You might also like
- Bensen B 8 Gyro Copter PlansDocument42 pagesBensen B 8 Gyro Copter PlansDonald Foulk81% (26)
- Manual de Bop AnularDocument22 pagesManual de Bop AnularAndres Paul (paultgt)No ratings yet
- Manual Hydrill K20-5000Document16 pagesManual Hydrill K20-5000IgorCencič100% (3)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Wellhead Equipment and Flow Control DevicesDocument40 pagesWellhead Equipment and Flow Control DevicesFranklyn Frank0% (1)
- Centrifugal PumpDocument166 pagesCentrifugal PumpvenkeekuNo ratings yet
- T13151-176 Api 614 PDFDocument26 pagesT13151-176 Api 614 PDFpietroNo ratings yet
- Flange-Handbook (Installation and Maintenance) PDFDocument214 pagesFlange-Handbook (Installation and Maintenance) PDFtoto.gmbh100% (5)
- Front Suspension-RebuildDocument27 pagesFront Suspension-Rebuilddale82% (22)
- Drilling ReportDocument10 pagesDrilling ReportLawand RaufNo ratings yet
- FRE - Foundation Training Fishing - Jan 2008Document101 pagesFRE - Foundation Training Fishing - Jan 2008lfbenahmedNo ratings yet
- Workover Programme - Tubing Change OutDocument11 pagesWorkover Programme - Tubing Change OutE_Amr_SorourNo ratings yet
- Flowmaster Katalog PDFDocument10 pagesFlowmaster Katalog PDFNina J NinjulNo ratings yet
- Ospmdah-150e-21 Mower ManualDocument86 pagesOspmdah-150e-21 Mower ManualWesley Trajano100% (1)
- MSP Drillex BOP AnularDocument21 pagesMSP Drillex BOP AnularDavid GonzalezNo ratings yet
- Flange Bolt Tightening ProceduresDocument11 pagesFlange Bolt Tightening Proceduresjerrymcfly0% (1)
- WellheadsDocument17 pagesWellheadsLogy Mohamed ElrweedyNo ratings yet
- Flange Bolt Tightening Procedures PDFDocument11 pagesFlange Bolt Tightening Procedures PDFjerrymcfly100% (1)
- Manual de Mantenimiento JWS400Document42 pagesManual de Mantenimiento JWS400gfwtNo ratings yet
- At Adjust End PlayDocument23 pagesAt Adjust End Playdccdanny100% (1)
- Design Specifications - Validation - ARAMCODocument5 pagesDesign Specifications - Validation - ARAMCOMohanNo ratings yet
- J-76-1 IKS Wellhead Installation and Operation ManualDocument72 pagesJ-76-1 IKS Wellhead Installation and Operation Manualmam100% (1)
- RENK Slide Bearings Type E-Series EG ERDocument20 pagesRENK Slide Bearings Type E-Series EG ERkdpp100% (1)
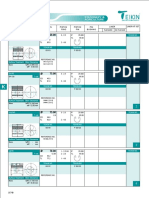
- Teikin Catalog Vol 16-Agriculture KubotaDocument6 pagesTeikin Catalog Vol 16-Agriculture KubotaROBINSON GUERRERONo ratings yet
- Welded Body Ball ValveDocument20 pagesWelded Body Ball ValveBisoyiNo ratings yet
- LEEA-048 Guidance On The Design Testing and Inspection of Fabricated Pad Eyes Version 2 July 2015Document10 pagesLEEA-048 Guidance On The Design Testing and Inspection of Fabricated Pad Eyes Version 2 July 2015Ather AliNo ratings yet
- GM PSI 3.0L Engine Service ManualDocument77 pagesGM PSI 3.0L Engine Service ManualSami Jamai0% (1)
- EL-Type Pulverizer Products and ServicesDocument48 pagesEL-Type Pulverizer Products and Servicespkjenaleo100% (2)
- Erection & Installation ProcedureDocument3 pagesErection & Installation ProcedureForos IscNo ratings yet
- EJB, Style C Model M82 Series Junction Boxes IF 931: Installation & Maintenance InformationDocument12 pagesEJB, Style C Model M82 Series Junction Boxes IF 931: Installation & Maintenance InformationAriel Paniagua VillenuevaNo ratings yet
- Whitebook NSF PDFDocument365 pagesWhitebook NSF PDFHasbi Ashidiqi P0% (1)
- Korea Heavy Part CatalogDocument52 pagesKorea Heavy Part Catalogkominthitsar74740% (1)
- BOLTRIGHT Tightening Procedure 6 - 2500Document2 pagesBOLTRIGHT Tightening Procedure 6 - 2500Saad Abou-ZeidNo ratings yet
- Installation Manual: 18-5/8" Slip Lock X 20-3/4" 3K Starter Head AssemblyDocument9 pagesInstallation Manual: 18-5/8" Slip Lock X 20-3/4" 3K Starter Head Assemblyhaoues23No ratings yet
- A 1020Document16 pagesA 1020Pong KrubNo ratings yet
- Cam-Tite Ball Valve Operating Instructions: WarningDocument3 pagesCam-Tite Ball Valve Operating Instructions: WarningSubbarayan SaravanakumarNo ratings yet
- Installation Manual: 13-5/8" 5K X 11" 10K Casing Spool AssemblyDocument9 pagesInstallation Manual: 13-5/8" 5K X 11" 10K Casing Spool Assemblyhaoues23No ratings yet
- Model 21150 Differential Sticking TesterDocument31 pagesModel 21150 Differential Sticking Testerwaleed El-azabNo ratings yet
- Access FittingDocument7 pagesAccess Fittingchakrapani vagish chandra pandeyNo ratings yet
- Captive Air Commercial Kitchen Exhaust Vent ManualDocument31 pagesCaptive Air Commercial Kitchen Exhaust Vent ManualGiann CarlosNo ratings yet
- p077 02 PDFDocument8 pagesp077 02 PDFJuan ZamoraNo ratings yet
- BOLTRIGHT Tightening Procedure 3 2500Document2 pagesBOLTRIGHT Tightening Procedure 3 2500pedro ylarretaNo ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsmahesh_eilNo ratings yet
- OTECO EB003RevBDocument24 pagesOTECO EB003RevBVictor AlcantaraNo ratings yet
- Iom Forged GGC ValvesDocument12 pagesIom Forged GGC ValvesMohamadIbnuHassanNo ratings yet
- Installation, Operation, and Maintenance of Commercial Kitchen HoodsDocument31 pagesInstallation, Operation, and Maintenance of Commercial Kitchen HoodsShoaib-Ur -RehmanNo ratings yet
- Operation Manual: Dual Plate Wafer Check ValvesDocument3 pagesOperation Manual: Dual Plate Wafer Check ValvesDhim131267No ratings yet
- Valves S&S B Series 8-Inch Globe: Instruction ManualDocument12 pagesValves S&S B Series 8-Inch Globe: Instruction ManualpedroNo ratings yet
- Catálogo Anderson Greenwood 400sDocument32 pagesCatálogo Anderson Greenwood 400sDaniela BeltranNo ratings yet
- 05-9040-269 ANGMC-6019-US Anderson Greenwood PDFDocument33 pages05-9040-269 ANGMC-6019-US Anderson Greenwood PDFDIONNY VELASQUEZNo ratings yet
- Maintenance Instruction Manual: Severe Service Control ValvesDocument9 pagesMaintenance Instruction Manual: Severe Service Control Valvesابزار دقیقNo ratings yet
- Er 96 5 14Document3 pagesEr 96 5 14DIEGO YECID MILLAN MENDOZANo ratings yet
- Bridge PlugDocument40 pagesBridge PlugDIEUDONNE MBAIKETENo ratings yet
- Accumulator and Bop Test ProceduresDocument7 pagesAccumulator and Bop Test Proceduresyefersson morales lopezNo ratings yet
- Hydraulic Bolt Tensioning 10022-1817-C-0002-SC17-00027Document40 pagesHydraulic Bolt Tensioning 10022-1817-C-0002-SC17-00027lemuel bacsaNo ratings yet
- Bop Brace Tool MecanicaDocument9 pagesBop Brace Tool MecanicaEdwin AbelloNo ratings yet
- CPST OperationsDocument9 pagesCPST OperationsmortizNo ratings yet
- DC2686 PDFDocument6 pagesDC2686 PDFPT DJAS SUCCES SUPPORTNo ratings yet
- Perf SysDocument24 pagesPerf Sysfawwad_46No ratings yet
- 卧式离心泵说明书英文(大连双龙)Document16 pages卧式离心泵说明书英文(大连双龙)kamal arabNo ratings yet
- KS MNL ENG 04 01 (Retractable)Document13 pagesKS MNL ENG 04 01 (Retractable)chakrapani vagish chandra pandeyNo ratings yet
- SB DDM 036Document6 pagesSB DDM 036Jim SharpNo ratings yet
- Fis122 Cartridge InstallDocument4 pagesFis122 Cartridge InstalllubangjarumNo ratings yet
- Fis122 Cartridge Install PDFDocument4 pagesFis122 Cartridge Install PDFPdm BadakNo ratings yet
- LANL EngDocument3 pagesLANL EngNaNo ratings yet
- 7.06 EC 10M SINGLE BOP ManDocument20 pages7.06 EC 10M SINGLE BOP ManRafael BolivarNo ratings yet
- AT-502 - AT-504 - OM-5-Repairs 10-12-2019Document3 pagesAT-502 - AT-504 - OM-5-Repairs 10-12-2019Vinicius RodriguesNo ratings yet
- JC 2648 Seal IOM Manual PDFDocument4 pagesJC 2648 Seal IOM Manual PDFRené Mora-CasalNo ratings yet
- 1 Thru 6in E Series Globe Valves ED ET PDFDocument16 pages1 Thru 6in E Series Globe Valves ED ET PDFakhileshkuniyilNo ratings yet
- Imo-210en 06-11Document8 pagesImo-210en 06-11HASBUL AZIZI BIN MAHMUNNo ratings yet
- Sensenich Ground Adjustable Propeller Log BookDocument12 pagesSensenich Ground Adjustable Propeller Log BookFaisNo ratings yet
- GFDocument211 pagesGFCatalin StoicescuNo ratings yet
- Instruction Manual Fisher HP Control Valve Startup Trim For Nps 8 LargerDocument12 pagesInstruction Manual Fisher HP Control Valve Startup Trim For Nps 8 LargerSadra PandorraNo ratings yet
- Pbm-Iom-An5 R1Document4 pagesPbm-Iom-An5 R1jitender.singh29No ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Perforating CleanupDocument25 pagesPerforating CleanuplfbenahmedNo ratings yet
- Perforating ModellingDocument34 pagesPerforating ModellinglfbenahmedNo ratings yet
- Testing CapabilitiesDocument31 pagesTesting CapabilitieslfbenahmedNo ratings yet
- Perforating FundamentalsDocument25 pagesPerforating FundamentalslfbenahmedNo ratings yet
- SurePerfDocument13 pagesSurePerflfbenahmedNo ratings yet
- Lynx Technical PackageDocument17 pagesLynx Technical PackagelfbenahmedNo ratings yet
- 0 Halliburton Slickline Advanced Services - FinalDocument36 pages0 Halliburton Slickline Advanced Services - FinallfbenahmedNo ratings yet
- 6 High Expansion Gauge HangerDocument2 pages6 High Expansion Gauge HangerlfbenahmedNo ratings yet
- 9 BG0 Econolift StraddleDocument2 pages9 BG0 Econolift StraddlelfbenahmedNo ratings yet
- 4 RBP Evo-TrieveDocument2 pages4 RBP Evo-TrievelfbenahmedNo ratings yet
- 2 RBP MonolockDocument2 pages2 RBP MonolocklfbenahmedNo ratings yet
- 5 DPU-Actuated-Tubing-PerforatorDocument2 pages5 DPU-Actuated-Tubing-PerforatorlfbenahmedNo ratings yet
- Packing List Lot 1.7Document9 pagesPacking List Lot 1.7lfbenahmedNo ratings yet
- Operating Instructions Gate Valve ADocument1 pageOperating Instructions Gate Valve AlfbenahmedNo ratings yet
- Sp25 Parts CatalogDocument20 pagesSp25 Parts CatalogLUIS PALACIOSNo ratings yet
- Pintsch Bubenzer SB Brakes CatalogDocument12 pagesPintsch Bubenzer SB Brakes CatalogEliud AlcarazNo ratings yet
- TM 9 3416 223 12Document40 pagesTM 9 3416 223 12MikeNo ratings yet
- JATCO JF506E / Mazda 5F31J: FWD 5 SpeedDocument6 pagesJATCO JF506E / Mazda 5F31J: FWD 5 SpeedAdrian PhillipsNo ratings yet
- EBARA-100DML51.5 Pump CatalogueDocument6 pagesEBARA-100DML51.5 Pump CatalogueSyafiq KamaluddinNo ratings yet
- R330LC9S Maitenance ChartDocument2 pagesR330LC9S Maitenance ChartRubemNo ratings yet
- Turning Rolls AlignmentDocument10 pagesTurning Rolls AlignmentsauravNo ratings yet
- Leaded Tin Bronze C54400Document3 pagesLeaded Tin Bronze C54400nfcastingsNo ratings yet
- Parts ManualDocument26 pagesParts ManualsleonNo ratings yet
- 3 Lobe BearingDocument5 pages3 Lobe BearingRaman KumarNo ratings yet
- BL Spherical Plain BearingsDocument16 pagesBL Spherical Plain BearingsAgus YulfizarNo ratings yet
- Aw - A210 ToyotaDocument2 pagesAw - A210 ToyotaApolinar Pineda PinedaNo ratings yet
- 4 Speed 3 Shaft FWD (Electronic Control)Document4 pages4 Speed 3 Shaft FWD (Electronic Control)DenisSopkovNo ratings yet
- Traction Die Cutting BG 07Document41 pagesTraction Die Cutting BG 07DeniMestiWidiantoNo ratings yet
- 1ET1010603 - Machine Design IIDocument3 pages1ET1010603 - Machine Design IIPatel SarkarNo ratings yet
- RBC Cat SPBDocument68 pagesRBC Cat SPBAl ArdhiNo ratings yet