You might also like
- Service Parts List: 1/2" Hammer-DrillDocument3 pagesService Parts List: 1/2" Hammer-DrillCamilo PosadaNo ratings yet
- 5375 59 (C51A) Milwaukee PBDocument1 page5375 59 (C51A) Milwaukee PBalejandro.morenoNo ratings yet
- 4100C Pesos y UbicaciónDocument2 pages4100C Pesos y UbicaciónNorberto Galindo CHavezNo ratings yet
- LLAVE INALAMBRICA DE 3-4 MILWAUKEElgyc KyxcdluytflufvDocument2 pagesLLAVE INALAMBRICA DE 3-4 MILWAUKEElgyc Kyxcdluytflufvalejandro.morenoNo ratings yet
- Service Parts List: Bulletin NoDocument3 pagesService Parts List: Bulletin NoAmjad AlQasrawiNo ratings yet
- Service Parts List: M12 Brushless 3/8" Square Impact DriverDocument2 pagesService Parts List: M12 Brushless 3/8" Square Impact Drivergyslin tremblayNo ratings yet
- 922 Part ListDocument4 pages922 Part Listluisa fernanda ordoñez casasNo ratings yet
- Service Parts List: 54-06-2903 3/8" Pistol Grip Drill With Spindle Lock 069DDocument3 pagesService Parts List: 54-06-2903 3/8" Pistol Grip Drill With Spindle Lock 069DAmjad AlQasrawiNo ratings yet
- Service Parts List: M18™ Fuel™ Power Unit 2825-21 K49A 54-49-2810Document7 pagesService Parts List: M18™ Fuel™ Power Unit 2825-21 K49A 54-49-2810Amjad AlQasrawiNo ratings yet
- The Hole VehicleDocument1,368 pagesThe Hole VehicleCARLOS BELTRÁNNo ratings yet
- PRINT L Xx4c2j45sym0y3vqvuw0v1ej 3688Document3 pagesPRINT L Xx4c2j45sym0y3vqvuw0v1ej 3688OPAZOSCNo ratings yet
- FMC Technologies - SmithMeterF4-A3, S3, S5Document10 pagesFMC Technologies - SmithMeterF4-A3, S3, S5Leonardo BeltranNo ratings yet
- Exam 100 Question (Letter)Document1 pageExam 100 Question (Letter)Tommy SacksNo ratings yet
- Field Measurement Sketch: District: SPSR NelloreDocument1 pageField Measurement Sketch: District: SPSR Nelloredinesh velpulaNo ratings yet
- CE25MRTP - Tiller ArmDocument2 pagesCE25MRTP - Tiller ArmDavid VaquerizoNo ratings yet
- Year 2000 2004 2008 2012 2016 2020: Sum of Gold Sum of Silver Sum of BronzeDocument3 pagesYear 2000 2004 2008 2012 2016 2020: Sum of Gold Sum of Silver Sum of Bronzeadnane8sahliNo ratings yet
- Keiser m3 Parts Diagram2Document4 pagesKeiser m3 Parts Diagram2Iker MelladoNo ratings yet
- FF-Alarm SRDocument11 pagesFF-Alarm SRLê ĐứcNo ratings yet
- Parts List cl4nx Plus Dis 730Document12 pagesParts List cl4nx Plus Dis 730Eberle StefanNo ratings yet
- Chapter VII ResolutionsDocument27 pagesChapter VII ResolutionsAbid KhaksarNo ratings yet
- Partner 351 Partner 370 Partner 390 I Partner 420Document7 pagesPartner 351 Partner 370 Partner 390 I Partner 420Ahmed AvdicNo ratings yet
- PDMeter AssambleDocument8 pagesPDMeter AssambleYohemir MarinNo ratings yet
- From Serial Number: 31107044: Unit 1 Illustrated Parts BreakdownDocument4 pagesFrom Serial Number: 31107044: Unit 1 Illustrated Parts BreakdownPrzemysław CNo ratings yet
- Ux V100Document17 pagesUx V100Jose BenavidesNo ratings yet
- Kunci Soal A Kunci Soal B: Analisis Soal T Analisis Soal T Accbadbcbddbacddba BdacacbdbacbddcdbaDocument15 pagesKunci Soal A Kunci Soal B: Analisis Soal T Analisis Soal T Accbadbcbddbacddba BdacacbdbacbddcdbaNugiTariousNo ratings yet
- Service Parts List: M12 Brushless 3/8" Square Impact DriverDocument3 pagesService Parts List: M12 Brushless 3/8" Square Impact Drivergyslin tremblayNo ratings yet
- Service Parts List: M12 Brushless 3/8" Square Impact DriverDocument3 pagesService Parts List: M12 Brushless 3/8" Square Impact Drivergyslin tremblayNo ratings yet
- Parti List - AW SRF3Document1 pageParti List - AW SRF3Ivan MontaoNo ratings yet
- Maximus MXJ-1100 Spare Parts Edition 2Document75 pagesMaximus MXJ-1100 Spare Parts Edition 2servik.ventasNo ratings yet
- Type 1: R Parts ListDocument4 pagesType 1: R Parts ListBram TruyensNo ratings yet
- Partner, P391, 2002-06, Chain SawDocument3 pagesPartner, P391, 2002-06, Chain SawViktor BurkertNo ratings yet
- SIS 2.0.pdfHJDocument5 pagesSIS 2.0.pdfHJValmaq Prestação Serviço LdaNo ratings yet
- Motosierra Gasolina Partner 391 2003Document3 pagesMotosierra Gasolina Partner 391 2003Raúl T. F.No ratings yet
- Grindex Master Parts ListDocument8 pagesGrindex Master Parts ListDave WallaceNo ratings yet
- ISB Ruote Libere Free Wheels 01.09.14Document42 pagesISB Ruote Libere Free Wheels 01.09.14Lorenzo ToccaceliNo ratings yet
- Refer To All Illustrations of This Group For Auxiliary ViewsDocument6 pagesRefer To All Illustrations of This Group For Auxiliary ViewsCessar GallegoNo ratings yet
- Chapter VII Resolutions ResolutionsDocument26 pagesChapter VII Resolutions ResolutionsSuhailAlakhliNo ratings yet
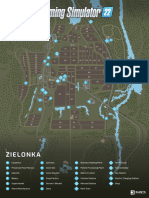
- Map Zielonka A3Document1 pageMap Zielonka A3fargastaNo ratings yet
- Hydraulic Torque Wrench S11000Document8 pagesHydraulic Torque Wrench S11000Juan100% (1)
- Ar100 Ar120Document2 pagesAr100 Ar120Nicoleta CosteaNo ratings yet
- Horse Trophy Pol 3d ModDocument8 pagesHorse Trophy Pol 3d ModOlli MagicNo ratings yet
- Ev Aohd45lattDocument4 pagesEv Aohd45lattRubén López SeijoNo ratings yet
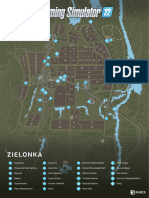
- Map Zielonka A4Document1 pageMap Zielonka A4kubazaj992No ratings yet
- Power Drive 55Document3 pagesPower Drive 55Denis RoyNo ratings yet
- Unit 1 Illustrated Parts Breakdown: Edizione 2010 Rev. ADocument19 pagesUnit 1 Illustrated Parts Breakdown: Edizione 2010 Rev. AIlie MarinelNo ratings yet
- Test PDFDocument1 pageTest PDFarkcgemNo ratings yet
- Farnsworth-Munsell 100 Hue Test ResultsDocument1 pageFarnsworth-Munsell 100 Hue Test ResultsrishiNo ratings yet
- 412 Ipb CH64Document12 pages412 Ipb CH64dellaadlinaNo ratings yet
- Repair Parts Sheet Hydraulic Torque Wrench Models S25000X and S25000PXDocument8 pagesRepair Parts Sheet Hydraulic Torque Wrench Models S25000X and S25000PX김기준No ratings yet
- Taskalfa 620/820: Parts ListDocument111 pagesTaskalfa 620/820: Parts ListHoward YouNo ratings yet
- Service Parts List: 54-26-0005 2551-20 M12™ FUEL™ SURGE™ 1/4" Hex Hydraulic Driver K42ADocument2 pagesService Parts List: 54-26-0005 2551-20 M12™ FUEL™ SURGE™ 1/4" Hex Hydraulic Driver K42AAmjad AlQasrawi100% (1)
- L Secoroc 250 PartesDocument1 pageL Secoroc 250 Partesever ttica ccoñisllaNo ratings yet
- Parts List Tommy Gate LiftDocument4 pagesParts List Tommy Gate LiftJONATHANNo ratings yet
- 36K100 Parts Manual 933030Document32 pages36K100 Parts Manual 933030TomNo ratings yet
- Sanyo FXD-775-RDS Service ManualDocument45 pagesSanyo FXD-775-RDS Service ManualAntonio Pérez RodríguezNo ratings yet
- Group 4 Main Control Valve Group 4 Main Control Valve: 1. Removal and Install of MotorDocument14 pagesGroup 4 Main Control Valve Group 4 Main Control Valve: 1. Removal and Install of MotorJoseph Emmanuel ParedesNo ratings yet
- 2st Lat RaiseDocument13 pages2st Lat RaisebvkfnsgkkmNo ratings yet
- AVHP7490DVDDocument3 pagesAVHP7490DVDmarco agudeloNo ratings yet
- The User-Computer Interface in Process Control: A Human Factors Engineering HandbookFrom EverandThe User-Computer Interface in Process Control: A Human Factors Engineering HandbookRating: 4 out of 5 stars4/5 (1)
- Cat Helimax 2016 Esp 1Document74 pagesCat Helimax 2016 Esp 1HKM IngenierosNo ratings yet
- Doosan D50SC 5 EngineMaintenanceManual SB4323E00 PDFDocument366 pagesDoosan D50SC 5 EngineMaintenanceManual SB4323E00 PDFSami Enis Arıoğlu100% (2)
- SMSR PHGM Catalog RefDocument20 pagesSMSR PHGM Catalog Refprashant mishraNo ratings yet
- SanmotionDocument198 pagesSanmotionmackNo ratings yet
- Catalogue of Thread Rolling MachineDocument14 pagesCatalogue of Thread Rolling MachinelusakeNo ratings yet
- Airvac ProfileDocument22 pagesAirvac ProfileAnurag YadavNo ratings yet
- Engineering in The Ancient WorldDocument222 pagesEngineering in The Ancient WorldMassimo RiserboNo ratings yet
- FS5A Shop ManualDocument192 pagesFS5A Shop ManualDorkDork08100% (1)
- 2022 01 MED21A T1-Assessment QestionPaperDocument4 pages2022 01 MED21A T1-Assessment QestionPaperIshmael MvunyiswaNo ratings yet
- Dutro HybridDocument169 pagesDutro HybridDaniel Farfán91% (11)
- FOOTSTEP POWER GENARATOR 5522.pptmDocument19 pagesFOOTSTEP POWER GENARATOR 5522.pptm19355 Sai PraveenNo ratings yet
- XE301P Service ManualDocument77 pagesXE301P Service ManualJohn Holding100% (1)
- Advanced CAD Practical FileDocument31 pagesAdvanced CAD Practical FileJitender KumarNo ratings yet
- Hyc400+sos 330Document15 pagesHyc400+sos 330Pradeep KumarNo ratings yet
- Compressor SpecificationDocument9 pagesCompressor Specificationcarzante100% (1)
- Installation and Maintenance Slewing Rings Special Bearings: RollixDocument6 pagesInstallation and Maintenance Slewing Rings Special Bearings: RollixMehedi HasanNo ratings yet
- AGITATORS Brochure TacminaDocument12 pagesAGITATORS Brochure TacminaSantoshkota123No ratings yet
- Transfer Case Electrical RMDocument51 pagesTransfer Case Electrical RMDaniel Canales75% (4)
- Original Manual: Type MF3iw - DVDocument37 pagesOriginal Manual: Type MF3iw - DVSuellen Fonseca100% (1)
- Manual Gearbox 02TDocument16 pagesManual Gearbox 02TSleepy HollowNo ratings yet
- Mathematical Models Used in Gear Dynamics-A Review: Jollmal of Sollnd and VibrationDocument29 pagesMathematical Models Used in Gear Dynamics-A Review: Jollmal of Sollnd and VibrationKuldeep SharmaNo ratings yet
- Three Mode Steering System For Light Weight Automobile VehiclesDocument4 pagesThree Mode Steering System For Light Weight Automobile VehiclesijsretNo ratings yet
- TRT 2020 Controls PDFDocument20 pagesTRT 2020 Controls PDFMario LaurieNo ratings yet
- TR-3650 Service ManualDocument60 pagesTR-3650 Service Manual2001Silvy86% (7)
- Design and Modeling of Drum Handling EquipmentDocument9 pagesDesign and Modeling of Drum Handling EquipmentIJIRST100% (1)
- Technical Spec P-8781-1 Rev 00Document45 pagesTechnical Spec P-8781-1 Rev 00Wong Yew Wei0% (2)
- Chinook Familiarization ManualDocument78 pagesChinook Familiarization ManualJefferson Netto50% (2)
- Pump ServiceDocument22 pagesPump Serviceahmad adelNo ratings yet
- Forbidden Lego: I Nsa N Ely Fu N Lego Models That Break The Lego Rules!Document193 pagesForbidden Lego: I Nsa N Ely Fu N Lego Models That Break The Lego Rules!Gonçalo Barateiro DiogoNo ratings yet
- Yamaha Dragstar 650 Service ManualDocument327 pagesYamaha Dragstar 650 Service ManualTom Amca100% (3)