You might also like
- 30 Rules For Good Connections.5Document4 pages30 Rules For Good Connections.5chipchipperson100% (1)
- Anchor Bolt Holes StructuralSteelDetailerDocument1 pageAnchor Bolt Holes StructuralSteelDetailercivil27No ratings yet
- Bolt Tightening MethodologyDocument6 pagesBolt Tightening Methodologytarun kaushalNo ratings yet
- Astm F959-09Document5 pagesAstm F959-09Nhật NguyễnNo ratings yet
- Article - Structural BoltsDocument6 pagesArticle - Structural Boltsing_weroNo ratings yet
- Washer PDFDocument24 pagesWasher PDFRaul GutierrezNo ratings yet
- Connection Design - Its Role in Steel DetailingDocument9 pagesConnection Design - Its Role in Steel DetailingEduardo De Castro Cruz Jr.No ratings yet
- Steel Structure SpecsDocument61 pagesSteel Structure SpecstOMNo ratings yet
- Do's and Dont's in Civil EngineeringDocument20 pagesDo's and Dont's in Civil EngineeringRam1028100% (1)
- Some Practical Aspects of Column Base Selection: Leveling PlatesDocument9 pagesSome Practical Aspects of Column Base Selection: Leveling PlatessamehNo ratings yet
- Reinforcement DetailingDocument47 pagesReinforcement Detailingsomumallidi100% (1)
- Presentation On Reinforcing Detailing of R.C.C MembersDocument19 pagesPresentation On Reinforcing Detailing of R.C.C MembersDominic FernandesNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Connection Design GuidelinesDocument4 pagesConnection Design GuidelinesABDUL REHMANNo ratings yet
- 30 Good RulesDocument4 pages30 Good RulesSamet Karataş100% (1)
- On RCC DetailingDocument22 pagesOn RCC DetailingjadeaachiNo ratings yet
- Moment Connections To Column WebsDocument3 pagesMoment Connections To Column WebsAmro Ahmad AliNo ratings yet
- Waffle SlabDocument6 pagesWaffle SlabReymond Longtable100% (1)
- Reinforcing Steel in Slabs On Grade - tcm45-346883Document3 pagesReinforcing Steel in Slabs On Grade - tcm45-346883Ralf SnellNo ratings yet
- Site FixesDocument4 pagesSite FixesBalaji SampathNo ratings yet
- Bolt PPTDocument27 pagesBolt PPTReshma MKNo ratings yet
- Thumb Rules For Steel&Concrete DesignDocument11 pagesThumb Rules For Steel&Concrete DesigngvgbabuNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection - Bolts, Nuts & Washers For Structural ConnectionsDocument6 pagesSaudi Aramco Inspection Checklist: Receiving Inspection - Bolts, Nuts & Washers For Structural ConnectionsAbdul HannanNo ratings yet
- Edge Distance - For HolesDocument2 pagesEdge Distance - For Holessamix999No ratings yet
- ASTM - F959M - 01a PDFDocument6 pagesASTM - F959M - 01a PDFVenreplast PueblaNo ratings yet
- Civl432 Bridge Design SummaryDocument5 pagesCivl432 Bridge Design SummarySheikh Mizanur RahmanNo ratings yet
- Shop FabricationDocument2 pagesShop FabricationArie MahendraNo ratings yet
- Saudi Aramco Inspection ChecklistDocument22 pagesSaudi Aramco Inspection ChecklistAhdal NoushadNo ratings yet
- Guidelines For HSFG Rev5 PDFDocument39 pagesGuidelines For HSFG Rev5 PDFKasiNo ratings yet
- 12-SAMSS-007 Fabrication Structural Miscellaneous Steel 2006Document29 pages12-SAMSS-007 Fabrication Structural Miscellaneous Steel 2006ymasedaNo ratings yet
- Forged Flanges CatalogDocument48 pagesForged Flanges CatalogaltexsteveNo ratings yet
- 02 SpecificationsDocument194 pages02 SpecificationsNabeel Adeeb Alshare100% (1)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- Compressible-Washer-Type Direct Tension Indicators For Use With Structural FastenersDocument5 pagesCompressible-Washer-Type Direct Tension Indicators For Use With Structural FastenersDarwin DarmawanNo ratings yet
- AASHTO Table 10.32.1A Bds-Sec10cDocument20 pagesAASHTO Table 10.32.1A Bds-Sec10cWill McMullenNo ratings yet
- Reinforcement Detailing in Concrete StructuresDocument6 pagesReinforcement Detailing in Concrete StructurescherogonyaNo ratings yet
- Anchor Bolt and Anchor Base PlateDocument2 pagesAnchor Bolt and Anchor Base PlateHugo Mario Ariza PalacioNo ratings yet
- Chapter 4 09Document22 pagesChapter 4 09zhangjlNo ratings yet
- Design and Construction FailuresDocument23 pagesDesign and Construction Failuresgokulnath.asoorNo ratings yet
- Standard Installation Clearances: Panel Length Panel Length Bearing BarsDocument1 pageStandard Installation Clearances: Panel Length Panel Length Bearing BarsFWICIPNo ratings yet
- Reinforcing Steel ReferenceDocument19 pagesReinforcing Steel ReferenceMary Emalaine SerranoNo ratings yet
- ENG List of Entry Point ProjectsDocument11 pagesENG List of Entry Point ProjectsKhoonShihHsienNo ratings yet
- Lec 03 - Steel - Bolt ConnectionsDocument28 pagesLec 03 - Steel - Bolt Connectionsjaffer talhaNo ratings yet
- Seccion 16 Abs SoldaduraDocument9 pagesSeccion 16 Abs SoldaduraRoberto DavilaNo ratings yet
- 5 SlimDek Connection - AW 48240Document12 pages5 SlimDek Connection - AW 48240in678No ratings yet
- 400.3.1 Cast-In-Place Concrete PilesDocument8 pages400.3.1 Cast-In-Place Concrete PilesGerald YasonNo ratings yet
- Elementos de Conexión Pernos y SoldadurasDocument83 pagesElementos de Conexión Pernos y Soldadurasmiguel vilchez bachiaoNo ratings yet
- Chapter 11 - ConnectionDocument20 pagesChapter 11 - Connectionleowongck0119No ratings yet
- Farm TrussesDocument24 pagesFarm TrussesASHOKSURAJ B SNo ratings yet
- Roofing: Chapter-IxDocument30 pagesRoofing: Chapter-IxRamsubbuNo ratings yet
- Pages From Civil EngineeringDocument50 pagesPages From Civil EngineeringRagavanNo ratings yet
- Chapter 6 - ColumnDocument4 pagesChapter 6 - Columnlau lauNo ratings yet
- Installation Guidelines For Sports & High Mast Lighting StructuresDocument4 pagesInstallation Guidelines For Sports & High Mast Lighting StructuresKenny KenzoNo ratings yet
- Project Training Report: Name of The ProjectDocument15 pagesProject Training Report: Name of The ProjectShoubhik SahaNo ratings yet
- Presentation On Reinforcing Detailing of RCC MembersDocument20 pagesPresentation On Reinforcing Detailing of RCC MembersprakashNo ratings yet
- Chapter M - Design of Fabrication and ErectionDocument5 pagesChapter M - Design of Fabrication and ErectionGirl Who LivedNo ratings yet
- 6.5 ReinforcementDocument5 pages6.5 ReinforcementMalith De SilvaNo ratings yet
- Civil Work Specification Part 44Document10 pagesCivil Work Specification Part 44AM MANo ratings yet
- Section 5 - ReinforcementDocument30 pagesSection 5 - ReinforcementP.MohanaveluNo ratings yet
- API Rev.1Document36 pagesAPI Rev.1Ismail KarmanaNo ratings yet
- Danley Insert Plate ArmourMate BrochureDocument12 pagesDanley Insert Plate ArmourMate BrochuresuvraNo ratings yet
- Section 5Document30 pagesSection 5Orgil OrgilsaihanNo ratings yet
- Do and Not of Reneformcnet DetailingDocument3 pagesDo and Not of Reneformcnet DetailingmcadsriNo ratings yet
- 7455ee PDFDocument20 pages7455ee PDFaamiri.shamlooNo ratings yet
- Guideline On Laying Unit PaverDocument40 pagesGuideline On Laying Unit PaverDanny LamNo ratings yet
- Tank Erection Manual 2010Document17 pagesTank Erection Manual 2010kaijuNo ratings yet
- One-Way Joist Part 2Document1 pageOne-Way Joist Part 2Humberto EstevezNo ratings yet
- F 959 - 02 - Rjk1oqDocument4 pagesF 959 - 02 - Rjk1oqkrutikNo ratings yet
- DuraSquirt RCSC 2.12.5Document6 pagesDuraSquirt RCSC 2.12.5rob westoverNo ratings yet
- NAAQS NotificationDocument12 pagesNAAQS NotificationRadha KrishnanNo ratings yet
- Butler Basic Erection GuideDocument68 pagesButler Basic Erection Guidekarim hassanNo ratings yet
- 13-BCIS High Strength Bolts 2018Document55 pages13-BCIS High Strength Bolts 2018balamuruganNo ratings yet
- HSFG Bolts British MetricDocument24 pagesHSFG Bolts British MetricAlastair BrownNo ratings yet
- DTI Spec SheetDocument3 pagesDTI Spec SheetnrnakNo ratings yet
- High Tensile Stock ListDocument68 pagesHigh Tensile Stock ListJJ FloresNo ratings yet
- Pip Sts05130 PDFDocument12 pagesPip Sts05130 PDFFer PabNo ratings yet
- Astm F959M 1997Document7 pagesAstm F959M 1997Jesse ChenNo ratings yet
- SN26 062008 Preloadable BoltsDocument2 pagesSN26 062008 Preloadable Boltsraman123456No ratings yet
- Astm F 606 PDFDocument15 pagesAstm F 606 PDFLajkoNo ratings yet
- Indian RDSO-Guidelines For HSFG Bolts On India RailDocument16 pagesIndian RDSO-Guidelines For HSFG Bolts On India RailUpaliFernando100% (1)
- ASU-C-1010 (Receiving Inspection - Bolts, Nuts & Washers For Structural Connections) 14122016Document7 pagesASU-C-1010 (Receiving Inspection - Bolts, Nuts & Washers For Structural Connections) 14122016Bhavanishankar ShettyNo ratings yet
- BS111 Revision 9Document36 pagesBS111 Revision 9Prince RaghavNo ratings yet
- Cuña Segun Astm - f436Document2 pagesCuña Segun Astm - f436Roberth ChombopNo ratings yet
- Certification of Testing: Manufacturer of World Class Direct Tension IndicatorsDocument1 pageCertification of Testing: Manufacturer of World Class Direct Tension IndicatorsJ. Fabián MenaNo ratings yet
- EN 14399-9 - Feeler Gauge RequirementsDocument1 pageEN 14399-9 - Feeler Gauge RequirementsJafarNo ratings yet
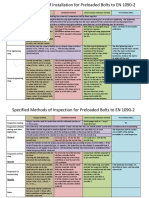
- Methods of Installation & Inspection To en 1090 2-1412867019Document2 pagesMethods of Installation & Inspection To en 1090 2-1412867019yatinNo ratings yet