLongi N-Type 435WLuka KosticNo ratings yet
- Typical Cross Section-I Category I Open AreaDocument5 pagesTypical Cross Section-I Category I Open AreaSaudagar BiswalNo ratings yet
- Unit Loads Are Its Speciality: PK 15500 PerformanceDocument12 pagesUnit Loads Are Its Speciality: PK 15500 PerformanceMaximiliano LovatoNo ratings yet
- Unit Cost AnalysisDocument1 pageUnit Cost Analysismanolito cresencioNo ratings yet
- Brochure 20181002045400Document10 pagesBrochure 20181002045400M SukmanegaraNo ratings yet
- Sensor Vibracion Hs 420 Hansford SensorsDocument1 pageSensor Vibracion Hs 420 Hansford SensorsBRYAN CHINCHERCOMANo ratings yet
- Detroit Diesel: Parts CatalogDocument132 pagesDetroit Diesel: Parts CatalogJessica Tatiana Muñoz OrtizNo ratings yet
- SINAMICS S210 1AC 230V FSA - FSC Quick Installation GuideDocument2 pagesSINAMICS S210 1AC 230V FSA - FSC Quick Installation GuidehonggildongNo ratings yet
- Fane Colossus Prime 18XS DS141117Document1 pageFane Colossus Prime 18XS DS141117Miguel RojasNo ratings yet
- Bada Dost I4Document4 pagesBada Dost I4Ramesh anurithNo ratings yet
- Akpet Odukpani Cross Section For Rigid PavementDocument1 pageAkpet Odukpani Cross Section For Rigid PavementgabrielNo ratings yet
- Dimensional JockeypumpDocument1 pageDimensional JockeypumpsebaslopNo ratings yet
- Brosur Sonet5 2021 April 22Document2 pagesBrosur Sonet5 2021 April 22CowpsNo ratings yet
- Okotel - Sheet - A102 - SectionsDocument1 pageOkotel - Sheet - A102 - Sectionsmasumba patrickNo ratings yet
- CAN PresentationDocument72 pagesCAN PresentationLê Hải ĐôngNo ratings yet
- Push Button 05Document18 pagesPush Button 05Vijitha KGNo ratings yet
- Terminal Technical SpecificationDocument2 pagesTerminal Technical SpecificationbaridNo ratings yet
- FE Element Fenders - Full SystemDocument23 pagesFE Element Fenders - Full Systemsebastian PeñalozaNo ratings yet
- Solid Textured PagesDocument6 pagesSolid Textured PagesAnuja BaheerathanNo ratings yet
- Solid & Textured Sheets: Daylight HarvestingDocument6 pagesSolid & Textured Sheets: Daylight Harvestingsagar_gNo ratings yet
- GS Plasto 4F-2021Document1 pageGS Plasto 4F-2021Mojtaba HashimNo ratings yet
- Kelistrikan AvanzaDocument5 pagesKelistrikan AvanzaAdi HeriadiNo ratings yet
- JSW FinalsDocument11 pagesJSW FinalsRahul AgrawalNo ratings yet
- Tai Sin Busbar Trunking System Fact SheetDocument2 pagesTai Sin Busbar Trunking System Fact Sheetsie kingNo ratings yet
- PARTITIONDocument1 pagePARTITIONKanak YadavNo ratings yet
- Miniature Linear Guides: - Wide RailsDocument1 pageMiniature Linear Guides: - Wide Railsphatdang1996No ratings yet
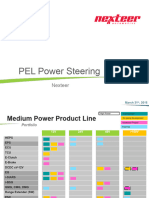
- Pel Nexteer 2016-03-31 Customer RlsDocument26 pagesPel Nexteer 2016-03-31 Customer Rlsmonutilisation0No ratings yet
- CAP-1901-EM-01 - LV Switchgear-1Document1 pageCAP-1901-EM-01 - LV Switchgear-1Nindy FebrianiNo ratings yet
- Placa SolarDocument2 pagesPlaca Solarromulo bragaNo ratings yet
- Lotte Chemical Mobility Material BrouchureDocument16 pagesLotte Chemical Mobility Material BrouchureNatthaphon ShowchaiyaNo ratings yet
- 07 - Advanced High Strength Steel Technology in The 2006 Honda Civic PDFDocument35 pages07 - Advanced High Strength Steel Technology in The 2006 Honda Civic PDFDrBalaramakrishna NizampatnamNo ratings yet
- Mild Steel Mig Welding WireDocument2 pagesMild Steel Mig Welding WireDheebika MurugesanNo ratings yet
- Drain Wall 200 MM THICK (M-20) Drain Base Slab 200 MM THICK (M-20) Bedding (M-20) 200 MM ThickDocument1 pageDrain Wall 200 MM THICK (M-20) Drain Base Slab 200 MM THICK (M-20) Bedding (M-20) 200 MM Thickshivshankar kushwahaNo ratings yet
- Catalogo General de Fresado (MKT11 ED01 REV01 - 11) PDFDocument96 pagesCatalogo General de Fresado (MKT11 ED01 REV01 - 11) PDFLeonardo OlivaresNo ratings yet
- Tema 1 MCBDocument2 pagesTema 1 MCBEddy MusicNo ratings yet
- Brochure Reduced FlangeDocument2 pagesBrochure Reduced FlangeGIUSEPPENo ratings yet
- Solid Carbide Spiral 'O' Flute, Aluminum Cutting CNC Router Bits - ToolsToday - Industrial Quality Router BitsDocument7 pagesSolid Carbide Spiral 'O' Flute, Aluminum Cutting CNC Router Bits - ToolsToday - Industrial Quality Router BitsHector InbacuanNo ratings yet
- SDCS 02 14Document11 pagesSDCS 02 14Mahmoud AbdulmonemNo ratings yet
- The Perfect Partner For Handling Building Materials: PK 12000 PerformanceDocument12 pagesThe Perfect Partner For Handling Building Materials: PK 12000 PerformancesmilewithbalajithNo ratings yet
- Jis G 3539 SWCH 10aDocument1 pageJis G 3539 SWCH 10asujiyopptsrNo ratings yet
- TornadoEPXManualDocument1 pageTornadoEPXManualSeñor LatinoamericanoNo ratings yet
- SRP810Document1 pageSRP810Bagus SaputroNo ratings yet
- RS3-455 460MB-E3: SaturnDocument2 pagesRS3-455 460MB-E3: SaturnEstagiáriaNo ratings yet
- LT 8164 Filtration Catalog LR2015Document17 pagesLT 8164 Filtration Catalog LR2015jasonguo901No ratings yet
- Sika Automotive - Dobrivoje Jovanovic - In-Adhesives Conference Papers 2016Document15 pagesSika Automotive - Dobrivoje Jovanovic - In-Adhesives Conference Papers 2016jasonguo901No ratings yet
- UV Technology-Wang XiangDocument35 pagesUV Technology-Wang Xiangjasonguo901No ratings yet
- LT8252 Air Oil Filtration Catalog 122016Document23 pagesLT8252 Air Oil Filtration Catalog 122016jasonguo901No ratings yet
- Catalytic Polymer Self-Cleavage For CO2 Generation Before Combustion Empowers Materials With Fire SafetyDocument11 pagesCatalytic Polymer Self-Cleavage For CO2 Generation Before Combustion Empowers Materials With Fire Safetyjasonguo901No ratings yet
- AIS 008 - Light InstallationDocument57 pagesAIS 008 - Light InstallationjmmshahNo ratings yet
- Haryana 2016Document3,561 pagesHaryana 2016Bittudubey officialNo ratings yet
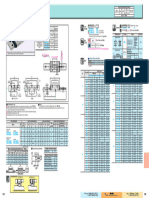
- Part MitshubishiDocument12 pagesPart MitshubishivmprocurementironbirdNo ratings yet
- 5 Wheel Landing Gear: Operation and Maintenance GuideDocument7 pages5 Wheel Landing Gear: Operation and Maintenance GuidesomanathpawarNo ratings yet
- Woojin Plaimm Injection Molding MachineDocument10 pagesWoojin Plaimm Injection Molding MachineFauzi IskandarNo ratings yet
- 70941394845Document2 pages70941394845Lungisani MtshaliNo ratings yet
- Manual de Especificaciones Clark D155G WaukeshaDocument2 pagesManual de Especificaciones Clark D155G WaukeshacpaolinodNo ratings yet
- SM 1Document106 pagesSM 1Zoran Radovic33% (3)
- DJ Alagendran Automobiles Private LimitedDocument2 pagesDJ Alagendran Automobiles Private LimitedDJ Automobiles MarketingNo ratings yet
- TLT-240SCA Manual ENDocument62 pagesTLT-240SCA Manual ENkasper alyemenNo ratings yet
- BX23 Parts Manual PDFDocument293 pagesBX23 Parts Manual PDFTami and Larry LabulNo ratings yet
- VW_50185_ENDocument20 pagesVW_50185_ENCarlos AraujoNo ratings yet
- DmitriLurie MQP Report Version05312012 PDFDocument18 pagesDmitriLurie MQP Report Version05312012 PDFJewel AquinoNo ratings yet
- Ficha Tecnica Equipos Mineros - UgDocument25 pagesFicha Tecnica Equipos Mineros - UgMimi SegoviaNo ratings yet
- Tanger Med ProjectDocument6 pagesTanger Med ProjectVitor CaldeirinhaNo ratings yet
- Cargador de BateríaDocument34 pagesCargador de BateríaBenNo ratings yet
- UNION HOSPITAL Fire Protection - BOQ - 311219Document28 pagesUNION HOSPITAL Fire Protection - BOQ - 311219Md. Mominul IslamNo ratings yet
- Modbo Modchip Installation Guide - William QuadeDocument3 pagesModbo Modchip Installation Guide - William QuadeHotel WijayaNo ratings yet