Instrumentation & Control Chapter 2: ELECTRONIC CONTROL
Chulalongkorn University ‘Module 2: Control nt
CHAPTER 2: ELECTRONIC CONTROL
MODULE 2: CONTROL EQUIPMENT
Inductive Position Detectors MOTION
« This type of position detector is
widely used by instrument
manufacturers (e.g., Fischer and
Porter) as a means of providing a
voltage change which is
proportional to a positional input.
* A permeable ferrite disc is
positioned by the process variable
(i.e. pressure) with respect to a
“sensing” coil.
* With the disk in a given position,
the coil inductance (L) will cause a
particular reactance (X, = 2x f L)
resultant voltage applied to the detector in Figure 1 will be V. = Ex - V1.
« If the process pressure increases, the ferrite disk is moved closer to the sensing coil, raising the
magnetic flux density in the coil (the same effect as placing an iron core in a solenoid), and therefore
increases its inductance.
END OF
FORCE BAR
Figure 1: A Variable Inductance Position Sensor.
page 2-2-7
Instrumentation & Control Cheer 2 ELE ELECTRONIC -JNTROL
Chulalongkorn University Module 2: Contro! Equipmer
The resulting inductive reactance increase for the coil will cause a larger voltage drop across the coil and
consequently, a lower potential applied to the detector (V2). The net result of such a displacement detector
will be a voltage change linearly related to the measured change in process pressure. This voltage can in
turn be used to produce a 4-20 mA signal.
Note that the excitation voltage E, is an a-c voltage at a fairly high frequency, typically 5000 Hz. A high
frequency voltage is used because:
1. It reduces the physical size of the coil for a particular reactance
(XL = 2 « frequency « L).
2. It minimizes the effect of 60 Hz power line interference.
page 2-2-2
Instrumentation & Control Chapter 2: ELECTRONIC CONTROL
Chulalongkorn University Module 2: Control Equipment
Variable Core Transformer Detector
The variable core transformer detector is Core
a modified version of the inductance See 1 Secondary Voltage
detector. The position of the core of a :
differential transformer is varied directly Primary Voltage +
to the process pressure to provide a Sec
change in the secondary potential. (See
Figure 2)
The core, which is a ferrite slug, is z
positioned half way between the two Input Motion
secondary coils when the differential
pressure is zero, The secondary coils,
h are connected in series opposition, Figure 2: A Typical Variable Core Differential Transformer
will have the same output and therefore, the (Foxboro) Displacement Sensor.
net secondary voltage is zero.
As the process pressure increases, the core is forced upwards, increasing the inductive coupling in the top
winding (Sec 1) and decreasing it in the lower winding (Sec 2). This results in a net secondary voltage. The
secondary output voltage can be monitored to provide an indication of the process pressure. This type of
position detector is used by manufacturers such as Foxboro.
(page 2-2-3
Instrumentation & Control Chapter 2: ELECTRONIC CONTROL
Chulalongkorn University ‘Module 2: Control Equipment
Capacitive Position Detectors
The capacitive detector (manufactured
by Rosemount) responds to an increase
in process pressure with a decrease in
capacitive reactance.
A capacitive detector employs a DP
capsule in which the facing capsule
sides are actually the plates of a
capacitor (Figure 3).
As the applied differential pressure is
increased, the separation distance
between the plates is decreased, thus
raising the capacitance (C = KE, A/d)
Figure 3: A Capacitance Type DP Capsule.
page 2-2-4
Instrumentation & Control
Chulalongkom University
Figure 4 shows that an oscillator supplies and
receives a-c voltage with respect to the capacitor
plates. The distance between the plates determines
the capacitance of the detector. In turn the
capacitance determines the output frequency of the
oscillator circuit The frequency signal acts as the
input to the amplifier which produces a 4-20 mA
signal.
The capacitor DP capsule is sealed at the time of
manufacture and is, generally, impossible to repair.
Precision and reliability of manufacture make it
unnecessary to maintain or service this type of
detector except in unusual situations. Capacitive
detector, DP transmitters, have become more
popular in process applications.
Chapter 2: ELECTRONIC CONTROL
‘Module 2: Contro! Equipment
CAPACITOR
‘PLATES:
Wea
ve
>| SENSING
1ekct DIAPHRAGM
AEE icin InsuLation
OIL FILL
I
pee WELDED SEALS.
Figure 4: Typical Capacitive Capsule.
page 2-2-5
Instrumentation & Control Chapter 2: ELECTRONIC CONTROL
Chulalongkorn University ‘Module 2: Control Equipment
Resistive (Strain Gauge) Detectors
* The bonded strain gauge is a device which is = ~~ ~~~ (2) ae me
fixed to the surface of an object to detect the i
strain as a force is applied to the object. 1
* One form of the strain gauge is a metal wire of 1
very small diameter laid in a multi-looped '
configuration as shown in Figure 5.
« Fora metal Resistance = pe length / area
FORCE
« Where 9 is the resistivity of the metal.
* When force is applied as indicated in Figure 5,
the overall length of the wire tends to increase
while the cross-sectional area decreases. FORCE
* The amount of increase in resistance is
proportional to the force which reduced the Figure 6: A Metallic Conductor Bonded
change in length and area. Strain Gauge Device.
« The output of the strain gauge is a change in
resistance which can be measured by the input
circuit of an amplifier.
page 2-2-6
Instrumentation & Control
Chutak Univer
Chapter 2: ELECTRONIC CONTROL
‘Modul 2: Control Equipment
Strain gauges can be bonded to the surface
of a pressure capsule or to a force bar
positioned by the measuring element.
Shown in Figure 6 is a strain gauge that is
bonded to a force beam inside the DP
capsule.
The change in the process pressure will
cause a resistive change in the strain gauges,
which is then used to produce a 4-20 mA
signal.
WIT,
Ny — at
Electronics
enclosure
diaphragm
‘Sensing capsular
element
Figure 6: Resistive Pressure Transmitter.
page 2-2-7
Instrumentation & Control
Chapter 2: ELECTRONIC CONTROL
Chulalongkom University ‘Module 2: Control Equipment
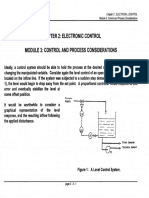
Alarm Indicators
Suppose we have a tank with water inflow throttled by a hand valve and an outflow controlled by a
centrifugal pump as illustrated in Figure 7.
« If the water level in the tank gets too high due
to inflow or outflow disturbances, the tank will
overflow.
+ On the other hand, if the water level gets too
low, suction head is reduced and pump
cavitation may occur.
* In either case, devices that can warn the
operator of these abnormal process conditions
are needed.
* If a high level alarm and a low level alarm are
installed, the operator will have enough time to
intervene and adjust these abnormal process
conditions before any damage occurs.
« Alarms are the first line of defense against
abnormal conditions, so their correct operation
is very important.
INFLOW
OUTFLOW
PUMP
Figure 7: Simple Level Control Scheme With Hand Valve.
(page 2-2-6
Instrumentation & Control Chapter 2: ELECTRONIC CONTROL
Chulalongkorn University Module 2: Control Equipment
A typical alarm system consists of three
major components: - UGHT
+ comparator Sanat ——>oonPasaron felay oe
° detector
* relay.
A block diagram of a current alarm is ser
shown in Figure 8. POINT
The comparator compares the process Figure 8: Block Diagram of a Current Alarm.
signal (say a 4-20 mA signal from a level
transmitter) with the alarm setpoint.
In the case of a high level alarm, if the process signal is above the setpoint, the detector will cause the
relay to change state and therefore annunciate the alarm condition.
To gain a full appreciation of alarm operation, it is necessary to have a basic understanding of relay
construction.
(page 2-2-9
Instrumentation & Control Chapter 2: ELECTRONIC CONTROL
‘Chulaiongkom Universi Module 2: Control Equipment
Relays
: NORMALLY
° A relay is basically an 1 OPEN—N/O
electromagnetic switch which NORMALLY.
controls three contacts. I . cuosep—nc CONTACT SYMBOL,
* Energizing the relay coil will ont 29° COMMON—C
provide a certain contact status +4 ke Bean aia
whereas de-energizing the relay IRON PLUG
coil will provide the opposite NORMALLY
status. A simplified 1 CLOSED—N/C
t RETURN
electromagnetic relay is shown in ~ ye SPRING
Figure 9. InbuT es
* When the coil is energized, it TERMINALS
attracts the iron plug towards the
left_by overcoming the spring Figure 9: A Simplified Relay Circuit.
force. This will cause the relay to
change state.
* The relay contact labels are
designated in the normal state.
* Normal state is with the relay in a
box, on the sheif and ready for sale. That is, no power is applied to the relay in the normal state.
« Inthe normal state, contact #2 and #3 are shorted (closed). For this reason, contact #2 is called normally
closed (N/C) contact.
* When the coil is energized, contact #2 and #3 will open while contacts #3 and #1 will be closed. Since
contact #1 is open when the relay is in normal state it is called normally open (N/O) contact.
« Contact #3 is always connected to either contact #1 or #2, it is therefore called the common (C) contact.
page 2-2- 70
\
‘Instrumentation & Control Chapter 2: ELECTRONIL CONTROL
Chulalongkom University Module 2: Control Equipment
Fail-Safe Current Alarm
(CURRENT FLOWS
TO THE RELAY
/UNDER NORMAL,
‘CONDITION.
« Most alarms can be used as either
high level or low level alarms by
the flick of a switch.
« When the alarm is used as a high
level alarm, the process signal (a
4-20 mA current from an __PArocess sianat
electronic transmitter) is normally travswnen Set RELAY —_UGHT AND
lower than the alarm setpoint, 1s incline
which is the level at which the
alarm will annunciate.
+ When the alarm is used as a low Figure 10:..A Low Level, Fail Safe Alarm Under
level alarm, the process signal is Normal Operating Condition.
normally higher than the setpoint.
In both cases the setpoint of the
alarm is adjusted by means of a
rheostat.
DETECTOR
‘SET POINT
An alarm must fail safe.
* That is, upon the loss of power supply to the alarm, the light and buzzer circuit connected to the alarm
has to be energized and thus annunciate the condition.
« To fulfill this requirement, all alarms are de-energized to operate.
page 2-2-17
Instrumentation & Control Chapter 2: ELECTRONIC LONTROL
Chulalongkorn University Module 2: Control Equipment
Selectors
In control systems where redundant instrumentation or override capability is required, it is often necessary
to select a particular output from several inputs. In these cases, electronic selectors that can compare the
inputs and allow the designated signal to pass through as the output are required. There are three kinds of
selectors, namely: high. low and median selectors.
High Selector
A high selector is a ci A HIGH OUTPUT =
the highest of all incoming signals to 4 A
pass through as the output. A block g SELECT
diagram of a two input high selector is
shown in Figure 11.
A>B
If the magnitude of signal A is higher 7 i: 7
than signal B (A > B), then the output of the Figure 11: Block Diagram of High Selector.
selector will be signal A.
page 2-2-2
Instrumentation & Control Chapter 2: ELECTRONIC CONTROL
Chulalongkorn University Module 2: Contro! Equipment
An application of a high selector in a boiler feedwater flow control system is shown in Figure 12.
° The feedwater flow to a bank of three STEAM TO TURBINE
boilers comes from a single feedwater line.
* The feedwater valve is controlled in
accordance with the level in the boilers.
* In this case, the highest of the signals from
the three boiler level transmitters is used to
control the valve movement.
« This is because high feedwater level in the
boilers is undesirable as any carryover
could cause permanent turbine damage.
FEEDWATER
VALVE
Figure 12: Simplified Feedwater Control System
for a bank of three boilers.
page 2-2-13
Instrumentation & Control
Chulalongkorn University.
Low Selector
« A low selector allows the lowest of
all incoming signals to pass through
as the output signal.
« For low selector, if the magnitude of
signal A is higher than B (A > B), the
output of the selector will be B.
Median Selector
« A median selector can be constructed
by a combination of, high and low
selectors. The principle underlying
the median selector is that one
extreme signal is eliminated at a time,
leaving only the median.
« The median selector can take either of
the forms shown in Figure 14.
* A median selector in-general will
eliminate erroneous or irrational signals.
Chapter 2: ELECTRONIC CONTROL
Module 2: Control Equioment
LOW OUTPUT =
SELECT B
A>B
Figure 13: A Block Diagram of Low Selector.
A>a>c
ete ourrur=
8 2
A>B>c
Figure 14: Two Median Select Block Diagrams.
(page 2-2- 14
Instrumentation & Control
Chapter 2: ELECTRONIL CONTROL
Chulalongkorn University Module 2: Control Equioment
s ; ing Amplifi
« In some control schemes the
sum of all incoming signals is
required.
« A summing amplifier (or
summer) can be used for this
purpose. A block diagram of a
summing amplifier is shown in
Figure 15.
* The output of the summing
amplifier is the sum of individual
inputs multiplied by a weighting
term, which is usually adjustable
by varying the value of a resistor.
A popular variation of a summing
amplifier is an averaging amplifier.
For a two input averaging amplifier
as shown in Figure 16, the values of
K, and K, are adjusted to be 1/2.
Thus the output is the average of the
two input signals.
SUMMING
AMPLIFIER
OUTPUT =
KyA + KpB + KgC
Figure 15: Block Diagram of a Summing Amplifier
Ky=1/2
AVERAGING
AMPLIFIER,
OUTPUT =
A+B
2
Figure 16: Two Input Averaging Amplifier.
page 2-2-15
Instrumentation & Contro! Chapter; ELECTRONIC CONTROL
Chulalongkorn University ‘Modula 2: Control Equipment
Square Root Extractor
ORIFICE
Up to now, our flow measurement loop can be PLATE
represented by the installation shown in Figure 17.
A primary device such as an orifice plate is used to etter] ——__—-
create a restriction. A flow transmitter is used to
sense the differential pressure across the primary FLOW eee
device and output a 4-20 mA signal. || | -
The relationship between the flow rate (Q) and
differential pressure (AP) is:
Qa Jap
Rearranging the above expression yields HIGH Low
. PRESSURE PRESSURE
AP x Q'
To convert the signal from the flow transmitter, 4—20mA AP
which is proportional to P (« Q’), to a signal that is
proportional to the flowrate (« Q), the square root of
the signal from the flow transmitter has to be taken.
Figure 17: A Flow Loop With Orifice Plate.
The square roof extractor is an electronic (or pneumatic), device that takes the square root of the signal
from the flow transmitter and outputs a corresponding linearized flow signal. Several different methods are
used by the manufacturers in the construction of the square root extractor.
page 2-2-16
Chapter2: ELECTRONIC CONTROL
Instrumentation & Control
‘Module 2: Contro! Equipment
Chulalongkom University
Figure 18 illustrates the input - output relationship of a square root extractor.
100%
266%
(17.36ma)
707%
(15:3ma)
50%
(12m)
o% 25% 2% 75% 700% eT
(dena) (ema) (rama) (iemay (20mA)
Figure 18: Input and Output Relationship of Square Root Extractor.
page 2-2-17
Instrumentation & Control
Chulalongkorn University
Chapter2: ELECTRONIC CONTROL
‘Module 2: Contro! Equipment
A typical square root extractor installation is shown in Figure 19.
Square root extractors are usually current
operated devices so they can be
connected directly in the 4-20 mA current
Joop of a flow transmitter.
The output of the square root extractor is
again a 4-20 mA signal. This signal is
directly proportional to the flowrate in the
pipework.
The signal from the square root extractor
usually goes to a controller, as shown in
Figure 19.
The controller (which can be regarded as
an analog computer) is used to control
the final control element, usually a valve.
ORIFICE
“ PLATE
Se
FLOW
== |——
Low
PRESSURE
HIGH
PRESSURE
CONTROLLER
Figure 19: A Typical Square Root Extractor
Installation.
page 2-2-18
Instrumentation & Control
Chulalongkorn University
Cut-Off Relay
« At the low end of the scale, the square root
extractor has very high gain.
For example, a 0.49% input implies a 7% output.
If due to noise, temperature or other disturbances,
the input drifted from 0% to 1% (i.e., from 4 mA to
4.16 mA), the output would have changed from 0%
to 10% (4 mA to 5.6 mA). This is a significant error
and it has to be eliminated.
» For this reason, square root extractors are
equipped with cut-off relays.
* The setting for the relay can be adjusted from 6% to
10% of output.
« Shown in Figure 20 is a response curve for a cut-off
relay set at 7% output. In this case, any input
signal below (0.07) or 0.49% would be ignored by
the extractor.
¢ The output of the extractor would remain at 0% as
long as input is below 0.49%.
« When the input exceeded 0.49%, the output would
resume its normal curve, starting at 7%.
ee
page 2-2-19
Chapter2: ELECTRONIC CONTROL
‘Module 2: Control Equipment
~Nno aan 70S
CUTOFF
POINT.
77] SQUARE ROOT CURVE
(LOW END)
OUTPUT—PERCENT
01.2.3 4 56 7 8.910
INPUT— PERCENT
Figure 20: Response Curve for Extractor with
7% Cut-Off Setting.
Instrumentation & Control Chapter2: ELECTRONIC CONTROL
Chulalongkorn University ‘Module 2: Control Equipment
Current to Pressure (I/P) Transducer
ORIFICE
The signal we have been dealing with up berate PNEUMATIC
to now is electronic (i.e, 4-20 mA). VALVE
However, in practice, most of the control —_——— JJL
loops end up with valves that are rLow ——»
pneumatically operated. A typical flow
control loop is shown in Figure 21. [|
In this loop, a pneumatic valve is used
to control the flow. cH unRENT TQ PRESSURE
* The electronic signal from the square PRESSURE
root extractor is fed to a controller, 4—20mA,
which determines the opening of the
valve.
* The controller outputs another 4-20 GONIROLLEHI
mA electronic signal.
* Since the valve is pneumatically Figure 21: A Closed Loop Flow Control Scheme.
operated, a means of converting the
electronic signal to a corresponding
pneumatic signal which will operate
the valve is required.
A current to pressure (I/P) transducer (sometimes called A/X, i.e., A - current, X - transducer) as shown in
Figure 21, is used for this purpose. It takes the electronic signal from the controller as an input and
outputs a pneumatic signal to control the valve action. The output signal from the I/P transducer is in the
range of 20-100 kPa.
Sinn nn
page 2-2-20
You might also like
- 02 MD 01 Control ConceptsDocument28 pages02 MD 01 Control ConceptsArun KumarNo ratings yet
- Field Bus CommunicationDocument30 pagesField Bus CommunicationArun KumarNo ratings yet
- 03 MD 01 Level ControlDocument22 pages03 MD 01 Level ControlArun KumarNo ratings yet
- 02 MD 03 Control and Process ConsiderationsDocument15 pages02 MD 03 Control and Process ConsiderationsArun KumarNo ratings yet
- Vibration Level Switch 3Document15 pagesVibration Level Switch 3Arun KumarNo ratings yet
- ALHOSN Test ResultDocument1 pageALHOSN Test ResultArun KumarNo ratings yet
- TransducersDocument43 pagesTransducersArun KumarNo ratings yet
- Conductivity MeterDocument15 pagesConductivity MeterArun KumarNo ratings yet
- TN-3202101221310 CertificateDocument1 pageTN-3202101221310 CertificateArun KumarNo ratings yet
- State Bank of India SENTHUR EnterprisesDocument1 pageState Bank of India SENTHUR EnterprisesArun KumarNo ratings yet
- State Bank of India PDFDocument1 pageState Bank of India PDFRaj RoyalNo ratings yet
- State Bank of India PDFDocument1 pageState Bank of India PDFRaj RoyalNo ratings yet
- Remove Family MemberDocument1 pageRemove Family MemberArun KumarNo ratings yet
- For Any Reference Visit: Https://sarathi - Parivahan.gov - In/sarathiserviceDocument1 pageFor Any Reference Visit: Https://sarathi - Parivahan.gov - In/sarathiserviceArun KumarNo ratings yet
- Guidelines For Filling Up The Application Form-6 General Instructions Who Can File Form-6Document3 pagesGuidelines For Filling Up The Application Form-6 General Instructions Who Can File Form-6StuartRobNo ratings yet
- Optiflex 1300 C: Supplementary Installation and Operating InstructionsDocument19 pagesOptiflex 1300 C: Supplementary Installation and Operating InstructionsArun KumarNo ratings yet
- LL Slot BookDocument2 pagesLL Slot BookArun KumarNo ratings yet
- Self Declaration FormDocument1 pageSelf Declaration FormArun KumarNo ratings yet
- Shree Varma BionaturalsDocument1 pageShree Varma BionaturalsArun KumarNo ratings yet
- Drive Control Philosphy R-3Document3 pagesDrive Control Philosphy R-3Arun KumarNo ratings yet
- Supplementary Installation and Operating Instructions Bm70 A / PDocument8 pagesSupplementary Installation and Operating Instructions Bm70 A / PArun KumarNo ratings yet
- OPTISOUND 3000series Operating InstructionsDocument32 pagesOPTISOUND 3000series Operating InstructionsArun KumarNo ratings yet
- Installation and Operating Instructions Level-Radar: KROHNE 06/2004 7.02230.32.00Document28 pagesInstallation and Operating Instructions Level-Radar: KROHNE 06/2004 7.02230.32.00Arun KumarNo ratings yet
- Arun WoodDocument5 pagesArun WoodArun KumarNo ratings yet
- Assembly Features: Front ViewDocument2 pagesAssembly Features: Front ViewArun KumarNo ratings yet
- Samson 373X 5Document8 pagesSamson 373X 5Arun KumarNo ratings yet
- Detail Engineering SummaryDocument15 pagesDetail Engineering SummaryDattatray Nikam100% (6)
- Volume BoosterDocument8 pagesVolume BoosterArun KumarNo ratings yet
- Fisher Fieldbus6200Document340 pagesFisher Fieldbus6200Arun KumarNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)