You might also like
- A 958 - A 958M - 17Document5 pagesA 958 - A 958M - 17Eddie Michael67% (3)
- Steel Castings, Welding, Qualifications of Procedures and PersonnelDocument19 pagesSteel Castings, Welding, Qualifications of Procedures and PersonnelDavidNo ratings yet
- A401A401M-10 Standard Specification For Steel Wire, Chromium-Silicon AlloyDocument4 pagesA401A401M-10 Standard Specification For Steel Wire, Chromium-Silicon Alloytjt4779No ratings yet
- Half-Dragon - The HomebreweryDocument14 pagesHalf-Dragon - The HomebreweryAbner TapiaNo ratings yet
- A297 A297mDocument4 pagesA297 A297mVeerrajuChowdaryNo ratings yet
- A958Document5 pagesA958DeepakRajurkarNo ratings yet
- Detail Design of Crane Runway Girders - bk105 PDFDocument6 pagesDetail Design of Crane Runway Girders - bk105 PDFTiago CastelaniNo ratings yet
- A517a517m-17 1.04 PDFDocument4 pagesA517a517m-17 1.04 PDFlean guerreroNo ratings yet
- Corrosion in Oil Refinery (Dr. Ir. Triwibowo, M.SC)Document183 pagesCorrosion in Oil Refinery (Dr. Ir. Triwibowo, M.SC)Rinush SinagaNo ratings yet
- Astm A240Document15 pagesAstm A240Luis Fernando Rueda100% (1)
- Standards Related To BearingsDocument6 pagesStandards Related To Bearingswholenumber0% (1)
- ASTM A240-20aDocument12 pagesASTM A240-20a杜文欽100% (1)
- Astm A 240-18Document12 pagesAstm A 240-18Giann' Andreh'xd100% (2)
- Astm A131 2019 PDFDocument8 pagesAstm A131 2019 PDFazam RazzaqNo ratings yet
- Astm A395-1999 (2018)Document8 pagesAstm A395-1999 (2018)senthil selvarajNo ratings yet
- Astm A351Document5 pagesAstm A351Iksan MustofaNo ratings yet
- A353a353m-17 1.04 PDFDocument3 pagesA353a353m-17 1.04 PDFlean guerrero100% (1)
- Astm A 995-2019Document6 pagesAstm A 995-2019Kamal Thummar100% (2)
- SAE BoltDocument1 pageSAE BoltAnuj ShahiNo ratings yet
- Coke Tower DesignDocument14 pagesCoke Tower DesignMahendra Rathore100% (1)
- Wire Rope End Terminations: User's ManualDocument120 pagesWire Rope End Terminations: User's ManualOscar Campo100% (2)
- Fabrication Procedure For SteelDocument8 pagesFabrication Procedure For SteelNguyễn MinhNo ratings yet
- Boletin CTP Juegos AnillosDocument3 pagesBoletin CTP Juegos AnillosAlexis Sanchez50% (2)
- Standard Specification For High Strength Structural Bolts and AssembliesDocument14 pagesStandard Specification For High Strength Structural Bolts and AssembliesDeepu mohanNo ratings yet
- Castings, Nickel and Nickel Alloy: Standard Specification ForDocument7 pagesCastings, Nickel and Nickel Alloy: Standard Specification FordgkmurtiNo ratings yet
- Astm A148Document4 pagesAstm A148Michael Skrable100% (2)
- Astm A 240 2019Document12 pagesAstm A 240 2019geraldo leoncio100% (1)
- Astm A995 A995m 13 2013 PDFDocument4 pagesAstm A995 A995m 13 2013 PDFdelta lab sangli0% (1)
- A612a612m-12 (2019) 1.04 PDFDocument3 pagesA612a612m-12 (2019) 1.04 PDFist93993No ratings yet
- 27 Astm A995Document5 pages27 Astm A995FYNo ratings yet
- 2014 - 68 - EU Pressure Equipment - Summary List of Harmonised Standards - Generated On 18.10.2019Document28 pages2014 - 68 - EU Pressure Equipment - Summary List of Harmonised Standards - Generated On 18.10.2019Firdaus NasirNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationVIKAS DAHIYA100% (1)
- Noun ModifierDocument129 pagesNoun ModifierArshad AbbasNo ratings yet
- Castings, Austenitic, For Pressure-Containing PartsDocument7 pagesCastings, Austenitic, For Pressure-Containing Partsist93993100% (1)
- Standard Specification For Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDocument6 pagesStandard Specification For Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsFayez Al-ahmadiNo ratings yet
- Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDocument4 pagesCastings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDarwin DarmawanNo ratings yet
- Standard Specification For Chromium and Chromium Nickel StainlessDocument12 pagesStandard Specification For Chromium and Chromium Nickel StainlessMecanica Termica, PROCESOSNo ratings yet
- Steel Castings, Iron-Chromium and Iron-Chromium-Nickel, Heat Resistant, For General ApplicationDocument4 pagesSteel Castings, Iron-Chromium and Iron-Chromium-Nickel, Heat Resistant, For General ApplicationmtNo ratings yet
- Astm A351-A351mDocument7 pagesAstm A351-A351mJose Gregorio RodriguezNo ratings yet
- Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsDocument12 pagesChromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General Applicationsist93993No ratings yet
- Castings, Austenitic, For Pressure-Containing PartsDocument5 pagesCastings, Austenitic, For Pressure-Containing PartsالGINIRAL FREE FIRENo ratings yet
- A732a732m 12247Document6 pagesA732a732m 12247Ilham PaneNo ratings yet
- Castings, Austenitic, For Pressure-Containing PartsDocument7 pagesCastings, Austenitic, For Pressure-Containing PartsRodolfoNo ratings yet
- Astm A447-11 (2021)Document4 pagesAstm A447-11 (2021)Imane ElkodsiNo ratings yet
- A351A351MDocument5 pagesA351A351MWanderlan Rodrigues da Silva100% (1)
- A 148 - A 148M - 15a PDFDocument5 pagesA 148 - A 148M - 15a PDFphaindikaNo ratings yet
- Astm A148-A148m (2020)Document4 pagesAstm A148-A148m (2020)AHMED SAMIR ALEMDARNo ratings yet
- A958A958MDocument5 pagesA958A958MMARCONo ratings yet
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocument5 pagesSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceKamal ThummarNo ratings yet
- Steel Sheet Piling: Standard Specification ForDocument2 pagesSteel Sheet Piling: Standard Specification ForCarlos CmbbNo ratings yet
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocument5 pagesSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceSrinivasanArumugamvenkatachalamNo ratings yet
- Astm A27-A27m (2020)Document4 pagesAstm A27-A27m (2020)AHMED SAMIR ALEMDARNo ratings yet
- A351a351m-14 10877Document5 pagesA351a351m-14 10877Lalit PatelNo ratings yet
- A148A148M-15 Standard Specification For Steel Castings, High Strength, For Structural PurposesDocument4 pagesA148A148M-15 Standard Specification For Steel Castings, High Strength, For Structural PurposesmithileshNo ratings yet
- Astm A299 A299m 17 2022Document2 pagesAstm A299 A299m 17 2022عبد المالك بن شليغمNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Quenched and Tempered 7, 8, and 9 % NickelDocument4 pagesPressure Vessel Plates, Alloy Steel, Quenched and Tempered 7, 8, and 9 % Nickelalucard375100% (1)
- A240a240m 7015 PDFDocument15 pagesA240a240m 7015 PDFalucard375No ratings yet
- A27-17 Steel Castings, Carbon, For General ApplicationDocument4 pagesA27-17 Steel Castings, Carbon, For General ApplicationJosh HansenNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Quenched and Tempered 8 and 9 Percent NickelDocument3 pagesPressure Vessel Plates, Alloy Steel, Quenched and Tempered 8 and 9 Percent NickelVivekNo ratings yet
- Astm A875 A875m 2021Document13 pagesAstm A875 A875m 2021OS LaboratoryNo ratings yet
- ASTM A299A299M-17 Standard Specification ForDocument3 pagesASTM A299A299M-17 Standard Specification Formarcio de rossiNo ratings yet
- Astm A351Document6 pagesAstm A351Rahul SinghNo ratings yet
- Astm A322 13 2018Document2 pagesAstm A322 13 2018Arthanari VaidyanathanNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationHussein BeqaiNo ratings yet
- Astm A351 2006Document5 pagesAstm A351 2006Almas AthifNo ratings yet
- Astm A553a553m-22Document4 pagesAstm A553a553m-22bdr85No ratings yet
- ASTM A580 18 Stainless Steel WireDocument5 pagesASTM A580 18 Stainless Steel WireMartin ÅkessonNo ratings yet
- Astm A743 A743m 21Document5 pagesAstm A743 A743m 21Norberto GómezNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Quenched and Tempered 8 and 9 % NickelDocument4 pagesPressure Vessel Plates, Alloy Steel, Quenched and Tempered 8 and 9 % NickelDarwin DarmawanNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- MMRW29 04 2024Document20 pagesMMRW29 04 2024Shubham Sardesai- Jaywant EngineeringNo ratings yet
- Jaywantengg F 2567, DC2324088Document12 pagesJaywantengg F 2567, DC2324088Shubham Sardesai- Jaywant EngineeringNo ratings yet
- Ke250150 & Ke250370Document2 pagesKe250150 & Ke250370Shubham Sardesai- Jaywant EngineeringNo ratings yet
- Max Gears, E0629, HV044 (Inv)Document1 pageMax Gears, E0629, HV044 (Inv)Shubham Sardesai- Jaywant EngineeringNo ratings yet
- Is - 14340 Brass For ElectricDocument5 pagesIs - 14340 Brass For ElectricShubham Sardesai- Jaywant EngineeringNo ratings yet
- 2.14 Heat-Treating Copper and Nickel Alloys: R 2017 Elsevier Inc. All Rights ReservedDocument23 pages2.14 Heat-Treating Copper and Nickel Alloys: R 2017 Elsevier Inc. All Rights ReservedShubham Sardesai- Jaywant EngineeringNo ratings yet
- Cadmium or Zinc Chromate Organic Corrosion Protective Coating For FastenersDocument2 pagesCadmium or Zinc Chromate Organic Corrosion Protective Coating For FastenersShubham Sardesai- Jaywant EngineeringNo ratings yet
- Astm F1089-02 - Standard Test Method For Corrosion of Surgical InstrumentsDocument3 pagesAstm F1089-02 - Standard Test Method For Corrosion of Surgical InstrumentsmurleyjNo ratings yet
- Instruction Manual: Anchor Darling Swing CheckDocument30 pagesInstruction Manual: Anchor Darling Swing CheckDhananjay ShindeNo ratings yet
- Capri ADE 4F PDFDocument1 pageCapri ADE 4F PDFcuongpham301No ratings yet
- Astm A106-02Document13 pagesAstm A106-02Quang-derer83% (6)
- Module II - Lecture NotesDocument79 pagesModule II - Lecture NotesIlyas H. AliNo ratings yet
- Installation and Maintenance Guide For NIBCO Butterfly Valves With Rubber SeatsDocument10 pagesInstallation and Maintenance Guide For NIBCO Butterfly Valves With Rubber SeatsErayNo ratings yet
- Conservation Vent (Pressure & Vacuum)Document8 pagesConservation Vent (Pressure & Vacuum)Bureau VeritasNo ratings yet
- Specification For Case Hardening Steels (First: ScopeDocument12 pagesSpecification For Case Hardening Steels (First: ScopeNav Talukdar0% (1)
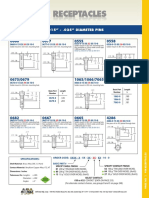
- Receptacles: FOR .015" - .025" DIAMETER PINSDocument1 pageReceptacles: FOR .015" - .025" DIAMETER PINSlorgi vanegas cardonaNo ratings yet
- Aquamine 50.01Document17 pagesAquamine 50.01Armando RelajoNo ratings yet
- Monk-Playbook 6eDocument2 pagesMonk-Playbook 6eMatthi VgNo ratings yet
- 410 Ss Vs 416 SsDocument9 pages410 Ss Vs 416 SsAVINASHRAJNo ratings yet
- Abstract:: Charpy Impact TestDocument12 pagesAbstract:: Charpy Impact Testsumaiya sumaNo ratings yet
- Insulating Kit - Product BrochureDocument4 pagesInsulating Kit - Product BrochureSalmanNo ratings yet
- Consolidated 1700 SeriesDocument68 pagesConsolidated 1700 Seriesivan_fuenzalida_1No ratings yet
- Gating RatioDocument1 pageGating RatioAkshat Rastogi100% (3)
- 10200-Louver and VentsDocument6 pages10200-Louver and VentsAhmad SaadeldinNo ratings yet
- Primers For Metal SurfacesDocument2 pagesPrimers For Metal SurfacesLHYT NTUANo ratings yet