You might also like
- Aluminum 1350 Round Wire, Annealed and Intermediate Tempers, For Electrical PurposesDocument5 pagesAluminum 1350 Round Wire, Annealed and Intermediate Tempers, For Electrical PurposesHanh-Trang DangNo ratings yet
- Aluminum 1350 Round Wire, Annealed and Intermediate Tempers, For Electrical PurposesDocument5 pagesAluminum 1350 Round Wire, Annealed and Intermediate Tempers, For Electrical PurposesFernando AngioliniNo ratings yet
- Astm B231 - 2011 - 152386622537Document11 pagesAstm B231 - 2011 - 152386622537reza acbariNo ratings yet
- ASTM 2016 B230 - B230M - 07 (Reapproved 2016)Document5 pagesASTM 2016 B230 - B230M - 07 (Reapproved 2016)javad4531No ratings yet
- B400B400M-14 Standard Specification For Compact Round Concentric-Lay-Stranded Aluminum 1350 ConductorsDocument6 pagesB400B400M-14 Standard Specification For Compact Round Concentric-Lay-Stranded Aluminum 1350 ConductorsmithileshNo ratings yet
- ASTM B231 B231M Especificaciones para Conductor Trenzado de Aluminio 1350-H19Document11 pagesASTM B231 B231M Especificaciones para Conductor Trenzado de Aluminio 1350-H19Felipeandres Lizana Bastias100% (2)
- PDFsam_B 400 - B 400M - 14Document6 pagesPDFsam_B 400 - B 400M - 14mike.jensen0581No ratings yet
- Compact Round Stranded Aluminum Conductors Using Single Input Wire ConstructionDocument4 pagesCompact Round Stranded Aluminum Conductors Using Single Input Wire ConstructionHanh-Trang DangNo ratings yet
- Aluminum 1350-H19 Wire For Electrical PurposesDocument4 pagesAluminum 1350-H19 Wire For Electrical Purposes장호원No ratings yet
- Compact Round Concentric-Lay-Stranded Aluminum 1350 ConductorsDocument6 pagesCompact Round Concentric-Lay-Stranded Aluminum 1350 ConductorsThanh DangNo ratings yet
- Shaped Wire Compact Concentric-Lay-Stranded Aluminum Conductors (AAC/TW)Document4 pagesShaped Wire Compact Concentric-Lay-Stranded Aluminum Conductors (AAC/TW)islamakthamNo ratings yet
- Aluminum Rectangular and Square Wire For Electrical PurposesDocument6 pagesAluminum Rectangular and Square Wire For Electrical PurposesmithileshNo ratings yet
- Aluminum 1350-H19 Wire For Electrical PurposesDocument4 pagesAluminum 1350-H19 Wire For Electrical Purposesmanuel floresNo ratings yet
- Concentric-Lay-Stranded Aluminum 1350 Conductors: Standard Specification ForDocument11 pagesConcentric-Lay-Stranded Aluminum 1350 Conductors: Standard Specification ForAlexis AguillonNo ratings yet
- B 230 PDFDocument4 pagesB 230 PDFjamilNo ratings yet
- Concentric-Lay-Stranded Aluminum-Alloy 6201-T81 Conductors: Standard Specification ForDocument6 pagesConcentric-Lay-Stranded Aluminum-Alloy 6201-T81 Conductors: Standard Specification ForRed RedNo ratings yet
- Concentric-Lay-Stranded Aluminum Conductors, Aluminum-Alloy Reinforced (ACAR, 1350/6201)Document11 pagesConcentric-Lay-Stranded Aluminum Conductors, Aluminum-Alloy Reinforced (ACAR, 1350/6201)Luigi HernándezNo ratings yet
- B 231 B 231M 04 Qjizms9cmjmxtqDocument11 pagesB 231 B 231M 04 Qjizms9cmjmxtqThanh DangNo ratings yet
- Aluminum-Alloy 6201-T81 and 6201-T83 Wire For Electrical PurposesDocument4 pagesAluminum-Alloy 6201-T81 and 6201-T83 Wire For Electrical PurposesHanh-Trang Dang100% (1)
- Astm B786Document6 pagesAstm B786cantigiNo ratings yet
- B 398 - B 398M - 99 - Qjm5oc05oqDocument4 pagesB 398 - B 398M - 99 - Qjm5oc05oqLuis Andres Pradenas FuentesNo ratings yet
- Astm B 231-2012Document11 pagesAstm B 231-2012Hojjat Doosti BazneshinNo ratings yet
- PDFsam_B 401 - 12 (2016)Document5 pagesPDFsam_B 401 - 12 (2016)mike.jensen0581No ratings yet
- B 231 - B 231M - 99 - Qjizms05oqDocument11 pagesB 231 - B 231M - 99 - Qjizms05oqAifam RawNo ratings yet
- Medium-Hard-Drawn Copper Wire: Standard Specification ForDocument4 pagesMedium-Hard-Drawn Copper Wire: Standard Specification ForAhmed BilalNo ratings yet
- Astm B398 B398M - 2002 (R 2013)Document4 pagesAstm B398 B398M - 2002 (R 2013)photos.sagarjthakkarNo ratings yet
- B 800 - 00 - QjgwmaDocument5 pagesB 800 - 00 - QjgwmaJake JayNo ratings yet
- B 549 - 13 PDFDocument8 pagesB 549 - 13 PDFTuanbk Nguyen0% (1)
- Aluminum-Clad Steel Core Wire For Use in Overhead Electrical Aluminum ConductorsDocument4 pagesAluminum-Clad Steel Core Wire For Use in Overhead Electrical Aluminum ConductorsHanh-Trang DangNo ratings yet
- Hard-Drawn Copper Wire: Standard Specification ForDocument5 pagesHard-Drawn Copper Wire: Standard Specification ForRizwanNo ratings yet
- Astm A1007 PDFDocument9 pagesAstm A1007 PDFSeahorseNo ratings yet
- Astm B 398Document4 pagesAstm B 398vadmanh100% (1)
- Soft or Annealed Copper Wire: Standard Specification ForDocument5 pagesSoft or Annealed Copper Wire: Standard Specification ForAli Ali AsjariNo ratings yet
- B 105 - 05 (2012) PDFDocument5 pagesB 105 - 05 (2012) PDFHassan MokhtarNo ratings yet
- Soft or Annealed Copper Wire: Standard Specification ForDocument5 pagesSoft or Annealed Copper Wire: Standard Specification ForAhmad Zubair RasulyNo ratings yet
- Astm B 398Document4 pagesAstm B 398Ryan LasacaNo ratings yet
- Astm B 400-04Document6 pagesAstm B 400-04chaivatNo ratings yet
- QJQ AhhaDocument6 pagesQJQ AhhaShahbaz Hassan MS Student MechanicalNo ratings yet
- Hard-Drawn Copper Alloy Wires For Electric ConductorsDocument5 pagesHard-Drawn Copper Alloy Wires For Electric ConductorsAnurag YadavNo ratings yet
- A230A230M-05 (2011) E1 Standard Specification For Steel Wire, Oil-Tempered Carbon Valve Spring QualityDocument4 pagesA230A230M-05 (2011) E1 Standard Specification For Steel Wire, Oil-Tempered Carbon Valve Spring Qualitytjt4779No ratings yet
- Hard-Drawn Copper Wire: Standard Specification ForDocument5 pagesHard-Drawn Copper Wire: Standard Specification ForPetrotrim ServicesNo ratings yet
- A1007-15 Standard Specification For Carbon Steel Wire For Wire RopeDocument10 pagesA1007-15 Standard Specification For Carbon Steel Wire For Wire Ropetjt4779No ratings yet
- ASTM B193-WatermarkDocument5 pagesASTM B193-WatermarkMauricio arteaga salinasNo ratings yet
- Tin-Coated, Copper-Clad Steel Wire For Electronic ApplicationDocument6 pagesTin-Coated, Copper-Clad Steel Wire For Electronic ApplicationRed RedNo ratings yet
- ASTM Standard (Vol 1.04) A 421 - A 421M - 98Document3 pagesASTM Standard (Vol 1.04) A 421 - A 421M - 98astrogildoNo ratings yet
- B941-10 Standard Specification For Heat Resistant Aluminum-Zirconium Alloy Wire For Electrical PurposesDocument4 pagesB941-10 Standard Specification For Heat Resistant Aluminum-Zirconium Alloy Wire For Electrical PurposesislamakthamNo ratings yet
- Steel Wire, Plain, For Concrete ReinforcementDocument4 pagesSteel Wire, Plain, For Concrete ReinforcementAcácio AlvesNo ratings yet
- B 1 - 95 QjetukveDocument6 pagesB 1 - 95 QjetukveAriel GonzalezNo ratings yet
- A 109 - A 109M - 03 Qtewos9bmta5tq - PDFDocument9 pagesA 109 - A 109M - 03 Qtewos9bmta5tq - PDFRafael GarciaNo ratings yet
- B566Document4 pagesB566rohit kumarNo ratings yet
- Norma Astm A1007Document9 pagesNorma Astm A1007Alfredo RangelNo ratings yet
- ASTM B803 2008 (Reapproved 2016)Document4 pagesASTM B803 2008 (Reapproved 2016)Hojjat Doosti BazneshinNo ratings yet
- Astm B398-02Document4 pagesAstm B398-02Pedro M Lo0% (1)
- Astm A910Document4 pagesAstm A910Teja Dewanti100% (1)
- Astm B566 93 2002Document2 pagesAstm B566 93 2002rahittNo ratings yet
- ASTM B228 Standard Specification For Concentric-Lay-Stranded Copper-Clad Steel ConductorsDocument4 pagesASTM B228 Standard Specification For Concentric-Lay-Stranded Copper-Clad Steel Conductorsjucag66No ratings yet
- A510A510M-13 Standard Specification For General Requirements For Wire Rods and Coarse Round Wire, Carbon Steel, and Alloy SteelDocument6 pagesA510A510M-13 Standard Specification For General Requirements For Wire Rods and Coarse Round Wire, Carbon Steel, and Alloy Steeltjt4779100% (2)
- A510a510m-18 1.03Document6 pagesA510a510m-18 1.03bardianabavi.bnNo ratings yet
- Mobile Home Recycling: A Feasibility Study ofDocument46 pagesMobile Home Recycling: A Feasibility Study ofTracy PattersonNo ratings yet
- University of Texas Report On Galvanized Slip Coefficients Draft Final 4915Document37 pagesUniversity of Texas Report On Galvanized Slip Coefficients Draft Final 4915Jay ZengNo ratings yet
- Solar Powered Greenhouses: Design, Materials and ApplicationsDocument7 pagesSolar Powered Greenhouses: Design, Materials and ApplicationsJULIANANo ratings yet
- Machine Room Less ElevatorsDocument14 pagesMachine Room Less ElevatorsAzm FaisalNo ratings yet
- Precast Segmental Box Girder Bridge ManualDocument117 pagesPrecast Segmental Box Girder Bridge Manualcdestudos100% (1)
- Airtek Preventative Maintenance Guide Rev003 NA July 2013Document81 pagesAirtek Preventative Maintenance Guide Rev003 NA July 2013Anie EkpenyongNo ratings yet
- Joints in Steel Construction - Simple Connections - Part 04 PDFDocument72 pagesJoints in Steel Construction - Simple Connections - Part 04 PDFkakem61No ratings yet
- Power Quality Issues and Recommendations: Copper Development Association IncDocument2 pagesPower Quality Issues and Recommendations: Copper Development Association IncJulio SamaméNo ratings yet
- Noma Thermostat ManualDocument44 pagesNoma Thermostat ManualLuca MiscelliNo ratings yet
- An Awe-Inspiring Place: Sydney's Punchbowl Mosque Showcases The Architectural Flexibility of ConcreteDocument4 pagesAn Awe-Inspiring Place: Sydney's Punchbowl Mosque Showcases The Architectural Flexibility of ConcreteShajahan AsanarNo ratings yet
- Ewc - Company ProfileDocument92 pagesEwc - Company ProfileJason Bodie Dela CruzNo ratings yet
- Corrugated iron roofing bill of quantitiesDocument3 pagesCorrugated iron roofing bill of quantitiesguchiNo ratings yet
- Elementary General Thermodynamics - Martin V. Sussman PDFDocument464 pagesElementary General Thermodynamics - Martin V. Sussman PDFGrigore VladNo ratings yet
- Types of FansDocument15 pagesTypes of FansPragyan KumarNo ratings yet
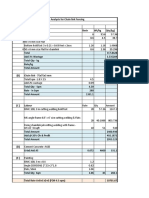
- Rate Analysis for 1 Sqm Chain link FencingDocument6 pagesRate Analysis for 1 Sqm Chain link Fencingsri projectssNo ratings yet
- Zinc-Coated Steel Doors and Frames: (Galvanized/Galvannealed)Document4 pagesZinc-Coated Steel Doors and Frames: (Galvanized/Galvannealed)abualamalNo ratings yet
- Dealwis - Silande Company ProfileDocument28 pagesDealwis - Silande Company ProfileLoui BarciaNo ratings yet
- Formula SAE Hybrid Carbon Fiber Monocoque - Steel Tube Frame Chas PDFDocument194 pagesFormula SAE Hybrid Carbon Fiber Monocoque - Steel Tube Frame Chas PDFDaniel GiraldoNo ratings yet
- Experimental Study of Effect Additional Water On HDocument6 pagesExperimental Study of Effect Additional Water On HOwent OvandyNo ratings yet
- Cambridge Secondary One Science: Chapter 6: Material PropertiesDocument14 pagesCambridge Secondary One Science: Chapter 6: Material PropertiesEric ChewNo ratings yet
- Thermo Multiple Streams Sample QuestionsDocument4 pagesThermo Multiple Streams Sample QuestionsCarloNo ratings yet
- Acristar #300Document1 pageAcristar #300ChristinaNo ratings yet
- Hardness Conversion ChartDocument1 pageHardness Conversion ChartFresly JayaNo ratings yet
- General NotesDocument7 pagesGeneral NotesAzzirrenNo ratings yet
- Install and replace windows and doorsDocument41 pagesInstall and replace windows and doorsRodrigo Andres Ruiz MedinaNo ratings yet
- Cable Current Carrying CapacitiesDocument3 pagesCable Current Carrying CapacitiesMuhammad RamzanNo ratings yet
- DEFINITION OF TERMS in PlumbingDocument7 pagesDEFINITION OF TERMS in PlumbingNina AliNo ratings yet
- Chapters 15-18 Kerala PWD ManualDocument62 pagesChapters 15-18 Kerala PWD ManualKarunamoorthi Ponnuswamy100% (1)
- Designing Pier Footings: Tips for Excavating, Laying Out, and Pouring Concrete FoundationsDocument7 pagesDesigning Pier Footings: Tips for Excavating, Laying Out, and Pouring Concrete Foundations63ragtopNo ratings yet