Professional Documents
Culture Documents
Plano de Avion Exper 79710 Downloadable 5698003
Uploaded by
charly36Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Plano de Avion Exper 79710 Downloadable 5698003
Uploaded by
charly36Copyright:
Available Formats
Accede a apuntes, guías, libros y más de tu carrera
PLANO DE AVIÓN EXPERIMENTAL
24 pag.
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
OSVALDO DURAN
A
A
N
A
R
U
D
O
LD
A
V
S
O
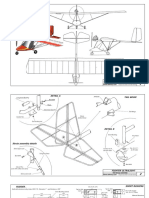
FIGHTER ULTRALIGHT -
Three view
Plans delivery.com Designed and drawn by Osvaldo Durana 1
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
DETAIL A
AN Bolts
Long Inner Bushing TAIL BOOM
Bolt AN4
Hinge
Short Inner Bushing
Tail fittings
Struts
Control Tee
(dotted lines)
Self locking nut
DETAIL B
Inner Bushing
Pop Rivet
Struts assembly details
B
O
S
Dia. 25,4 (1)
V
A
Strut Upper Link Contour to fit
L
D
O
D
U
R
(to fit tube)
A
N
elevator tube
A
25,4
(1)
Tail group Strut
Bolt AN4
Dia.6,35
(.25)
Bolt AN4
Clevis Pins
(use with safety lock pins)
FIGHTER ULTRALIGHT -
Tail Group assembly
Strut Lower Link
Plans delivery.com Designed and drawn by Osvaldo Durana 2
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
SHORT BUSHING
RUDDER . Dia. 6,35 (.25)
Built with aluminum alloy tubes 6061-T6 - Diameter 1 - wall thickness .065 Tap for AN4
Tap for AN4
Bolt Dia. To fit snuggly
Bolt 15 (.59)
Inner Bushing (short)
into 25,4 (1) tubes
Dia. To fit
406 203
snuggly 12
(8) Material Aluminum
12
(16)
(.47)
into 25,4 (.47)
30 (1.18)
22 (.86)
(1) tubes 22(.86)
B 60 (2.36)
B 36 (1.42)
LONG BUSHING
Radius 127 (5) Rad.127 5 =(.197)
(5) 21,5 = (.846) TAIL GROUP
558 (22)
5
21,5
5 FITTING
Material
FIN
Dia.25,4 Dia.25,4 304 Stainless Steel
Rad. 11
(1) (1)
Bend line
35 56 1,5 (.063) thickness
(0.43)
(1.38) (2.20) 3 Required.
Dia. 6,35
Dia. 19 (3/4) x (.25)
1,65 (.065)
Hardwood bushing
1255 (49-7/16)
Dia.19 (3/4) x 92 (3.62)
1,65 (.065)
114,5 (4.5)
70
1360 (53-1/2)
(2.76)
Rad. 9
CONTROL TEE
(.35) 2024-T3 Aluminum
Rad. 127 (5)
Dia 6,35 5 (.190)Thickness
(.25) 1 Required
Rad.12,7 33 (1.30)
Long Inner (.50)
Bushing
225 (8-7/8)
Dia 6,35
127 (5) (.25) 30 (1.81)
B B
127
(5)
482 Rad. 9 (.35)
(19)
450
(17-3/4)
FIGHTER ULTRALIGHT -
Tail Group /Rudder
Plans delivery.com Designed and drawn by Osvaldo Durana 3
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
ELEVATOR .
Built with aluminum alloy tubes Quality 6061-T6 - Diameter 25,4 (1)
130 127
1185 (46-5/8) Wall thickness .065
(5.11) (5)
600 (23-3/8)
425 (16-3/4)
Lower link attachment point
Dia. 19 (3/4) x 1,65 (.065)
(see plan #2) Rad. 152 (6)
203 (8)
Dia. 25,4 (1) x 1,65 (.065)
B B B
B
2500 (98.425)
B B
B B
101 (4) Lower link attachment point
R (see plan #2)
301 (11-7/8)
R 152 (6)
27º
625 (24-5/8)
UPPER LINK .
R 225 (8-7/8)
Stainless Steel
1,5 (.063) Thickness
1 Required
Dia. 6,35 (.25)
25,4 930 (36-5/8)
Dia.5 (3/16)
(1)
Drill to fit Clevis pin Dia. 5 (3/16)
Dia. 5 17 (.67) Dia 15 (5/8)
50,8 (2)
(3/16)
TAIL GROUP STRUTS .
Dia. 5 (3/16)
Aluminum tube Dia. 15 (5/8) x 1.65 (.065)
1,5 (.060)
2 Required
Dia. 5
Length*
(3/16)
30 (1.18)
FIGHTER ULTRALIGHT -
* Once the tail group is built and assembled, align it and Tail Group /Elevator
Stainless Steel 1,5 (.063)
LOWER LINK . 2 Required
take the exact measurement of the struts
Plans delivery.com Designed and drawn by Osvaldo Durana 4
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
WING
Wing Spar
Wing Spar Bracket
Wing Tip Aileron
. Wing rib
Boom
Compression Struts
See Details A, B, C, D, E and F on Page 6
Wing rib Detail
Turnbuckles
,
Rib/Spar attachment
Compression Strut
Turnbuckles
Rear Spar
Reinforcement Bushings
Tensor Cable
Link
Wing Root
O
S
V
Front Spar
A
L
D
O
D
U
R
A
FIGHTER ULTRALIGHT
N
A
Wing Spar
-
Bolts
Wing /Assembly
Wing strut fittings
Plans delivery.com Designed and drawn by Osvaldo Durana 5
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
DETAIL B DETAIL C
Aileron Ribs Aluminum tube Dia. 9,5
DETAIL A
(3/8) 0,90 (.035) Wall Thk
Trailing edge tube
Aileron Spar Aluminum tube Dia. aluminum Dia 15,8 (5/8)
38(1-1/2) 1,47 (.058) Wall Thk 1,47 (.058) Wall Thk
Aluminum Sheet tip
Aileron Spar
Wood screw
Steel pop rivet
Aileron Rib Hardwood insert
Aleron Root
DETAIL F
Aileron Tip Assembly Wing Tip
DETAIL D
Wing Spar
Reinforcement Bushing
Aileron Spar
Plastic bushing
25,4 (1)
DETAIL E
5 Steel pop rivets
Wing Spar Hinge
Hardwood Bushing
50,8
(2)
Tensor cable
30
Aileron Control Arm
(1.18)
Hardwood inner reinforcement
101(4) long.
4 Reqd.
Link
Bolt
FIGHTER ULTRALIGHT -
Wing /Details
Plans delivery.com Designed and drawn by Osvaldo Durana 6
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
Wing .
Spars: 2024-T3 Diameter 50,8 (2) -1,65 (.065) wall thickness - Compression Struts 2024-T3 Aluminum tube Dia 25,4 (1) - 1,65 (.065)Wall Thk
Top view
200(7.87)
4520 (177.95) Wing root
2970 (117)
1320 (52)
Front Spar 550(21.65) 101 (4)
Compression strut
le
Compression strut
Wing Tip b
Wing ribs (9 per wing)
a
c
r
o
s
n
e
T
1170 (46.06)
Hinge
Wing tip bolted
to rear Spar
200 (7.87) Hinge Hinge
Hinge 260(10.23)
Aileron
Trailing edge
Dia 15,8(5/8) 640 (25.19)
20º
4450 (175.20)
Wing Brackets .
Mat: Stainless Steel - 2,5 (.100) Thick - 4 Required
6061-T6 Aluminum Tube Dia
25,4(1)
R 16 Dia 8
(.63) (.312)
Wing Tip . R160
Dia 8
Bending line
200(7.87) 54 (2.12)
(6.30)
2 Required (.312)
Dia11
150(5.90)
(7/16)
54(2.12)
150(5.90)
1175(46.26)
FIGHTER ULTRALIGHT -
Wing /Construction Details
Plans delivery.com Designed and drawn by Osvaldo Durana 7
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
AILERON CONTROL ARM
Bend around Dia 8 (.312) WING STRUT FITTING
80 (3.15)
to get a U shape 72
74
R 18 R.16
(2,83)
(2.91) R. 17
(.70) (.63)
(.67) R. 17
R. 9 (.35) Dia. 6,36 (.25) 2024-T3 Alum.
(.67)
50
Thickness: 5 (.190)
(1.97)
Dia. 6,35 (.25) 8 Required
35
Dia. 8 (.312)
(1.38)
Dia. 8 (.312)
70
R. 44 (1.73)
STRUT INNER LINK
(2.75) 50
Mat: Stainless Steel
(1.97)
Dia. 6,35 108º Thickness: 2 (.080)
(.25) R.16 (.63)
4 Required
87
R. 17
(3.42)
WING STRUT TIP
(.67)
4130 Steel
50
Thickness: 2 (.80)
Material 2024-T3 aluminum Thickness 5 (.190) 2 Required (1.97)
Dia 8
8 Required
(.312)
73
2 (.080)
Dia 5 (.187) (2.87)
R 8 (.31)
8 (.31)
HINGES Chamfer Detail
Dia. 8 (.312)
20
22 (.86)
R. 17
Mat: Stainless Steel 1,5 (.063) Thick
(.80)
13
SPACER
(.51)
(.67)
14 Required
Mat: Steel
14
23
2 (.080) Thick.8 Required
(.90) (.55)
25º
R.15 (.60)
LINK
9
Dia.6,35
(.35)
(.25) 30 (1.18)
30 (1.18)
84 (3.30)
180 (7.08) 5 (.20)
R.11 (.43) Dia.6,35
112 (4.41) 30 (1.18) (.25)
Dia 3(.12) Dia. 8
Bend 90º
20 (.312)
(.80) upward by
Bending lines 15 (.60)
38 (1.50)
Dia. 3 dotted lines
Dia.6,35
(.12)
(.25)
Material :Stainless Steel
53 (2.08)
5 (3/16) 104 (4.09) Thickness 1,5 (.063)
8 Required
232 (9.13) FIGHTER ULTRALIGHT -
Wing /Construction Details
AILERON TIP Mat: Aluminum sheet 2024-T3 - 0,7 (.025) Thick - 2 Required Plans delivery.com Designed and drawn by Osvaldo Durana
8
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
(4.527)
(6.575)
(6.220)
(6.693)
(6.417)
(6.772)
(7.441)
(5.905)
(6.732)
(6.614)
(6.496)
(3.740)
(6.338)
(6.732)
(5.590)
(5.118)
167
158
170
163
172
189
150
171
168
165
161
171
115
142
130
95
(2.835)
72
25,4
(1)
Wing ribs are made from aluminum alloy tubes Dia. 9.52 (3/8) .035 wall thickness
riveted from leading edge spar to trailing edge spar.
Wing Rib Attachment
Mat: 2024-T3 Aluminum Sheet
30
0,7(.025) Thick - 36 required
(1.18)
1170
Drill for pop rivets
(2.76)
(46.063)
25,4
(1)
70
101
FIGHTER ULTRALIGHT -
(4) Detail rear spar
Wing /Airfoil-Wing rib
Plans delivery.com Designed and drawn by Osvaldo Durana 9
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
Front mast DETAIL A DETAIL B
Fuselage Front end
Exploded view Boom ring
AN5 Bolts
Fuselage nose plate
Central Brackets
(upper) Fork
Central boom support
Bushing
Rear boom support
Fuselage nose plate
(lower)
Side member
Rear member 3
Front mast
Reinforcement
B
tube
Side member
2
Fork
Side member
1) Boom support bracket
2) Rear link plate
3) Wing strut link plate
Nose wheel
4) Landing gear mounting bracket
FIGHTER ULTRALIGHT -
Fuselage/Cockpit - Assembly Details
Plans delivery.com Designed and drawn by Osvaldo Durana 10
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
3900 (153.54)
530(20.86) 1170(46.06)
Boom
650(25.60) 1550(61.02)
40(1.57) 153(6.02) Mat: 6063-T3 Aluminum Tube
463(18.23)
Dia 101 (4) 2 (.078) Wall Thk
90(3.54) 240(9.45) 437(17.20)
Rear Boom
Central Plate 135(5.32) Support
Mat: 2024-T3 Aluminum 5(.190) thick - 1 Required
Mat: 6061-T6 Aluminum
R 180 (7.09) 168(6.61) tubes Dia 28 (1-1/8)
R 150(5.90)
1,5 (.058) wall Thickness
Central Boom Support
2 Required (rigth/left)
Mat: 6061-T6 Aluminum
950 (37-7/16)
tubes Dia 28 (1-1/8) Central plate
1,5 (.058) wall Thickness Riveted here
Dia 101(4)
2 Required (rigth/left) 150(5.90)
5
8
(.196)
(.312)
1360 (53.54)
280(11.02)
25,4(1)
Dia 28
Fuselage Rear Member (1-1/8)
Mat: same as side member-1 Reqd.
R 336 (13-1/4)
Fuselage
74(2.91)
Side Member
101 (4) Mat: 2024-T3 Aluminum
tubes Dia 50,8 (2) 1,65
700 (27-9/16) (.065) Wall Thickness
730 (28-3/4)
2 Required (left/right)
1140(44.88)
74(2.91)
75(2.95)
530(20.87) R 336
(13-1/4)
340(13.38)
45(1.8)
270(10.63)
380(15)
25,4(1)
210(8.27)
50.8(2)
10(.39)
Dia 8
155(6.10)
300(11.81) (.312)
110(4.33)
700 (27-9/16)
101 101 101 101 101 101 101 101
FIGHTER ULTRALIGHT -
(4) (4) (4) (4) (4) (4) (4) (4)
35(1.38)
1460(57.49) 25,4(1) Boom / Fuselage components
Plans delivery.com Designed and drawn by Osvaldo Durana 11
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
90 (3.54) Rear Link Plate Fuselage Nose Plate
2(.080) 2(.080) Mat: 2024-T3 Aluminum 5 (.190) Thick 2 Required
26
(1.02) (Upper/Lower see instructions)
90(3.54)
60(2.36) 210 (8.27)
90 (3.54)
R 15
35(1.38)
60(2.36)
40(1.57) (.60)
Dia 8
(.312) Dia 8
(.312)
105(4.13)
74(2.91)
R11
(.43)
Dia 8
(.312)
Boom support bracket Mat: 2024-T3 Aluminum
Mat: Stainless Steel 2 (.080) Thick -2 required 5 (.190) Thick
4 Required
Wing Strut Link R 15
Mat: Stainless Steel -2 (0.80) Thick -4 Required (.60)
230 (9.05)
Dia 8
Landing Gear Bracket !4(.55) (.312)
Dia 8
Mat: Stainless Steel
(.312)
36(1.42) 2 (.080) Thick - 2 Required
71 (2.80)
40(1.57)
88 (3.46)
Bending line
35(1.38)
Dia 8
Bend 7º upward
92 (3.62)
(.312)
66 (2.60)
R13
Dia12,7(1/2)
60(2.36) (.51) 2(.080)
26(1.02)
90(3.54)
20(.79)
Pop rivet to boom
Bend around 4 tube and Boom Ring
80 (3.15) 46 comform like this
Section
(1.81) Mat: 2024-T3 Aluminum -
3 (.125) Thick Dia 8
(.312)
1 Required
57
(2-1/4)
FIGHTER ULTRALIGHT -
340 (13.38) Fuselage brackets
370 (14.57) Plans delivery.com Designed and drawn by Osvaldo Durana 12
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
FORK FRONT AXLE LANDING GEAR
425
Mat: Steel tube Front View
(16-3/4)
62 (2.44) Link from 2 (.83) Thick
320
pedal
(12-5/8)
attachment
point
FRONT FITTING
Mat: Steel
660 (26)
Steel Tube 2,5 (.100) Thick
Dia 22 (7/8) Steel Tube
1,2 (.049) Thick Dia 22 (7/8)1,2 (.049) Thick
353 (13-7/8) Dia 44 62 (2.44)
165 (6-1/2)
(1-3/4)
Steel Tube
Dia 22 (7/8)
90
Dia 12,7 (1/2) 1,2 (.049) Thick
(3.54)
2 (.083) Thick.
Welded Reinforcement
Attach Clevis Pin
Cotter pin
Steel Tube
Dia. 12,7 (1/2)
Weld
REAR LANDING GEAR LEG
DETAIL
6 (.23)
Drill for cotter pin
Axle housing
(each end)
To slide fit axle
Landing Gear Pivot Bracket Tap (see rear axle)
Mat: Steel 2 (.080) Thick 30 (1.18)
4 required
R 15 (.60)
Brake Attachment Fitting
FORK HEAD Dia 22 (7/8)
10 x 10 (.39 x .39)
R 12 (.47)
Mat: Steel 2,5 (.100) Thick Dia 8 (.187)
2 required
Welded steel washer
14 (.55)
Dia 9,5 (3/8) 3 (3/16) Thick
52 (2.05)
R 17 (.67) 50,8
Dia. 12,7 (1/2) Mat: Steel 2 (.080) Thick
46 (1.81)
30 (2)
Fit to slide steel tubes 2 required
(1.18)
12,7
(1/2) FIGHTER ULTRALIGHT -
R. 17 (.67)
134 (5.27) Landing Gear
110 (4.33)
Plans delivery.com Designed and drawn by Osvaldo Durana 13
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
Rear axle
Landing gear leg Mat: Steel - 2 Required
Dia 22 Dia 16
Dia 17
Dia 15
(.87) (0.63)
Brake positioning lug (.67)
(.60)
Thread Thread
25,4(1)
2(.08)
42(1.65)
52(2.04)
Brake plate 86(3.38)
100(3.94)
115(4.53)
Rear axle
Spring
Brake arms Wheel
Brake drum
Inner wheel half
Bearing
Bearing housing
Bearing housing
Inner wheel half
Bearing
Control cable
A
N
A
R
U
D
O
D
L
A
V
S
O
Self locking nuts
Actuator arm
Slot for positioning lug
FIGHTER ULTRALIGHT -
Brake plate rear view Rear Wheel Assembly / Axle
Plans delivery.com Designed and drawn by Osvaldo Durana 14
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
Central Bracket
Mat: Stainless steel - 2,5 (.100) Thick 2 Required
Dia 8
R 16
(.312)
(.63) Front Mast
Dia 8
Bending line
Aluminum Alloy tube Dia 32 (1-1/4)
30(1.18)
(.312)
Central brackets 1,47 (.058) Wall Thk
A
N
A
Lenght: 1000 (39.37)
R
U
D
O
D
L
A
V
S
O
Dia 11
(7/16)
30 (1.18)
62 (2.44)
Side Stick
Aluminum
tube Dia 25,4 (1)
300 (11.8) length
Torque tube
Aluminum Dia 25,4 (1)
500 (19.68) length
attached to longerons
by Nylon bushing
(allowing rotation)
Control Arm
FIGHTER ULTRALIGHT -
Fuselage /Tail Boom Assembled
Plans delivery.com Designed and drawn by Osvaldo Durana 15
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
AILERONS
PEDALS
RUDDER
MIXER
CONTROL SIDE STICK
ELEVATOR
CONTROL CABLES
TELEFLEX TYPE
TAIL GROUP
FIGHTER ULTRALIGHT -
Control System
Plans delivery.com Designed and drawn by Osvaldo Durana 16
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
Control Stick end Mat: Aluminum- 1 Required Control Arm 2(.090) Pedal Mat: Aluminum sheet 3(.125) thick. -2 Required
Dia12,7(.5)
*Dia 22(.87) 12,7(1/2) Mat: Steel - 1 Reqd.
12,7(1/2)
130(5-1\8)
* Diameter to fit snuggly in 1 dia. alum tube
** Insert in torque
101(4)
35(1.38)
tube before drill.
**5(.187)
5(.187)
47(1.85)
8
weld
50(1.97)
(.312)
76(3)
**5(.187) 36(1.42)
36(1.42)
*Dia 22(.87)
R
45(1.77)
R 3 (.12)
135(5.31)
25,4 15(.60)
60(2.36)
12,7
(1/2) (1)
R15(.60)
55(2.16)
50,8(2)
Aileron mixer Pedal Bushing
2(.090)
12(.47)
Mat:Steel 1 Rqrd.
5(.187)
Dia 8 Mat: Grilon 4 Reqd.
R10
(.312) 6,35(1/4)
(.40) 32(1.26)
3,5(.137)
12,7(1/2)
60(2.36)
20(.79)
R13(.51)
Dia 12,7(1/2)
15(.60)
10(.39)
Push-Pull Barr end Mat: Aluminum- 1 Required 15(.60) 26(1.02)
285(11.22)
130(5.19)
36(1.42) 8(.312)
R13(.51)
30
(1.18) 38(1.50)
60(2.36)
*Dia22(.87) 32(1-1/4)
155 (6.10)
Pedal Tang
47(1.85) 40(1.60)
R9(.35) 6,35
104(4.09)
15(.60) (1/4)
12(.48)
R
R3(.12)
10(.40)
5
12,7(1/2)
85(3.35)
53(2.08)
20(.79) (.187)
Weld
Dia. 5 5(.187)
5(.187)
(.187) 25,4(1)
12(.47)
Bending lines
6(.24)
Aileron Control Link 20(.79) 11(.43)
Mat steel tube Dia 11(7/16) - 2 Required
33(1.30)
101 (4)
170(6.70) 140 (5.51)
200 (7.87)
Mat: S.Steel 2(.090)
2 Required
FIGHTER ULTRALIGHT -
Rod End Bearings Tap tubes 1/4-28 thread or Control components
Male thread weld nut at both ends
Plans delivery.com Designed and drawn by Osvaldo Durana 17
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
WING STRUTS PEDALS
Steel tube to connect teleflex
REAR SPAR
Bushings
FRONT SPAR
Steel cable connect to fork
Wing strut
fitting
Strut inner link
Aluminum tubes
Spacers
Wing strut tip
Wing Strut
Weld
Wing strut are made from THROTTLE ASSY
streamlined steel tube.
FIGHTER ULTRALIGHT -
Wing Struts / Pedals Assembly
Plans delivery.com Designed and drawn by Osvaldo Durana 18
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
ENGINE
Upper Bracket
Rubber mounts
Lower Bracket
Boom
Side Bracket
A
N
A
R
U
D
O
D
L
A
V
S
O
External Adapter
Inner Adapter
FIGHTER ULTRALIGHT -
Engine Mount Assembly
Plans delivery.com Designed and drawn by Osvaldo Durana 19
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
Engine Mount Side Bracket
Inner Adapter
Mat: Stainless Steel
Front View 1)
25,4 Mat: Aluminum 2 required
(1) 3 (1/8) Thick
135º 2 Required
135º
164 (6.46)
According inner
diameter of
Boom Dia 8 60 (2.36)
(5/16)
135º Bending line
Dia 8
(5/16) 15
65 (2.60)
(.60)
50,8
35(1.38)
(2)
R 10 (.39)
Upper Bracket Boom 50.8 (2)
Mat: Stainless Steel Aluminum tube Dia. 101 (4)
3 (1/8) Thick
2 Required
25.4 (1)
1) R 10 (.39)
Bending Line
Bending Line
2) 50,8 (2)
50,8 (2) NOTE
1) Diameter according Rubber
mounts
25,4 25,4
2) Diameter according en-
(1)
3) R. 50,8 (2)
60 (1) 65
60 gine bolts
(2.36) (2.36) (2.56)
273 (10-3/4) 3) Length according engine Dia 8
(5/16)
15
(.60)
310 (12.20)
25,4 25,4
(1) (1)
External Adapter
R 10
Bending Line
1) Mat: Aluminum 2 Required
Bending Line
(.39)
50,8 (2)
FIGHTER ULTRALIGHT -
65 65 Engine Mount Details
(2.56) (2.56)
Plans delivery.com Designed and drawn by Osvaldo Durana 20
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
220 220 230 220 240
(8.66) (8.66) (9.05) (8.66) (9.45)
Polycarbonate windshield
450(17.72)
340(13.38)
230(9.05)
(16.93)
(12.40)
430
(7.87)
315
(984)
200
250
(27.95)
(21.65)
(26.38)
(17.72)
(11.42)
710
550
670
450
290
220 220 230 220 240 FIGHTER ULTRALIGHT -
(8.66) (8.66) (9.05) (8.66) (9.45)
Cockpit Enclosure Three view
Plans delivery.com Designed and drawn by Osvaldo Durana 21
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
Fighter Ultralight
Building guidelines
Welcome! You are about to get involve in one of Dont for get the safety equipment like eye protec- Fasten the pulley and the support block to your two o three fillets of the thread should be vis-
the most rew arding projects that you can make tors, gloves, and respirators, always protect your worktable. ible.
with your own hands: eyes when drilling or working with power tools. Before cutting the tubes to be bend, be sure to If you want to assemble provisory the parts don t
An ultral ight aircraft that will bring you hours of Wel l, you got the space, the tools, get some raw allow material in ex cess. use self-locking nuts, but remember to replace
excitement and fun! material and start... Insert a plug into one of the tube ends, pour dry them when the assembly is definitive.
Before starting, take a moment to study the plans, sand inside the tube, tap gently to compact the
so you can understand the whole project and how Building the Tail group sand inside and place another plug on the other Use only stainless steel pop rivets; the alumi-
each part are made and assembled. This is the best starting point, especially to those end, the sand helps to avoid deformation in the num rivets will not have the str ength needed.
of you who need to gain practice in mechanical tube when it is bend.
Building process constructions. Once the tube is placed in the bending jig, secure The elevator is linked to the rudder wi th two
In the page #2 you can see the tai l group assem- it against the pulley with the support block and struts, which give strength to the tai l and help
It is recommendable to start with the tail group; bly and how it is fasten to the boom tube. start bending it very slowly, dont try to bend it in to maintain the rudder and the elevator at 90
this will give you the experience needed to con- In page # 3 you ha ve all speci fications needed for one stroke, you will get wrinkles in the whole bend. degrees from each other. You will have to verify
tinue with more demanding or complex parts. building each element. The bending is made little by little moving the tube the length of each strut (they should be identi-
Begin with the fin, its the simplest part of the tai l forward in smal l increments till the curve is com- cal) measuring it once the tail group is finished
Your workshop and tools group. plete. and assembled.
This ultral ight can be build in an average home Bending the tubes Draw the desir e curve as a guide in the floor or in
garage, however more space will be required to If you don t have a tube bender, you can make a board and use it to check the progress of the The wing
assemble the complete aircraft. your own bending jig curve, placing the tube frequently against the draw- As you study the pages # 5; 6 and 7 you will
Put special attention to illumination of your work Using a hardwood pulley as depicted in the fol- ing. Try not to over-bend the tubes, it will be al- realize that the wing is not as complex as it ma y
area, working in a poorly illuminated area will lowing drawing. most impossible to un-bend. seem.
get you tired sooner and also prone to commi t The most difficult part of this operation is to ob- I recommend you to start with the compression
mistakes (some of them can be costly and some tain symmetric o equal curves as the ones required struts, these parts are made from 1 diameter
Support Block
dangerous) in the elevator, but don t dismay, wi th some prac- aluminum alloy tubes, cut them at the indicated
Keep your shop clean and organized, which will tice you will be able to create good curves. length and then make the stainless steel links
save you time and effort. After cutting the tubes to the r equired length use (page 8)
Equipment needed: a small round file or a deburring tool to clean the
A strong worktable is a definitive must. inside part of the tube. After cutting the spars and prior to start assem-
Measuring tools: bling the wing it is advisable to get a large board
Venier caliper, metallic ruler, measuring tape, The brackets are made from stainless steel sheet, where you can place and assembly the complete
Hardwood pulley
square, center punch, fel t point marker pen. this material is very tough and you will need well wing, since the dimension of each wing is more
Hand tools: sharpened drill bits to make the holes, make them large than the average worktables, you can en-
Hammer, hacksaw with several spare blades (with Diameter to fit tube smaller than the diameter required, then use a large the working surface of your table or bench,
different number of teeth per inch, to cut alumi- reamer in order to enlarge the holes at the right by placing a particle board over it.
num and steel) pop riveter, files (flat and r ound, size (the bolts should fit snuggly) Its a good idea to nail wood blocks to the table
nd
2 and smooth cut) pl iers, aviation snips, com- Draw the contour of each bracket in the steel sheet, in order to secure the wing spars and other wing
bination wrenches, deburring tool, reamers. mark the holes with a punch marker, cut along the elements being added to the assembly.
Harwood pulley
Equip your worktable with a medium size vise to lines, clean the cuts with a file and bend as needed,
hold the parts been made. only then make the required holes. Page 5 shows the wing strut fi ttings bolted into
Drill and drill bits, a bench drill press can also be FIGHTER ULTRALIGHT
the spar with two reinforcement bushing,
- which
a great addition to your shop. In every assembly check the lengths of the bolts, are made from aluminum tubes.
once tighten with a nut (self locking nuts) only (Read Reinforcement bushing)
Plans delivery.com Designed and drawn by Osvaldo Durana
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
Once the spars and compression struts are bolted
Now with the Nicopr ess Tool, you can compress num tubes that will support the boom (page 11)
together, you can connect them with the tensor
the nicopress sleeve (usually making three grooves Rear boom support use an aluminum ring (page
cables which will give the wing an extraordinary
along sleeves length), after that you can take away 12) to attach the boom (don t forget to rivet it
rigidity
the cable clamp and the hose. to the boom)
The wing tip tube is riveted to the main spar as
The central boom support tubes (page 11) are
indicated in page 6 (detail F) and bolted to the
attached to the boom using steel brackets (page
rear spar. Now you can start making the wing ribs, accord-
15 Central brackets)
Tensor cables At the end of the cable, slide a short piece of rub- ing to the drawing in page 9, to make all ribs equal,
Be careful when making the holes in the boom,
The following drawings show you step by step ber hose. cut a pattern from a ½ inch wood slab and use it
have the tail group in place befor e attaching the
how to make them. Now slide the nicopress sleeve, mak e a loop with to bend the ribs.
chassis, this will help to keep the assembly
The cable used is 1/8 x 1 x 19 steel cable that the cable and pass the end of the cable again Cut the end of every rib as shown in page 9 to fi t
aligned.
can be galvanized or stainless. through the nicopress and the hose. over the main spar.
Finally measure and cut the front mast, you can
(Diameter 1/8 x one strand of 19 wires) 9 ribs are required for each half wing, and are
use a streamlined aluminum tube, and two stain-
Be sure to measure correctly each cable before riveted to the spars with the attaching fitting (made
less steel brackets to connect the mast wi th the
cutting them. from aluminum sheet)
boom tube and the chassis.
Use a square to align each rib at 90 degrees from
the spars and perpendicular to the span.
Reinforcement bushings
When tubes are to be bolted, to avoid been flat-
Ailerons
tened when the bolt union is tighten, you can
Measure and cut to the required length the aile-
insert a short piece of hardwood or Nylon turned
ron spar from an aluminum tube diameter 38 (1-
to fit the inside diameter of the tube.
In the eye formed by the cable, put a thimble and 1/2) mark the position of every aileron rib and
In some instances the reinforcement can be
adjust all the assembly, you can use a cable clamp drill a small hole through the spar, enlarge the
achieved using small aluminum tube as bush-
to keep them in place. hole in the inboard face of the spar to accept the
ing.
aluminum rib (3/8 diameter tube) the trailing edge
e.g. for a 5/16 bolt (AN5) use as a bushing a 3/
Thimble tube is fastened to the ribs with pop rivets.
8 x .028 wall thickness tube
Once finished, place the aileron next to the wing
for a 7/16 bolt (AN7) you can use a ½ x .028
in the right position, mark the position of each
wal l thickness tube.
hinge, drill and bolt them in place.
Wing Spar (page 5)
Cockpit chassis
Now you can start wi th the cockpit chassis, cut-
To cut the cable, wr ap it with electrical tape and
ting and bending the side members, using the
cut it with chisel and hammer (never cut them
Cable clamp bending method previously explained (you will
with a welding torch, doing this could modify
need to make another har dwood pulley to accept
their mechanical properties)
the 2 diameter tube)
Cut the straight r ear member and make al l brack-
ets and plates as explained in page 10 ;11 and 12.
Fuselage nose plate (two are needed: upper and
lower) make the upper first, fasten it to the side
members as depicted in page 10 and using a card-
board as a template trace the lower plate which
will be a little longer in order to ac cept the fork. (it
could be convenient to have the fork already made)
FIGHTER ULTRALIGHT -
1) make the required holes through the spar
(use a drill bit = bolt size)
This is a Nicopress sleeve that wi ll be use to Once the chassis is made and all the parts bolted
assemble the cables. Nicopress Tool together you can cut and bend the 1-1/8
Plansalumi-
delivery.com Designed and drawn by Osvaldo Durana
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
the brakes of this craft were taken from a small This is just a general guideline to help y ou to tackle this
Updated Mar-20-2001
motorcycle, you should search for some available project, more information about speci fically subjects like
Bushing
Bolt diameter holes
within your zone. welding, covering or working with composites/fiberglass
Diameter holes
can be find at your local l ibrary .
Abundant material and help can be found at the Ex-
Attaching the wing
perimental Aircraft Association (www.eaa.org)
Once finished the main groups, and before to cover
the wings, attach them to the boom tube, make a
couple of wing supports out of wood to place the
wings in the right position, verify the dihedral angle
(2,5 degrees) and then take the measure of each
wing strut.
Control system
This aircraft emplo y a flexible push-pull control
system often called Teleflex which simplified the
task and its very r eliable.
2) enlarge the holes (only on this face of the
spar) to insert the reinforcement bushings, com-
Covering
plete the assembly.
This aircraft is covered with Dacr on fabric (wings
and tail group, ev en there are good books that
Engine mount shows step by step how to cover your airplane we
The drawing in page 19 and 20 ar e self explana- are preparing an e-booklet that will show how to
tory, ac cording to the engine selected you will do it, i f you are interested, please send us a mai l.
have to vary the position of some holes (our pro-
totype used a Rotax engine) Fuel Tank
The design of this mount allows i t to slide over There are many models ready made, attach it to
the boom tube, dont bolt to i t now, when the the central support tubes behind the seat.
airplane is finished you wi ll have to calculate the
weight and balance in order to place the center
of gravity in the right position (between 25% and A word of caution
30 % of the wing chord) allowing the engine to Warning! the set of plans and the instructions pr ovided
be able to slide forward or backward will help to here are for educational and recreational purposes only,
nor the designer neither Plans Del ivery.com can be re-
achieve the right C.G. position.
sponsible for injur es, property damages or ev en the
death to someone following the indications giv en here.
Landing gear
Flying could be a dangerous activity if is not done wi th
Page 13 shows al l the components of this sturdy
the expertise and knowledge required, we advise you
landing gear, almost all parts are made from steel
to take flying lessons prior to at tempt to fly in any aerial
tubing which are welded using oxyacetylene or
vehicle, been this experimental, ultralight or a home
TIG /MIG process, if you don t have the equip- built creation.
ment or the knowledge to do the welding find a Working wi th power tools, paints, solvents and related
welding shop in your area and get your gear chemicals also can be dangerous to people and prop-
erty if not done properly.
welded.
We advise you to use eye, body protection and f ollow
The EAA have several good books about welding
manufacturers recommendations. FIGHTER ULTRALIGHT -
that can guide you through this process.
Page 14 shows the wheel and br ake assembly,
Plans delivery.com Designed and drawn by Osvaldo Durana
Descargado por electronica (jcpintos@gmail.com)
Encuentra más documentos en www.udocz.com
You might also like
- 70 1911 Auto P94 149Document56 pages70 1911 Auto P94 149Stan BrittsanNo ratings yet
- Fighter Ultralight: Osvaldo DuranaDocument24 pagesFighter Ultralight: Osvaldo Duranaandres silvestreNo ratings yet
- Premium Components: Symons Cone CrushersDocument1 pagePremium Components: Symons Cone CrushersAhmadNo ratings yet
- Murex Arc Gas Conumables 3Document58 pagesMurex Arc Gas Conumables 3cfcshaker100% (1)
- WPS1Document10 pagesWPS1bhavin178No ratings yet
- 01 A Tower Material 220kv Line ZebraDocument15 pages01 A Tower Material 220kv Line ZebraVaibhav JainNo ratings yet
- Crusher Cross-Section (AC-Svedala)Document1 pageCrusher Cross-Section (AC-Svedala)Juan ArosNo ratings yet
- Demersal TrawlsDocument13 pagesDemersal TrawlssahnaNo ratings yet
- EBS 315 L2 - Intro Hydrometallurgy (13 Sept 2012)Document55 pagesEBS 315 L2 - Intro Hydrometallurgy (13 Sept 2012)Amy AckerNo ratings yet
- Steel Pipe VesselDocument122 pagesSteel Pipe VesselHarish HarishNo ratings yet
- Piping Design Reference InfoDocument254 pagesPiping Design Reference InfoDr. M. Praveen Sandeep100% (1)
- A 276 - A 276M - 16aDocument8 pagesA 276 - A 276M - 16aNguyễn Như Thế100% (2)
- Aisi 1020 Carbon Steel (Uns g10200)Document5 pagesAisi 1020 Carbon Steel (Uns g10200)Dimas Dwi HNo ratings yet
- Engineering All in OneDocument245 pagesEngineering All in OneozchrisNo ratings yet
- Summative Test Smaw 8Document3 pagesSummative Test Smaw 8Krizzie Jade Cailing100% (1)
- Avión Ultraligero 1Document24 pagesAvión Ultraligero 1Abelardo Luna GarciaNo ratings yet
- FP - Engineering700 - Spare PartsDocument1 pageFP - Engineering700 - Spare PartsDaniel LagosNo ratings yet
- All Steel HarrisonDocument1 pageAll Steel HarrisonJosh BarronNo ratings yet
- All Steel GeppDocument1 pageAll Steel GeppJosh BarronNo ratings yet
- Audiometric BoothDocument1 pageAudiometric BoothIdayuNo ratings yet
- Allorde - P2Document1 pageAllorde - P2flor johnNo ratings yet
- WBR Bicycle Maintenance Manual PDFDocument11 pagesWBR Bicycle Maintenance Manual PDFMaxNo ratings yet
- Airbus 330-900 NEO StarluxDocument14 pagesAirbus 330-900 NEO StarluxTony HpongNo ratings yet
- 07-515.pdf Valvula Eaton AutonivelanteDocument4 pages07-515.pdf Valvula Eaton AutonivelanteVictor Garcia VillegasNo ratings yet
- Svelti Wheel Replacement InstructionsDocument1 pageSvelti Wheel Replacement InstructionsAnonymous EdbHXuNo ratings yet
- MR - Ser4 Service en - 8 14Document7 pagesMR - Ser4 Service en - 8 14grantNo ratings yet
- Parts of Pipe Supports As Used in Petro and Chemical IndustryDocument1 pageParts of Pipe Supports As Used in Petro and Chemical Industrysowman tungNo ratings yet
- EXCEL Identification Spare Parts Poster For HP Cone CrushersDocument1 pageEXCEL Identification Spare Parts Poster For HP Cone CrushersabcNo ratings yet
- AaaaaDocument24 pagesAaaaaLathif SeswitoNo ratings yet
- Main Deck PlanDocument1 pageMain Deck PlanElmer HabloNo ratings yet
- Scrap TicketDocument11 pagesScrap TicketVikas KashyapNo ratings yet
- Mecha Lock - MisumiDocument1 pageMecha Lock - MisumiDuong NguyenNo ratings yet
- 03 HWDP Spiral 3 1-2 New ReportDocument2 pages03 HWDP Spiral 3 1-2 New ReportKhalil ChabbouhNo ratings yet
- Double Chamber / Triple Function Air Valve: Upper CoverDocument7 pagesDouble Chamber / Triple Function Air Valve: Upper CoverMohamed AliNo ratings yet
- Issa Yacht Crew: StudentDocument10 pagesIssa Yacht Crew: StudentкатяNo ratings yet
- Crusher Cross-Section (Symons) PDFDocument1 pageCrusher Cross-Section (Symons) PDFAnonymous 8t0V9S100% (1)
- 2019 Us 0448 1Document1 page2019 Us 0448 1Shinya Takeda(武田 慎也)No ratings yet
- Rafter Detail: Roofing InsulationDocument1 pageRafter Detail: Roofing InsulationRODEAN HOPE LACSINo ratings yet
- ACCESS-DOOR (1) - Model - PDF With FrameDocument1 pageACCESS-DOOR (1) - Model - PDF With Frameahmed elhadadNo ratings yet
- Piping - Design - Info (Version 2)Document245 pagesPiping - Design - Info (Version 2)mehul10941No ratings yet
- Nit Raipur Name-Abhishek Kumar Topic-Steel Connection Assignment No. - DATE - 9-4-2017 ROLL NO.-13114903Document1 pageNit Raipur Name-Abhishek Kumar Topic-Steel Connection Assignment No. - DATE - 9-4-2017 ROLL NO.-13114903DOMINICNo ratings yet
- 20M Shallow Draft Tug - General ArrangementDocument1 page20M Shallow Draft Tug - General ArrangementEdi sonNo ratings yet
- Three Storey Residential Building Engr. Henry Florendo: 1: 100 Typ. RC Beam ElevationDocument1 pageThree Storey Residential Building Engr. Henry Florendo: 1: 100 Typ. RC Beam ElevationMark AnchetaNo ratings yet
- Toma Siamesa Elkhart Modelo 1 PDFDocument2 pagesToma Siamesa Elkhart Modelo 1 PDFSANTONo ratings yet
- Toma Siamesa Elkhart Modelo 1 PDFDocument2 pagesToma Siamesa Elkhart Modelo 1 PDFRICHINo ratings yet
- Radial Ball Bearing IJ K: Multistage Centrifugal PumpDocument1 pageRadial Ball Bearing IJ K: Multistage Centrifugal PumpDavide KunNo ratings yet
- Steel PipeDocument186 pagesSteel PipeMarti H JNo ratings yet
- Screw Selector Guide 032906Document1 pageScrew Selector Guide 032906mohitvats916711No ratings yet
- 20m HM PO 6 FL 19 0928Document3 pages20m HM PO 6 FL 19 0928Murad ALahdalNo ratings yet
- Piping - Design - Info (Version 2)Document245 pagesPiping - Design - Info (Version 2)vj kumarNo ratings yet
- 03 230000 4200000011 Ido Civ DRG 013204 - 01Document1 page03 230000 4200000011 Ido Civ DRG 013204 - 01Anuar ChinNo ratings yet
- 111-Piping Design InfoDocument248 pages111-Piping Design Infobakhtyar21No ratings yet
- Piping Design AidsDocument248 pagesPiping Design AidsSunday PaulNo ratings yet
- BrayDocument2 pagesBrayOscar Horta PolaniaNo ratings yet
- Connection Schedule - Base Plate Connection Schedule - Beam Column (Major Axis)Document1 pageConnection Schedule - Base Plate Connection Schedule - Beam Column (Major Axis)Haider AuniNo ratings yet
- AppendixDocument21 pagesAppendixEcho CanyonNo ratings yet
- Homes NVR Drawings 1Document3 pagesHomes NVR Drawings 1j3ark0No ratings yet
- Tabela Completa Especificação de TubulaçãoDocument240 pagesTabela Completa Especificação de TubulaçãojuliermeribeiroNo ratings yet
- Attachment Chain: Over 300 Years of Chain ExperienceDocument2 pagesAttachment Chain: Over 300 Years of Chain ExperienceGustavo Urueña OrozcoNo ratings yet
- Ukuran Junior Orifice Plate Avc 1Document1 pageUkuran Junior Orifice Plate Avc 1bodZkeeNo ratings yet
- Rubber Hoses Steel Wire SpiralDocument2 pagesRubber Hoses Steel Wire SpiralАндрей КулешовNo ratings yet
- Details: 2" X 4" X " C - PurlinsDocument1 pageDetails: 2" X 4" X " C - PurlinsMark Christian Esguerra100% (1)
- Piping Data - MetricDocument250 pagesPiping Data - MetricSteve WanNo ratings yet
- Standard Drawing 3904 F Shape Connection Pin and Loop Dec 2020Document1 pageStandard Drawing 3904 F Shape Connection Pin and Loop Dec 2020Mhd ThrNo ratings yet
- Reinforcement Schedule:-: Section C-C T Section D-DDocument1 pageReinforcement Schedule:-: Section C-C T Section D-DyogendraNo ratings yet
- New Piping DesignDocument277 pagesNew Piping DesignSurya Kiran KNo ratings yet
- Power Supply Skyworth 5851-A7M01B-0P00 схемаDocument2 pagesPower Supply Skyworth 5851-A7M01B-0P00 схемаcharly36No ratings yet
- PTW40N50: General FeaturesDocument9 pagesPTW40N50: General Featurescharly36No ratings yet
- AOT1606L/AOB1606L: General Description Product SummaryDocument6 pagesAOT1606L/AOB1606L: General Description Product Summarycharly36No ratings yet
- Portable Gas Leak Detector: Operation ManualDocument12 pagesPortable Gas Leak Detector: Operation Manualcharly36No ratings yet
- FXN32N55T: General Description FeaturesDocument5 pagesFXN32N55T: General Description Featurescharly36No ratings yet
- Using A Collated Cybersecurity Dataset For Machine Learning and Artificial IntelligenceDocument5 pagesUsing A Collated Cybersecurity Dataset For Machine Learning and Artificial Intelligencecharly36No ratings yet
- Detecting 0dayDocument8 pagesDetecting 0daycharly36No ratings yet
- ZM R380B ManualDocument20 pagesZM R380B Manualcharly36No ratings yet
- SRC 1206Document3 pagesSRC 1206charly36No ratings yet
- Dual 105 MW Headphone Amplifier: General Description Key SpecificationsDocument18 pagesDual 105 MW Headphone Amplifier: General Description Key Specificationscharly36No ratings yet
- ALC887 DatasheetDocument82 pagesALC887 Datasheetcharly36No ratings yet
- Diagrama de Sonda LVDS - 1Document1 pageDiagrama de Sonda LVDS - 1charly36100% (3)
- 40 Mt56ee Mad2hgDocument11 pages40 Mt56ee Mad2hgcharly36100% (5)
- Sanyo DCG-105 Sistema Audio CD-MP3 Manual SimpleDocument11 pagesSanyo DCG-105 Sistema Audio CD-MP3 Manual Simplecharly36No ratings yet
- Skhema Na Acer Aspire 4720Z Z01 E3CDocument26 pagesSkhema Na Acer Aspire 4720Z Z01 E3CQuique FerNo ratings yet
- Acer Aspire 3690 5630 5650 5680 - COMPAL LA-2921P HBL50 - REV 0.3Document59 pagesAcer Aspire 3690 5630 5650 5680 - COMPAL LA-2921P HBL50 - REV 0.3Dexter DanielNo ratings yet
- Rca L24FHD Psu PDFDocument1 pageRca L24FHD Psu PDFcharly36No ratings yet
- Tas 5731Document60 pagesTas 5731charly36No ratings yet
- NEMA 17 Stepper Motor - RepRapWikiDocument5 pagesNEMA 17 Stepper Motor - RepRapWikicharly36No ratings yet
- Lc230eue Tda1 LGDocument32 pagesLc230eue Tda1 LGcharly36No ratings yet
- Silicon NPN Power Transistors: Savantic Semiconductor Product SpecificationDocument3 pagesSilicon NPN Power Transistors: Savantic Semiconductor Product Specificationcharly36No ratings yet
- Astm 666Document7 pagesAstm 666JOSEPH REFUERZONo ratings yet
- WPSAmerica 2Document2 pagesWPSAmerica 2Khaled bouhlelNo ratings yet
- MWF BrochureDocument6 pagesMWF BrochurejohnsopranaNo ratings yet
- Otis Abrochure Art in MotionDocument17 pagesOtis Abrochure Art in Motionfethi42No ratings yet
- LME Specification Steelbillet 040511Document3 pagesLME Specification Steelbillet 040511rhuezo8492No ratings yet
- 2013 Truvativ SPC Rev BDocument22 pages2013 Truvativ SPC Rev BMárcio SilvaNo ratings yet
- Tin and Its AlloysDocument2 pagesTin and Its AlloysSri GowthamNo ratings yet
- ChannelNutsHdw PDFDocument28 pagesChannelNutsHdw PDFrefaeNo ratings yet
- Engineering Metallurgy NotesDocument89 pagesEngineering Metallurgy NotesYuvaraja Yuva100% (1)
- Mos Lab ManualDocument57 pagesMos Lab ManualsuswagatNo ratings yet
- Cold Crack Criterion For ADC12 Aluminum Alloy Die CastingDocument6 pagesCold Crack Criterion For ADC12 Aluminum Alloy Die CastingVinodNo ratings yet
- AstmDocument5 pagesAstmjohann tousNo ratings yet
- Tungsten ElectrodesDocument2 pagesTungsten ElectrodesRoyal AccessoriesNo ratings yet
- Merit BrochureDocument20 pagesMerit BrochureAbdel HamidNo ratings yet
- Optional Configuration For Resort House - Emily in Longhe Energy SavingDocument3 pagesOptional Configuration For Resort House - Emily in Longhe Energy Savinghiva berdiNo ratings yet
- Fabrication of Portable Spot Welding MachineDocument4 pagesFabrication of Portable Spot Welding MachineIJIRSTNo ratings yet
- Moduflex FRL TechnicalDocument56 pagesModuflex FRL Technicalking4lifeNo ratings yet
- Chemical Engineering Design Problems (Undergrad Level)Document10 pagesChemical Engineering Design Problems (Undergrad Level)smeilyNo ratings yet
- CH 12Document91 pagesCH 12Saranya HarikrishnanNo ratings yet
- Electrical Steel Product BrochourDocument34 pagesElectrical Steel Product Brochourarvi_vinNo ratings yet
- Us 3024303Document3 pagesUs 3024303Samar RashidNo ratings yet