You might also like
- Optimization of Plastics Injection Molding ProcessDocument11 pagesOptimization of Plastics Injection Molding Processfaishal hafizhNo ratings yet
- Testeo y Ajuste VR3Document24 pagesTesteo y Ajuste VR3Jonathan100% (1)
- Lecture 11 Programming On Gpus Part 1 Zxu2acms60212 40212 S15lec 11 GpupdfDocument121 pagesLecture 11 Programming On Gpus Part 1 Zxu2acms60212 40212 S15lec 11 Gpupdfeipu tuNo ratings yet
- Plastic ProcessingDocument35 pagesPlastic ProcessingCIPET KORBA TESTING100% (1)
- 4 - Maintain and Repair Computer Systems and NetworksDocument7 pages4 - Maintain and Repair Computer Systems and NetworksJohnny Pancito RodriguezNo ratings yet
- Recent Methods For Optimization of Plastic Injection Molding Process - A Retrospective and Literature ReviewDocument15 pagesRecent Methods For Optimization of Plastic Injection Molding Process - A Retrospective and Literature Reviewdanaluca2753No ratings yet
- Yasnac Mx-3 Fault Finding GuideDocument70 pagesYasnac Mx-3 Fault Finding Guidechidambaram kasi100% (1)
- Procast 2009 Steel ExampleDocument11 pagesProcast 2009 Steel ExampleKimberly KingNo ratings yet
- A Review On Plastic Moulding Manufacturing Process and ParametersDocument9 pagesA Review On Plastic Moulding Manufacturing Process and ParametersIJAERS JOURNALNo ratings yet
- Sciencedirect: A Brief Review On Injection Moulding Manufacturing ProcessDocument11 pagesSciencedirect: A Brief Review On Injection Moulding Manufacturing ProcessBhbNo ratings yet
- 565 1128 1 SMDocument11 pages565 1128 1 SMChien Vu NgocNo ratings yet
- A Brief Review On Injection Moulding Manufacturing Process: March 2016Document12 pagesA Brief Review On Injection Moulding Manufacturing Process: March 2016Suljo MesicNo ratings yet
- Singh 2020Document13 pagesSingh 2020BornJustForDead AmenNo ratings yet
- Practical Applications of Taguchi MethodDocument12 pagesPractical Applications of Taguchi MethodzakaNo ratings yet
- (A12) A Brief Review On Injection Moulding Manufacturing ProcessDocument11 pages(A12) A Brief Review On Injection Moulding Manufacturing Processandremonteiro.mailNo ratings yet
- An Optimization of Plastic Injection Mol PDFDocument6 pagesAn Optimization of Plastic Injection Mol PDFКонстантин ГавриловNo ratings yet
- Analysis of Injection Moulding Machine ProcessDocument4 pagesAnalysis of Injection Moulding Machine ProcessJagdish KhaireNo ratings yet
- Pagination CAIE 106132 PDFDocument13 pagesPagination CAIE 106132 PDFHema VershiniNo ratings yet
- Optimization Parameters To Reduce The Warpage Defect of Plastic Injection Molding Process For A Thin-Shell Part Using Desing of ExperimentDocument7 pagesOptimization Parameters To Reduce The Warpage Defect of Plastic Injection Molding Process For A Thin-Shell Part Using Desing of ExperimentClynoesNo ratings yet
- A Brief Literature Review On Optimization of Plastic Injection Moulding Process Parameters For Various Plastic Materials by Using Taguchi's TechniqueDocument9 pagesA Brief Literature Review On Optimization of Plastic Injection Moulding Process Parameters For Various Plastic Materials by Using Taguchi's TechniqueAnand BhiseNo ratings yet
- Polymers 13 04158 v2Document13 pagesPolymers 13 04158 v2Quế NghiNo ratings yet
- Vol10 (1) 17-33Document18 pagesVol10 (1) 17-33Abdul Hanan SheikhNo ratings yet
- Additive ManufacturingDocument5 pagesAdditive ManufacturingIJRASETPublicationsNo ratings yet
- Impact of Fused Deposition Modeling (FDM) Process ParametersDocument13 pagesImpact of Fused Deposition Modeling (FDM) Process ParametersKenan MuhamedagićNo ratings yet
- Life Cycle Assessment of Additive Manufacturing Processes - A ReviewDocument24 pagesLife Cycle Assessment of Additive Manufacturing Processes - A ReviewRadu GodinaNo ratings yet
- Vaibhav KambleDocument10 pagesVaibhav Kambleneel gajNo ratings yet
- Comparison PDFDocument12 pagesComparison PDFMateel HaddadNo ratings yet
- 2019 Experimentalinvestigationandthermo MechanicalmodellingfortoollifeevaluationofphotopolymeradditivelymanufacturedmouldinsertsindifferentinjectionmouldingDocument19 pages2019 Experimentalinvestigationandthermo MechanicalmodellingfortoollifeevaluationofphotopolymeradditivelymanufacturedmouldinsertsindifferentinjectionmouldingcesarNo ratings yet
- 5 THDocument10 pages5 THGODWYN MNo ratings yet
- The Use of CAD Applications in The Design of ShredDocument8 pagesThe Use of CAD Applications in The Design of ShredLOUKILNo ratings yet
- Methodical Approach For Process Selection in Additive ManufacturingDocument10 pagesMethodical Approach For Process Selection in Additive ManufacturingRAVI KUMARNo ratings yet
- CSTNGDocument5 pagesCSTNGAbate TolinaNo ratings yet
- Transfer and Optimisation of Injection Moulding Manufacture of Medical Devices Using Scientific Moulding PrinciplesDocument16 pagesTransfer and Optimisation of Injection Moulding Manufacture of Medical Devices Using Scientific Moulding PrinciplesHugo ChuNo ratings yet
- Ijet 26753Document7 pagesIjet 26753kevin21790No ratings yet
- Wear Assessment of 3-D Printed Parts of PLA (Polylactic Acid) Using Taguchi Design and Artificial Neural Network (ANN) TechniqueDocument16 pagesWear Assessment of 3-D Printed Parts of PLA (Polylactic Acid) Using Taguchi Design and Artificial Neural Network (ANN) TechniqueArturo CervantesNo ratings yet
- Plastic Pipe Defects Minimmization: ISSN: 2278 - 0211 (Online)Document15 pagesPlastic Pipe Defects Minimmization: ISSN: 2278 - 0211 (Online)webhareggebru06No ratings yet
- Analysis On Volumetric Shrinkage of Plastic Food Container Made From An Injection Molding ProcessDocument10 pagesAnalysis On Volumetric Shrinkage of Plastic Food Container Made From An Injection Molding ProcessImane El BouchehatiNo ratings yet
- Optimization of Squeeze Cast Process Parameters UsDocument9 pagesOptimization of Squeeze Cast Process Parameters UsPawanKumarNo ratings yet
- Improvement in Process Industries by Using Work Study Methods: A Case StudyDocument11 pagesImprovement in Process Industries by Using Work Study Methods: A Case StudyBhaswati PandaNo ratings yet
- Improvement in Process Industries by Using Work Study Methods: A Case StudyDocument11 pagesImprovement in Process Industries by Using Work Study Methods: A Case StudypratikNo ratings yet
- Design of Spoon Mold Using Flow Analysis and Higher End Design SoftwareDocument6 pagesDesign of Spoon Mold Using Flow Analysis and Higher End Design SoftwareashishNo ratings yet
- A Holistic Approach To Zero Defect CastingsDocument10 pagesA Holistic Approach To Zero Defect CastingsMiguel BrionesNo ratings yet
- Polymers 14 01646 v2Document20 pagesPolymers 14 01646 v2sawy23725No ratings yet
- Mold Flow Analysis & Injection Mold Tool of Plastic ModelDocument9 pagesMold Flow Analysis & Injection Mold Tool of Plastic ModelDhika PurnomoNo ratings yet
- Manuscript (REVIEW PAPER1) - NewDocument4 pagesManuscript (REVIEW PAPER1) - NewAnand PathakNo ratings yet
- The Analysis of Short Shot Possibility in Injection Molding ProcessDocument13 pagesThe Analysis of Short Shot Possibility in Injection Molding Processmohanrao76No ratings yet
- D10481292S219Document7 pagesD10481292S219Kaarthic KaarthicNo ratings yet
- Casting Simulation and Optimisation Benefits BottlDocument13 pagesCasting Simulation and Optimisation Benefits BottlA ChakourNo ratings yet
- Mould Flow Analysis of A Plastic InjectionDocument5 pagesMould Flow Analysis of A Plastic InjectionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 1 s2.0 S1877705817316120 MainDocument11 pages1 s2.0 S1877705817316120 Mainsayem.firstsmithcorpNo ratings yet
- Additive Manufacturing Literature ReviewDocument10 pagesAdditive Manufacturing Literature Revieweygyabvkg100% (1)
- Minimization of Defects Percentage in Injection Molding Process Using Design of Experiment and Taguchi ApproachDocument8 pagesMinimization of Defects Percentage in Injection Molding Process Using Design of Experiment and Taguchi ApproachminhNo ratings yet
- Pattnaik2013 1Document13 pagesPattnaik2013 1janakNo ratings yet
- A Plastic Injection Molding Process Characterisati PDFDocument17 pagesA Plastic Injection Molding Process Characterisati PDFRishikeshNo ratings yet
- Ijer 2014 212Document6 pagesIjer 2014 212Innovative Research PublicationsNo ratings yet
- Additive Manufacturing Methods and Modeling ApproaDocument18 pagesAdditive Manufacturing Methods and Modeling Approa丂卂Ꮆ卂尺ㄖ卩No ratings yet
- Designand Analysisof Injection Moldingof MineralDocument11 pagesDesignand Analysisof Injection Moldingof MineralSadam AlmaqtariNo ratings yet
- A Metal Powder Bed Fusion Process in Industry QualDocument21 pagesA Metal Powder Bed Fusion Process in Industry QualElsaid SalahNo ratings yet
- AM92 MAurya N. E.A. Comparative Study and Measurement of Form Errors For The Component Printed by FDM en PJ Process. 2019. Science Direct 336796193Document8 pagesAM92 MAurya N. E.A. Comparative Study and Measurement of Form Errors For The Component Printed by FDM en PJ Process. 2019. Science Direct 336796193markvanderstaay70No ratings yet
- CM 8 (1) .Docx RevisedDocument11 pagesCM 8 (1) .Docx RevisedROUHAN QURESHINo ratings yet
- Critical Study On Vital Factors Influencing Productivity ImprovementDocument8 pagesCritical Study On Vital Factors Influencing Productivity ImprovementIJRASETPublicationsNo ratings yet
- Identifying The Critical Moulding Machine by Basic Statistical Process Control Tools Parameters Affecting Injection Moulding ProcessDocument7 pagesIdentifying The Critical Moulding Machine by Basic Statistical Process Control Tools Parameters Affecting Injection Moulding Processkilldog77No ratings yet
- Selection of Materials and Manufacturing Processes Towards Achieving Green Engineering M. M. Haque, Tuti Y. Alias and Ahmad F. IsmailDocument10 pagesSelection of Materials and Manufacturing Processes Towards Achieving Green Engineering M. M. Haque, Tuti Y. Alias and Ahmad F. IsmailAndyNo ratings yet
- Analytics Workshop Redshift NotebookDocument6 pagesAnalytics Workshop Redshift NotebookAswinNo ratings yet
- Troubleshooting User Messages RC TC MCDocument7 pagesTroubleshooting User Messages RC TC MCАлексей ДаниленкоNo ratings yet
- G120C - Lista de ParametrosDocument484 pagesG120C - Lista de ParametrosRicky MclaughlinNo ratings yet
- Christianity Krishn Niti Hai PDFDocument332 pagesChristianity Krishn Niti Hai PDFVikas MehtaNo ratings yet
- AD Admin: Compile/Reload Database EntitiesDocument14 pagesAD Admin: Compile/Reload Database EntitiessobethNo ratings yet
- Horizons Grade 10 Learners MaterialsDocument1 pageHorizons Grade 10 Learners MaterialsErik AgabonNo ratings yet
- What Is A Computer VirusDocument2 pagesWhat Is A Computer VirusRhea MontemayorNo ratings yet
- HowtoPrograminCWith100ExamplesVolume IIDocument9 pagesHowtoPrograminCWith100ExamplesVolume IIMithun GoudaNo ratings yet
- Jurnal Internasional IBM11!3!5523 5529XXXXXXDocument7 pagesJurnal Internasional IBM11!3!5523 5529XXXXXXLidya SNo ratings yet
- LOGICAD1Document78 pagesLOGICAD1pandhuNo ratings yet
- DWH Question BankDocument9 pagesDWH Question Bankbala swaroopNo ratings yet
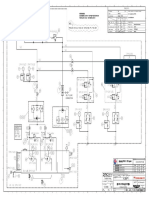
- MD (BD) -DWG-SPM-PR-18388 ESD HPU HYDRAULIC SYSTEM REV (0) - 原始文件 PDFDocument1 pageMD (BD) -DWG-SPM-PR-18388 ESD HPU HYDRAULIC SYSTEM REV (0) - 原始文件 PDFKook PengNo ratings yet
- lastCleanException 20220424185711Document19 pageslastCleanException 20220424185711beom choiNo ratings yet
- MCQ Set 3Document6 pagesMCQ Set 3bhasker sharmaNo ratings yet
- Artificial Intelligence in The OilfieldDocument25 pagesArtificial Intelligence in The OilfieldElio EidNo ratings yet
- Pitch Ideas Free Template: Insert The Subtitle of Your PresentationDocument25 pagesPitch Ideas Free Template: Insert The Subtitle of Your PresentationYousuf AlaminNo ratings yet
- Excel VBA InStr FunctionDocument6 pagesExcel VBA InStr FunctionYamini ShindeNo ratings yet
- Electric Vehicle Charging Infrastructure: Universal Design GuidelinesDocument39 pagesElectric Vehicle Charging Infrastructure: Universal Design GuidelinesSameera ShamanNo ratings yet
- Load Balance Mikrotik PDFDocument22 pagesLoad Balance Mikrotik PDFangelo68000No ratings yet
- Essbase ASO ImplementationDocument3 pagesEssbase ASO ImplementationAmit SharmaNo ratings yet
- Bangladesh Railway e TicketDocument1 pageBangladesh Railway e TicketMd. Towhidur RahmanNo ratings yet
- K L University Freshman Engineering Department: A Project Based Lab Report OnDocument18 pagesK L University Freshman Engineering Department: A Project Based Lab Report OnManaskiran Gmk50% (2)
- Date Tracking in Oracle HRMSDocument3 pagesDate Tracking in Oracle HRMSBick KyyNo ratings yet
- Modulo2220 Casio 1Document8 pagesModulo2220 Casio 1Грујичић СашаNo ratings yet
- Asynchronous ChipDocument19 pagesAsynchronous Chipbhawna0% (1)
- Versasec Releases vSEC:CMS S-Series v6.0Document3 pagesVersasec Releases vSEC:CMS S-Series v6.0PR.comNo ratings yet