Professional Documents
Culture Documents
ESTUDO COMPARATIVO ENTRE OS MÉTODOS FMEA E HAZOP APLICADOS À PRODUÇÃO DE BIOETANOL - PDF
ESTUDO COMPARATIVO ENTRE OS MÉTODOS FMEA E HAZOP APLICADOS À PRODUÇÃO DE BIOETANOL - PDF
Uploaded by
sbiasoto0 ratings0% found this document useful (0 votes)
1 views23 pagesOriginal Title
ESTUDO COMPARATIVO ENTRE OS MÉTODOS FMEA E HAZOP APLICADOS À PRODUÇÃO DE BIOETANOL - PDF Free Download
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
1 views23 pagesESTUDO COMPARATIVO ENTRE OS MÉTODOS FMEA E HAZOP APLICADOS À PRODUÇÃO DE BIOETANOL - PDF
ESTUDO COMPARATIVO ENTRE OS MÉTODOS FMEA E HAZOP APLICADOS À PRODUÇÃO DE BIOETANOL - PDF
Uploaded by
sbiasotoCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 23
Universidade Tecnolsica Federal do Parané- UTFER
(Comous Poona Grosea Pann Brel
ISSN 1808-088 11a. OL-p O12
DOF 103895/p: Hil 1802
Revista Gestio Industrial
ESTUDO COMPARATIVO ENTRE OS METODOS FMEA E HAZOP
APLICADOS A PRODUCAO DE BIOETANOL
COMPARATIVE STUDY BETWEEN HAZOP AND FMEA METHODS
APPLIED TO THE PRODUCTION OF BIOETHANOL
Marcelo Giroto Rebelato'; Leonardo Lucas Madaleno”; Gustavo Borba Ferrari’; Andréia Marize
Rodrigues*;
"Universidade Estadual Paulista Jilio de Mesquita Filho ~ UNESP - Jaboticabal - SP — Brasil
mgiroto@fcav.unesp.br
2Centro Estadual de Educagio Tecnologica Paula Souza - FATEC - Jaboticabal ~ SP ~ Brasil
leoagro@ gmail.com
*Universidade Estadual Paulista Jilio de Mesquita Filho - UNESP — Jaboticabal — SP — Brasil
borbagustavo@hotmail.com
“Universidade Estadual Paulista Tilio de Mesquita Filho —- UNESP — Jaboticabal — SP - Brasil
andreiamarize@fcav.unesp.br
Resumo
0 objetivo deste trabalho consiste em apresentar um estudo comparativo entre os métodos FMEA e
HAZOP aplicados ao anbiente de fabricagao do bioetanol. O trabatho desenvotve, na forma de
indicadores caregéricos congruentes com a légica fundamental dos chamados “métodos de andlise
de causas ratzes de problemas", oito critérios com vistas ao confronto entre FMEA versus HAZOP.
Em seguida, ponderam-se quantitativamente os critérios desenvolvidos. Por fim, comparamse os
dois métodos sob 0 panorama de cada um dos oito indicadores desenvolvidos. O trabatho de
ponderacao dos critérios e posterior confromacao entre FMEA x HAZOP foi realizado por meio do
‘método Analytic Hierarchy Process (AHP). Os julgamentos necesséirios ao método AHP foram
realizados por uma equipe de especialistas oriundos da indiistria sucroenergética paulista, O teste
de consisténcia mostrou que os valores atribuidos as prioridades relativas podem ser julgados
consistentes. Como resultado, 0 método HAZOP foi considerado cerca de duas vezes ¢ meia
superior ao método FMEA dentro do contexto estudado.
Palavras-chave: método FMEA; método HAZOP; método AHP: produgao de bioetanol.
1. Introdugio
© processo de producao do bioetanol carrega um alto risco inerente, pois envolve a
fabricagdo de um produto facilmente inflamavel. Enquanto as ignigdes sto um sério risco a
qualquer industria, em uma planta produtora de biocombustiveis estas podem causar ineéndios e
explosdes com prejuizo de algumas centenas de milhares de délares a0 produtor, alm de mortes
e/ou lesdes permanentes aos operarios. Ademais, 0 processo produtivo do etanol é do tipo continuo
puro. Isto significa que, em caso de interrupco de qualquer uma das etapas produtivas, por falha
humana ou defeito em equipamentos, toda a linha produtiva pode ser paralisada por um periodo de
tempo indefinido, Panes operacionais, portanto, podem resultar em perdas humanas e significativos
prejuizos econdmicos (SMALL, 2008)
Embora a principal preocupagio, em uma planta de bivetanol, seja com relagio ao processo
de destilagio, onde altas concentragdes de alcool sto produzidas, a area de armazenamento de
combustivel é também considerada de alto risco, pois faiscas elétricas, relampagos, impactos de
veiculos e outros eventos extemos podem iniciar a queima do combustivel. Além disso, o etanol &
uma commodity internacional amplamente negociada entre importadores ¢ exportadores, © que lhe
impse especificacdes técaicas regulamentadas mundialmente, pois é por meio destas que se garante
a qualidade minima necessaria ao seu correto desempenho. Falhas operacionais no chao de fabrica
podem comprometer as propriedades do produto final e resultar, ao fabricante, em imputagdes de
responsabilidade direta por danos causados aos consumidores (SMALL, 2008).
Os distirbios ou falhas presentes em um sistema de fabricagio tm como resultado uma
série de incidentes indesejados. A primeira providéncia para prevengio aos incidentes indesejados
sao as chamadas “medidas de prevengao de falhas” (BELLINI, 2008). Estas envolvem a anilise de
falhas do sistema as quais, por sua vez, dependem primeiramente da identificagao de perigos ou
riscos na instalagao produtiva, dado que nenhuma agio pode ser tomada para evitar ou reduzir os
efeitos de riscos nao identificados. Seguidamente, a prevencdo da falha tem como meta a
consideragdo de possiveis cenarios que levem a consequencias indesejaveis (GOULD, 2000)
Neste contexto, FMEA (Failure Mode and Effects Anahysis) e HAZOP (Hazard and
Operabitity Studies), sto dois métodos de andlise e prevengio de falhas muito populares na esfera
industrial e no Ambito académico. Ambos sio aplicveis ao ambiente de fabricagao do bivetanol, e
ambos tém como resultado o planejamento de agdes a fim de mitigar ou eliminar riscos eminentes
a0 processo. Porém, cada método possui seu nivel de particular de detalhamento, estruturagao e
sistemitica.
Partindo da hipétese de que o proprio esforco de prevengio de falhas também tem potencial
para descuidos, ineficacias, eros ou omissdes ¢ que estes desvios sto em grande medida
dependentes da abordagem metodologica de prevencdo que esta sendo utilizada, a questo de
pesquisa que se delineia é qual dos dois métodos, FMEA ou HAZOP, é mais eficiente na
identificagao, anilise e mitigagao/eliminagao de falhas no processo produtivo do bicetanol na
indiistria sucroenergética?
Desta forma, o objetivo deste artigo é realizar um estudo comparativo entre o HAZOP ¢ 0
FMEA aplicados ao processo de fabricacio do bioetanol. Por tratar-se de uma commodity, o produto
apresenta uma baixa rentabilidade, o que exige um processo produtivo sem desperdicios, vale dizer,
sem falhas.
Revista Gestéo Industrial
© trabalho ¢ relevante na medida em que se debruca sobre a fabricagdo do bioetanol de
cana, produto que se destaca pela sua sustentabilidade ambiental em um setor critico para a
economia mundial, o setor energético, sendo o Brasil © maior produtor de etanol de cana-de-aghear
do mundo ¢ ocupando posigdo de lideranga nesta tecnologia de produgio. O artigo contribui
também com o conhecimento sobre as falhas operacionais na industria sucroenergética e com 0
esforgo de selegtio de técnicas a serem aplicadas no incremento da confiabilidade em sistemas de
fabricagao continuos em geral
2. Metodologia
trabalho foi conduzido em cinco etapas metadologicas, a saber:
1) Mapeamento das etapas produtivas da producao do bioetanol ~ nesta etapa realizou-se a
identificagao e o estudo das operagdes unitérias de transformagio do caldo extraido da cana em
bivetanol com reconhecimento dos principais pontos criticos em termos de efeitos indesejados
provenientes de falhas;
2) Estudo do HAZOP e do FMEA — nesta etapa estudaram-se ambas as metodologias para 0
conhecimento em detalhe de suas caracteristicas particulares, estruturas e mecanismos de
fancionamento;
3) Seleco de critérios de comparagao — em conformidade com Gano (2003), com vistas a
realiza¢ao de uma comparacao fidedigna entre os dois métodos foram desenvolvidos indicadores
coerentes com a logica fundamental dos chamados root cause analysis (RCA) methods ou “métodos
de andlise de causas raizes de problemas”. Oito critérios, na forma de indicadores categéricos,
foram criados para comparar FMEA versus HAZOP. Eles sto:
a) Eficdcia na descoberta das falhas — esse critério permite comparar os dois métodos em
termos da eficacia na descoberta do maior mimero de falhas, desvios, ou vulnerabilidades
(iscos potenciais) do processo produtivo do bivetanol,;
b) Eficicia na descoberta das causas das falhas - este critério se presta a comparar os dois
étodos em fungio capacidade de identificagio exaustiva das causas dos eros ou falhas;
©) Eficacia na descoberta dos efeitos das falhas — por meio deste critério € possivel
confiontar os dois métodos com relagio & capacidade de descoberta dos efeitos ou
consequéncias provocadas pelos desvios no sistema;
4) Eficacia na descoberta da frequéncia de ocorréncia das falhas - este critério permite
identificar qual dos dois métodos ¢ capaz de levantar com maior preciso a frequéncia de
incidéncia das falhas identificadas;
Revista Gestéo Industrial 3
e) Eficicia na mitigacao/eliminagio das causas das falhas - este critério compara o resultado
final da aplicagao dos métodos, ou seja, permite determinar qual método tem capacidade
superior de incrementar a robustez e estabilidade do sistema de fabricagao do bioetanol de
modo que as causas das falhas deixem de existir ou sejam mitigadas;
£) Adaptabilidade ao ambiente de fabricagao do bioetanol - 0 bioetanol é um produto de
baixa diferenciagao, Os dois principais combustiveis produzidos pelas usinas sio o bioetanol
hidratado e o anidro, Estes so produzidos em uma linha de produgao do tipo “dedieada”, a
qual utiliza equipamentos muito volumosos, estiticos ¢ inflexiveis como rolos de pressio,
esteiras, tanques, colunas de destilacdo, trocadores de calor, caldeiras, fornos, bombas,
compressores, redutores, motores elétricos, turbinas a vapor, ete. Dentzo disso, por meio
deste critério, deve-se avaliar qual dos dois métodos em estudo adapta-se melhor ao
ambiente de fabricagio do etanol;
g) Conhecimento gerado — por meio deste critério podem-se comparar os dois métodos em
termos da riqueza de conhecimento gerado aos funcionarios e a empresa sobre as falhas,
suas causas e efeitos que afetam o pracesso produtivo do bioetanol;
hi) Efi
econémicos materiais e imateriais, ou seja, dinheiro, tempo, equipamentos e pessoas que so
ncia econdmica — através deste critério compara-se 0 montante de recursos
necessirios a cada um dos métodos para chegar-se 4 eliminagao das mesmas falhas no
sistema de fabricagao do bioetanol.
4) Ponderagao quantitativa entre os critérios selecionados — nesta etapa priorizaram-se as
importincias relativas de cada critério desenvolvido na etapa anterior. Conforme Saaty (2010), a
priorizagdo envolve 0 desenvolvimento de julgamentos em resposta as questdes de domindncia de
um elemento sobre outro quando comparados com relagio a certa propriedade. Para isso, utilizou-se
© método Analytic Hierarchy Process (AHP), uma ferramenta flexivel que & preparada para levar
em conta os diversos critérios para 0 processo de decisio (SAATY, 1991). O AHP é um método
que permite a manipulagdo dos fatores intangiveis de julgamento de meneira simples e
compreensivel, sendo adequada a problemas de definicdo de prioridades, avaliagio de custos x
beneficios, alocagdo de recursos, benchmarking, analise de decisio sob-tiscos, entre outros
(SAATY, 2008);
5) Comparacao entre os métodos FMEA e HAZOP - com o desdobramento do método
AHP, iniciado na etapa anterior, chegou-se naturalmente 4 comparagao entre o FMEA e 0 HAZOP.
As avaliagdes necessarias ao AHP, tanto na Etapa 4 quanto na Etapa 5, foram realizadas por uma
equipe de cinco especialistas (Tabela 1) pertencentes & cinco empresas sucroenergéticas e com
conhecimentos praticos sobre os dois métodos em anilise.
Revista Gestéo Industrial 4
Tabela 1 — Formacio da equips de especialistas no trabalho de comparacao
a ‘Tempo de experiéncia na
Cargo Formagio indistria sucroenergética
Gerente da Qualidade Engenharia de Producto 12 anos
Gerente de Produgtio ‘Engenharia Agrondmica’ 15 anos
Supervisor de Processos —
Satin Engenharia Mecénica 6 anos
Supervisor de Produeao Engenharia Quimica D anos
Tecublogo em produgao
Supervisor de Produedio nualeoaleina 10 anos
Fonte: elaboragio propria
Estes especialistas foram selecionados por convenigucia em cinco usinas produtoras de
bioethanol localizadas no Estado de Sao Paulo, O tratamento matemitico necessirio 20 AHP foi
realizado por meio da aplicagio do sofware Make It Rational (ttp://makeitrational.conv features),
Existem no mercado diversos softwares de apoio A decisto que utilizam o método AHP. Este
sofware se destaca por conter uma interface grifica bastante amigével e por pemnitir que a
avaliagao multi critérios seja realizada por diferentes participantes, calculando automaticamente a
Razio de Consisténcia (RC) da anilise hierérquica.
3. A fabricacio do bioetanol ¢ os principais pontos criticos do processo produtivo
A descrigdo das etapas produtivas do bioetanol so baseadas em Rebelato et al (2012) e
Rebelato et al (2013). A fabricag2o do bioetanol inicia-se apés a colheita da cana-de-agicar e seu
transporte para a unidade industrial, A matéria-prima que chega a usina & enviada ao setor de
pesagem e amostragem. Geralmente, 30% do material que chega & amostrado por sondas obliquas
ou horizontais. A qualidade do material amostrado é aferida por meio de anslises em laboratério e
junto com a pesagem (mensuragtio da massa de cana + impurezas) tem-se o total de agticares que
serio transformados em produtos finais.
projeto de uma planta de bioetanol é desenvolvido para que o miximo do agiicar contido
na matéria-prima seja transformando em agticar ¢ alcool. No entanto, mesmo no melhor proceso
industrial as perdas de acicar ocorrem (perdas aceitveis) ¢ existem ainda as perdas que no si0
contabilizadas por serem impossiveis de serem mensuradas. Os produtos finais so fabricados
determina-se a eficigncia do processo pela quantidade de agiicar que adentrou a fabrica e quantidade
de produtos finais obtidos.
Nesse contexto, © proceso na unidade fabril se inicia com o preparo da matéria-prima por
meio da passagem da cana por conjuntos de facas ¢ desintegradores, cuja fungao ¢ abrir as células
da cana e expor seu contetido para que seja submetida a alguma forma de extragio de caldo: por
moenda ou por difusor. A extrago por moenda ¢ realizada por pressiio, enquanto a realizada por
difusor é feita através da lavagem do material (osmose e lixiviacao). Os dois métodos possuem
Revista Gestéo Industrial
extragdo aproximada de 98% de sacarose no caldo e a perda aceitivel de agticar no bagago
(ptimeiro residuo do proceso) é de até 2 % de Pol. A Pol é a medida da quantidade de sacarose
aparente no caldo e é realizada por um aparetho denominado polarimetro.
Com 0 proceso de extragio obtém-se 0 caldo primario (produgiio de agticar) e secundaio
(produgao de bioetanol), que podem ser submetidos ao tratamento para retirada de algumas
impurezas que os acompanham, Esse tratamento ¢ opcional, porém caso seja empregado, utilizam-
se de métodos fisicos por meio da peneiragem (peneira rotativa) para retirada do bagago misturado
a0 caldo e, quimico através da mudanca de pH ¢ temperatura, que faz com os materiais que sfio
soliiveis torem-se insoliveis e possam ser removidos.
Para 0 tratamento quimico aplica-se 20 caldo hidroxido de Ca(OH)2 (processo denominado
caleagem) que faz com que o pH aumente de 4,5 a 5.5 para 6 a 6,5. Apés isto, 0 caldo caleado &
submetido a um aumento rapido de temperatura (100 a 105°C), promovendo a floculagio primaria
(transformagao de substancias soliveis que tornam-se insoliveis). © caldo (caleado e aquecido)
passa por um balio de flash (equipamento responsavel por eliminar gases incondensaveis que
preudicam proceso de sedimentacfio de impurezas) ¢ adiciona-se polimero para promover a
floculagdo secundiria. Nesta, os flocos primérios se agrupam tornando-se mais pesados, 0 que
facilita a separacdo. Apés a aplicacdo do floculante o caldo entra no equipamento decantador, cuja
fungdo & separar 0 caldo clarificado do lodo (ou borra),
O caldo clarificado segue para a producao de aciicar ou bioetanol e 0 lodo é encaminhado
0s filtros de recuperagio de sacarose (filtro rotativo ou filtro prensa). Apds a passagem do lodo
pelo filtro tem-se, por um lado, 0 caldo filtrado que volta ao processo de tratamento do caldo e, por
outro, a torta de filtro, que & destinada & lavoura para adubacdo da cana-de-agticar na drea agricola,
Nesta torta, a perda aceitivel de sacarose & de at 2 % de Pol. Esse é um dos locais que mais se
perde acticar na produgdo sucroenergética por erro operacional de regulagem dos filtros.
A proxima etapa € 0 preparo do mosto. Neste processo pode-se utilizar o caldo, 0 caldo
clatificado, © xarope (obtide por concentragio do caldo clarificado) ou © melago (subproduto da
produgao de acticar). Neste preparo busca-se a concentrago ideal de agticares (em torno e 18% de
ART — agticares redutores totais), de nutrientes (P e N), da temperatura (em torno de 32°C) e pH
(45), assim como a redugio de agentes contaminantes (bactérias ¢ leveduras selvagens) para que o
processo de fermentacio do mosto, que ocorrerd em seguida, seja otimizado,
Ao mesmo tempo em que o mosto é preparado, ocorre o tratamento do fermento (pré-
fermentagdo), que nas indiistrias brasileiras, é utiliza-se a levedura que ja foi usada em fermentagdes
anteriores. O fermento é separado do vinho por método de centrifugagao e, em seguida, submetido a
um tratamento de diluigao com gua e aplicacao de acido sulfiirico para abaixar o pH para 2,5 ¢
assim evitar a reintroducdo de contaminantes no processo.
Revista Gestéo Industrial 6
‘Nas domas de fermentag3o o mosto e o fermento so misturados e permanecem por periodo
de aproximadamente seis a oito horas no biorreator. A fermentagao & proceso bioquimico gerador
do bioetanol. As moléculas de sacarose, glicose e frutose, presentes no mosto, so transformadas em
bioetanol pelas leveduras. Estas produzem, por um lado, o alcool etilico e, por outro lado, © gas
carbénico, entre outros residuos em menor quantidade
As usinas brasileiras se dividem na utilizagio do processo fermentative em batelada
(proceso Melle Boinot) ou fermentagio continua. No primeiro tipo, a fermentagto ¢ realizada em
dornas separadas. Ao final do periodo fermentativo tem-se © vinho levedurado que submetido ao
proceso de centrifugacao para separacio do levedo do vinho. O vinho delevurado, que possui
concentracdo alcoélica de 8 a 12% de etanol, segue para a doma volante e, em seguida, para 0
processo de destilacao
No processo continuo, a fermentacao inicia-se numa dorna e segue passando por outras trés
dornas. Entretanto, cada usina possui um modelo de processo continuo, no qual varia a quantidade
de dornas. Ou seja, a fermentacao ¢ realizada em domas interligadas com tempo suficiente para que
ocorra 0 proceso até o final. O vinho levedurado segue os mesmos passos da fermentagio em
batelada, Em qualquer um dos métodos a temperatura & controlada em toro de 32°C, com auxilio
de trocadores de calor.
No processo de destilagao, 0 método usado & continuo (sistemético), sendo dividido em trés
fases: destilaglo, retificagao (Figura 1) e desidratagao, Na destilagao, que é feita em colunas A
(destilagiio ou esgotamento), Al ou A’ (epuragaio do vinho) e D (concentragio de produtos mais
voliteis), ¢ introduzido o vinho aquecido na coluna AI e esse desce através de siffes (ligagao entre
as bandejas das colunas) perdendo o dlcool na forma de vapor e chega a base da coluna na forma de
vinhaga (0,02% de etanol) (Figura 1).
No topo da coluna A retira-se 0 denominado “flegma de baixo grau” (50% de etanol) que &
encaminhado para a coluna de retificagio para ser redestilado, Na coluna D realiza-se a
concentraciio dos produtos de cabega e 0 vapor que sai no topo chega aos condensadores (Re R1) €
se transforma em liquide, Parte do condensado retoma para a coluna (denominado reflux ou
retrogradagio) e pode ser também levado a coluna de retificagao na forma liquida e, parte pode ser
separada em forma de alcool “de segunda”, Algumas unidades optam por no separar 0 alcool de
segunda (condensado que possui produtos de cabeca e etanol) ¢ a coluna D deixa de ser utilizada
Neste caso, todo condensado é encaminhado para a coluna de retificagio.
‘Na Figura 1, verifica-se a coluna de retificaco (processo de retificagio) composta por
colunas B (concentragio) e BI (esgotamento do flegma). Neste equipamento o flegma é fracionado
em etanol hidratado (97% de etanol, o qual sai proximo ao topo da coluna) ¢ residuos/subprodutos:
a) flegmaga (base da coluna); b) éleo fiisel; c) alcool “de segunda”. O dleo fiisel (denominado
Revista Gestéo Industrial 7
produto de cauda) é submetido ao processo de decantagao para recuperagao do etanol que sai no
momento em que o éleo é retirado na lateral da coluna. © etanol recuperado retorna para a coluna
de retificacao.
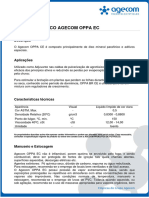
Figura 1 — Conjuatos de colunas de destilagto e retificagdo e acessérios (condensadores e decantador de leo fisel) para
‘produgdo de etanol hidratado
von Peonaca
Colunas de destiiagao e Colunas de retticagao e
‘acessérios ‘acessorios
Fonte: Adaptado de Stupiello (2012)
© etanol hidratado pode ser submetido a0 processo de desidratacio, o qual pode ser
realizado por varios métodos, sendo os mais empregados, 0 extrativo (uso de monoetilenoglicol —
MEG), 0 azeotrépico (utilizacao de ciclohexano) e peneira molécular (ze6lita). Por meio de todos
estes processos obtém-se etanol anidro 99,9%. Em seguida, os dois tipos de etanol (hidratado ou
Revista Gestéo Industrial 8
anidro) podem ser armazenados, 0 que geralmente é feito em tanques. A principal utilizagao do
etanol hidratado é como combustivel em automéveis movidos a gasolina ou etanol (veiculos flex),
enquanto o etanol anidro € utilizado em mistura A gasolina entre 20 e 25%, conforme estratégia
governamental.
Conforme visto, a produgtio do bioetanol emprega transformagées fisicas, quimicas
biolégicas da matéria-prima, Hé diversos pontos criticos em termos de oportunidades de falas
desvios. A Tabela 2 identifica as etapas do processo de produgio do bioetanol e as principais falhas
que podem ocorrer em cada um delas.
Tabela 2 —Etapas de fabricagao do bioetanol ¢ principais pontos crticos
Etapa de Pontos criticos
fabricacao
1. Falta de vapor ou cletrcidade para 0 funcionamento das moendas;
2. Ranhturas dos rolos de extragio da moenda inadequadas:
3. Realizagio da embebigso de modo nao adequado em moendas edifusores:
Extragio do 4, Pensa rotativa (proceso fisico de tratamento do ealdo) entupidas
caldo 5. Contaminagio provocada por assepsia mio adequada do processo:
6. Perdas de sacarose e outros agiieares no hagago pela extragdo deficiente de moendas ou
difusores:
7. Se for empregada extrac2o do caldo por difusor: embebigdo para extrac do caldo
inadequada e entupimento da tela que sustenta o “colchao” de cana preparada,
1. Erro na dosagem de hidréxido de calcio Ca(OH), aumentando o pH além do nivel
recomendado;,
2, Perfuragao da tubulagao de aquecedores de caldo e perda de sacarose no vapor de
aquecimento;
Tratamento do | 3. Temperaturas de processo nio alcaugadas que levam a menor degasagem no balio de flash
caldo
4. Erro de dosagem de polimero:
8. Decantadores mal operados (vaziio de entrada de caldo no aparelho com velocidade elevada);
6. Separagdo defeitiosa do lodo do caldo clatficado (caldo clarificado que coatém lodo que nio
fi separado}
1. Problemas no sistema de filtragao do lodo para recuperagio da sacarose ¢ outros acucares.
1. Etro na dosagem da quantidade de agicares para a fermentagdo. Os agicares redutores totais
‘devem permanecer por volta de 18% para se obter producdo de etanol proxima de 8 a 12% de
teor alco6lico no vinho:
Preparo do 2. Temperatura do mosto muito elevada (acima de 35°C) que levam a menor eficigneia das
mosto leveduras na conversto dos agticares em bioetanol:
3. Falta de nutrientes (por erro no processo de tratamento, materiais como melago que contém.
enor teor ea adubacdo nfo adequada da lavoura). Os nutrientes servem para a formaca0 de
novas leveduras e manutengdo do fermento, que nas Usinas so reutilizadas.
4, Contaminagio elevada, Presenga de microrganismos (bactérias e leveduras selvagens) que
disputario 0 agicar presente no mosto
1. Falha no controle da cepa de levedura utilizada, pois pode haver modificagio da populagio de
leveduras (introdugdo de leveduras selvagens e reprodugio sexuada que leva a modifieagio do
DNA) ¢ diminvir o rendimento de producio de etanol
Preparo do
Revista Gestéo Industrial
fermento
2. Como o fermento ¢ reutilizavel, apés o término da fermentagio & separado do vino &
encaminhado para o tratamento. Pode haver erro na dilui¢ao do fermento (aumento de chance de
‘contaminacdo por bactérias e/ou da toxicidade dos produtos que ficaram junto com o fermento
‘que causa estresse para a levedura e pode diminuir 0 rendimento do processo).
3. Eiro na aplicacao de H,SO, para abaixar 0 pH para 2.5 (buscando eliminago das bactérias). 0
‘pH muito baixo leva a perda de viabilidade do fermento;,
4.Falha no controle no tempo do tratamento do fermento, que pode ser insuficiente para que
reduza a contaminagio por bactérias:
Fermentagio
1. Falha no controle do tempo de fermentagio (deve haver tempo suficiente para que quase todo
ART seja transformado em etanol):
2. Velocidade inadequada de alimentagao da doma de fermentagio (quanto mais lenta melbor a
adaptagio do fermento):
3, Falha no controle Temperatura da dorna, que deve ser mantida em tomo de 32°C;
4. Falla na velocidade de centrifugagao apés 0 término da fermentagao (evitar formagao de
produtos indesejdveis como o dcido acético (atraso de centrifugagio) e a perda de vinho n0
fermento ou de fermento no vinho):
Centrifugagao
do vino
levedurado
1 Entupimento dos bicos de separagao da centrifuga:
2. Falha na regulagem da velocidade de centrifugagao (permite melhorar a separagdo dos
ccontaminantes que saem junto com o vinho)
Destilagio
1. Falta de energia na destilaria — 0 processo de cogeracilo de energia utiliza caldeira e o bagago
dda cana-de-agiicar como fonte energia, gerando vapor em alta pressdo e alta temperatura que
através de uma turbina a gés movimenta um gerador. Esse procesco garaate a energia para o
fancionamento da destilaria, portanto qualquer problema de caldeira pode prejudicar 0
fomecimento de energia no processo,
2. Regulagem do vapor de aquecimeuto das colunas. Pouco vapor (aquecimento) leva a0
aumento da perda de etanol na vinbaga e na flesmaga;
3. Falta de gua no processo ~ este fato pode gerar problemas nos condensadores. Com isco
haveria perda de etanol no vapor. pois com a falta de dgua no processo os eondensadores no
conseguitiam converter o vapor para liquido:
4. Variagdes de pressdes ~ falas no processo produtivo de etauol de mudaneas das pressdes, por
ddiminuigao ou aumento do vapor adicionado ao processo que podem aumentar as perdas de
etanol nos residuos:
5, Possiveis vazamentos na destilaria ~ pode ocosrer em varios pontos por falhas no processo &
falta de manutengao nos equipamentos. Podem ocorrer problemas operacionais nas colunas de
destilagao que resultaria em perdas de ctanol no processo;
6. Temperaturas altas nos condensadores - este problema pode ocasionar perda de etanol por
evaporagiio eos gases carregados dé etanol sto langados a0 ambiente:
7. Bombeamento, tubulagdes e linhas de envio do etanol de etanol para armazenamento — uma
falha nesta etapa do processo poderia condenar toda a produgio de etanol por causa do
‘vazamento e perda do liquido antes de chegar aos tanques:
8, Tanques de armazenamento - falas na manutengio destes equipamentos podem gerar
infecgdo destes depésitos, além de desperdicios de etanol e tltimo caso resultar em um grande
isco de vazamento ¢ explosio.
Fonte: elaboragio propria
4. FMEA e HAZOP.
O FMEA é um método voltado identificagio de falhas atuantes e potenciais e seus efeitos
em sistemas e processos com 0 objetivo de definir condutas para reduzir ou eliminar o risco
associado a cada falha identificada. © método avalia a severidade de cada falha relativamente ao
Revista Gestao Industrial 10
impacto causado aos usuarios, sua probabilidade de ocorréncia, e sua possibilidade de detecsao.
Com base nestas trés informag6es, severidade, ocorréncia e detecgdio, 0 método FMEA leva a
anteposigao de quais modos de falha provocam os maiores riscos ao cliente € que, portanto, so
dignos de maior atengao (PUENTE et al, 2002).
De acordo com Femandes e Rebelato (2006) as etapas para a execugtio de FMEA (Figura 2)
a) Identificar modos de falha (eventos que resultam em redugo da fungo e dos objetivos de
desempenko do sistema) conhecidos e potenciais;
'b) Identificar os efeitos de cada modo de falha ¢ a sua respectiva severidade ou gravidade
sob o ponto de vista do usuario;
©) Identificar as causas possiveis para cada modo de falha e a sua probabilidade de
ocorréncia;
4d) Identificar os meios de controle atuais do modo de falha e sua probabilidade de detecgaio
(probabilidade de que a falha seja constatada antes que o produto chegue ao cliente);
e) Avaliar o Nivel de Prioridade de Risco (NPR) de cada modo de falha;
£) Avaliar se o patamar do NPR é aceitavel ou nao;
g) Em caso de NPR em nivel inaceitivel. definir medidas para a eliminagao ou reducio do
NPR. Isto & conseguido por meio de agdes que aumentem a probabilidade de deteccdo ou reduzam a
probabilidade de ocorréncia da falha;
h) Definir 0s responsaveis pela implantagao das melhorias, a acompanhar a implantagdo e
recalcular o NPR;
i) Se 0 novo NPR estiver em nivel ainda inaceitavel, deve-se replanejar novas medidas de
melhorias.
Para determinar-se 0 risco associado a cada modo de falha multiplica-se a pontuagio da
severidade (S), pela ocorréncia (0) e pela detecgao (D). Para classificar os riscos, pode-se ter, por
exemplo, uma escala que vai de 1 a 1000 pontos, sendo 1 um baixissimo risco e 1000 um isco
ctitico a0 usuario.
Revista Gestao Industrial u
Figura 2 - Fluxograma de desenvolvimento do FMEA
Identificar os possivels modos de falhas e seus efeitos
Pe (0) para cada fatha
Eri eee
ees
cen
‘Acompanhar aimplantago
Com ofim da implanta
teen
eer ay
eee
Fonte: elaboracio propria
Analogamente ao FMEA, 0 HAZOP é uma metodologia qualitativa estruturada e sistemitica
para exame de sistemas (produtos, processos, plantas, atividades) e andlise de riscos. Presume que
eventos de risco sto causados por desvios de projeto ou falhas operacionais. A identificagao dos
desvios 6 facilitada pela utilizagao de desvio de “palavras-guia”, que funcionam como uma lista
sistematica de perspectivas de desvio (PQRI, 2014). Antes da wtilizagao das palavras-guia devem
ser destacados do processo os pontos especificos que so localizados nos fluxogramas do sistema
estudado, Estes so denominados “n6s” e so individualmente analisados. As palavras-guias stio
confiontadas com os parémetros do processo (temperatura, presstio, nivel, etc.) gerando os possiveis
problemas a serem estudados. A Tabela 3 oferece exemplos possiveis de associagdes das palavras-
guia com os parimetros (BRITSH STANDARD INSTITUTION, 2001).
Revista Gestao Industrial D
Tabela 3 — Exemplos de pardmetros, palavras-guias e desvios pars HAZOP
Parimanr
wena | Mancow
viaro (wees 4] Nota
everso Fluxo Reverso
Temper Contaminac3o
en
fessso Mais, Pressdo Alta
cppuuag | are | Tamper Be
Temps Mais Temperatura Alta
Vienos | het tate
NWwel Mais Nivel Alto
Heros | Visine Sus
Miscosidade Mais Vicosidade Alta
Nenhurs Menhurve React
Monon | tons incmiet
reao | “tase |poncionercontetaa
Torben | recto secmcaie
Fonte: Aguiar 2014, p:16)
‘A Figura 3 apresenta um fluxograma do método HAZOP em um processo produtivo. A
aplicagao inicia-se com a selecio de um né de estudo (um ponto critico) do subsistema e
identificagaio um pardmetro presente nesse n6. No préximo passo, gera-se um desvio através da
aplicagio de uma palavra-guia a um parimetro do né. Com a definigiio do possivel desvio,
determinam-se as causas ¢ 0s efeitos. Nessas etapas, a experiéncia pritica dos participantes é de
extrema importincia, Em seguida, & necessério analisar a existéncia de meio de deteccdo do desvio,
assim como meios de salvaguardas preventivas e mitigadoras. Definidas as recomendagdes e ages
de melhoria, analisam-se as suas prioridades por meio de critérios como custo, risco, facilidade de
execucio. Por fim, atribui-se um responsavel para a aio de correciio do processo e acompanha-se a
efetividade da implantagio.
Revista Gestao Industrial B
Figura 3 — Flusograma de decenvolvimentodo HAZOP
Sco
Selecionar um pardmetra de proceszo (ex
‘mesmo parimetrede processo
re eT
Ses
ees
par
errs
coer Peery eer ey
den eed ed
ee eee
‘Acompanhar a eetividade da ago de corregio
Fonte: elaboragio propria
5. O método AHP
A estruturagio de um problema AHP se inicia com o estabelecimento do objetivo
desejado. A partir desse definem-se os critérios numa estrutura em Arvore invertida (Figura 4),
sendo o objetivo principal a raiz desta arvore. A medida que se afasta da raiz, tem-se os fatores mais
especificos (as “folhas”), os quais representam os critérios de avaliagao. Para cada gmpo de
critérios semelhantes que possuem um mesmo “pai”, uma matriz de comparagdes paritirias (MCP),
contendo os niveis de anteposicao obtides por confiontagao de um fator com outro, deve ser
construida. © principio do AHP & a geragdo de um vetor de prioriades pelo cilculo do maior
autovetor de cada MCP do problema inteiro (SHIMIZU, 2010).
‘Revista Gestdo Industrial 4
Figura 4 ~ Estrutura de decisto hierarquica no método AHP.
Obietivo
Critério 1 Criterio 3
‘Alternativa 1 Alternativa 2 Alternativa 3 Alternativa 4 Alternativa $
Fonte: elaboracao propria,
‘As comparagdes paritirias no so feitas em escala absoluta devido 4 condigao dos
componentes de uma decisao nmilti critérios. Dado que frequentemente o problema é impalpavel,
isso impede que isoladamente os componentes sejam mensurados usando a mesma escala. Na
comparagio paritiria, quando © tomador de decisio manifestar sua preferéacia por um atributo X,
como sendo muito mais importante do que 0 atributo Y, por exemplo, estara atribuindo para o
atributo X peso 5. Caso 0 tomador de decisio considere que os dois critérios possuem a mesma
importancia, estara atribuindo o peso 1. A Tabela 4 define e explica 0 conceito dos pesos utilizados
no método AHP (OLIVEIRA et al , 2011).
Tabela 4 —Farores do AHP para as comparagdes paritérias
Intensidade de
importancia Peso Explicagao
(peso)
1 ‘Mesina importincia | Os dois atributos contribuem igualmente para o objetivo
3 Tmportincia pequena de-um | A experiénciae o julgamento favorecem levemente um
sobre o outro aiributo em relagio 20 outro
S Tnportincia grande ou | A experiéocia e o jlgamento favorecem fortemente uma
essencial stributo em relagio a0 outro
‘Um atributo ¢ fortemente favorecido em relagto a0
7 Tmportineia muito grande | outro; sue dominagao de importincia & demonstrada na
pritiea
‘A evidéneia favorece um aributo em relagio a0 outro
° Importincia absalvis com o mais alto grau de certeza
2.4.6.8 | Valores intermediarios entre | Quando se procura uma condigdo de compromisso entre
* 0s valores adjacentes dias definigdes
Fonte: OLIVEIRA etal (2011, p.6)
Saaty (1991) e Naves (2008) apresentam a modelagem matemitica do AHP. Dado que A
seja uma MCP genérica, n(n-1)/2 € o mimero de julgamentos paritirios necessarios & construgdo de
A, onde n é 0 ntimero de elementos da matriz. Nesta, ay indica o julgamento quantificado do par de
ctitérios (C,, G) e « 0 valor da intensidade de importincia. Os elementos de A sto:
Revista Gestao Industrial is
Va; 1 a
Vay Vay 1
Se ay =a, entdo a= Va, a #0.
Se C; é julgado como de igual importancia relativa a C;, ento aj =
todo i.
Normaliza-se A por meio da expresso:
ViGai)
Onde: n = numero de altemativas comparadas;
Vila) =
valor normalizado, obtido dividindo os valores das colunas pela soma dos valores das
colunas.
Em seguida, calcula-se o vetor de prioridade W da alternativa i em relagao ao crit
determina-se a média de cada linha dos valores normalizados.
2, — aj
we via) = )'Vi>
&
‘Onde: W ow Vk (Ai) ~ Vetor de prioridades.
Entao, calcula-se o autovalor (Asx) por meio da express
m5
Onde: Amex = autovalor procurado;
W = vetor de prioridades;
Aw = vetor resultante entre matriz A multiplicado pelo vetor de priotidades.
Em seguida, calcula-se o indice de Consisténcia (IC):
IC = (Amax - n)/(n—1)
Onde: Anee = autovalor procurado;
priximo passo o caleulo da Razao de Consisténcia:
Ic
cA
RC=
Onde: CA ¢ 0 indice de consisténcia aleatéria (CA), apresentado na Tabela 5,
Revista Gestao Industrial 16
Valores de CA em Fungo da Ordem da Matriz
o]1[/2]3][4]s][e¢][7[s[s]o] nu] e[ a] 4] 6
CA_| 0,00 [0,00 | 0.58 | 0.90 | 1.12 [1.28 | 192 | 1.47 | 1.45 | 1.49 | 151 | 148 | 156 | 1.87 | 1.59
Fonte: Saaty (1991, p27)
Considera-se aceitavel uma razao de consisténcia menor que 0,10.
Por fim, determina-se 0 nivel de preferéncia das altemnativas. Estas devem ser comparadas
par a par em cada um dos critérios, de modo andlogo ao descrito para a obtengao da importincia
relativa dos critérios, Efetua-se a valoragdo global de cada uma das alternativas, de acordo com a
expressiio:
va) = ¥ pivila)
Onde: V(a) corresponde ao valor global da alternativa analisada;
pj a importancia relativa do critério j;
¥j a0 nivel de prefergncia da alternativa analisada no critério j
6. Resultados ¢ discussio
Em um primeiro momento, cada membro da equipe de especialistas selecionada confrontou,
em pares, todos 0s critérios de comparacio desenvolvidos conforme as diretrizes da Tabela 4. Os
dados de cada preferéncia, de cada avaliador, foram introduzidos no sofware citado. Este caleulou
a média das avaliagbes feitas por cada membro da equipe, para cada critério, conforme apresentado
na Figura 5,
Figura 5 — Resultado da avaliagio para grau de importincia relativa de cada critério
foa.e6ze) Etcdci na migacdo/eiminacso
es cousas des fahas
Eficécia na descoberta
a trequéncia de
‘corréncia das fahas °7%
9.2%
13.52% Eficiéacia econdmica
Efictcia na descoberta
as fahas 7m) Adaptablidade ao ambiente de
tabncacéo do buetanol
7.03%)
14.03% CConhecimento gerado
Efecica na descoberta roa
os efetos das fahas
Efecicla na descoberta das
ccausas das fahas
Fonte: Elaboragio prépria
Revista Gestao Industrial i
Conforme Tabela 6 os resultados da ponderagdo entre os critéries podem ser divididos em
cinco categorias, divididas com base no patamar médio dos critérios. Eliminar eficazmente as
causas das falhas (23,86%) e descobrir efetivamente quais sfo estas causas (19,49%) so os critérios
ligados aos fatores que provocam as fallas, os quais sfio os mais importantes, sob o ponto de vista
dos especialistas (em amarelo). Na segunda categoria (em verde) aparecem os critérios eficdcia da
descoberta dos efeitos das falas (14.03%) e eficacia na descoberta das fallas (13,52%), ambos aos
ctitérios relacionados ao esforgo de detecgiio dos desvios. Na terceira categoria (em Toxo),
aparecem os critérios eficiéncia econémica (9.20%) e eficdcia na descoberta da frequéncia de
ocorréncia das falhas os quais, apesar de nfo tem possuem uma légica similar, exibem uma
pontuacdo bem proxima. Na quarta categoria (em laranja) tem-se o conhecimento gerado & empresa
(7.03%) ¢ na tiltima categoria (em azul), ¢ como critério menos importante, a adaptabilidade ao
ambiente de fabricacao do bivetanol (4.17%).
Tabela 6 ~ Critérios de ponderacdo divididos em cinco eategorias
Critério Peso relative (2
Fonte: Elaboragdo propria
Conforme Saaty (1991), uma taxa ou razdo de consisténcia de 0,10 ou menos ¢ considerada
aceitavel. Foi calculada, neste caso, uma taxa de consisténcia RC = 0,026. Sendo assim, os valores
das prioridades relativas esto consistentes.
Em um segundo momento, cada membro da equipe realizou a confrontacao entre HAZOP e
FMEA sob o ponto de vista de cada critério, levando em consideragao 0 contexto do sistema
produtivo do bioetanol,
5 dados foram inseridos no software e, como resultado médio tem-se que em sete dos oito
critérios 0 HAZOP apresentou maior eficacia em relacao a0 FMEA quando aplicado a0 processo
produtivo do bioetanol. O FMEA apresentou maior eficdcia em relagio a0 HAZOP somente no
critério de eficigncia econémica de desenvolvimento. Isto pode ser visualizado pelo grifico tipo
radar apresentado na Figura 6.
Nos demais sete critérios de comparagio 0 HAZOP foi julgado superior ao FMEA sob 0
ponto de vista da equipe de especialistas. O resultado de ampla superioridade do HAZOP pode ser
visto na Figura 7.
Revista Gestao Industrial 1s
Figura 6 — Resultado da comparagao HAZOP x FMEA em grafico tipo radar
‘Adap. amb. fabr. bio HazoP
FMEA
Eficén. economi ‘onhec. gerado
Efi. mitig elim. ¢ fic, dese. causas F
fic, dese. frea. of
fic dese. falhas
Fonte: Elaboragio propria
Figura 7 — Resultado da comparagao entre HAZOP ¢ FMEA em grificos de barras
@ Conhec. gerade
G Eficién, economica
ruea | @ Adap. amb. fab. bio
G kfc. mitig/eim. ©
@ Efe. dese. fea. 0¢
GD ee. dese. efet.
@ Eric. dese. cousas f
Gi Efe, dese. falas
HazoP.
0 5 10 15 20 25 30 35 40 45 SO 55 60 65 70
Alternative utility [%]
Fonte: elaboragto propria
7. Conclusdes
© desenvolvimento de medidas de prevengiio de falhas em usinas sucroenergéticas &
conduta de grande interesse das usinas produtoras de bioetanol, pois as falhas ¢ desvios no sistema
de fabricagiio afetam diretamente a produtividade da fébrica, Neste contexto, este artigo teve como
objetivo analisar comparativamente FMEA x HAZOP aplicados ao ambiente de fabricagio do
bioetanol de cana-de-agiicar.
Revista Gestao Industrial 19
A partir do grau de detalhamento dos fatores atuantes no sistema operacional que é
demandado pela aplicagio de ambos os métodos analisados, pode-se inferir que tanto o FMEA
quanto o HAZOP requerem um alto nivel de compreensio do sistema em que se esti atuando
Como primeira consequéncia, exigem-se funcionirios gabaritados com larga experiéncia na
fabricagao para poderem trabalhar com estes métodos. Como segunda consequéncia, ambos os
nétodos stio dependentes da subjetividade da equipe de desenvolvimento, j4 que ha aprecivel nivel
de suposigdes relativamente aos efeitos e as possibilidades de corregio/prevengao.
Para lidar com a complexidade do objetivo tragado, aplicou-se 0 método AHP, © qual ¢
interessante quando os elementos constituintes do proceso de tomada de decisto so dificeis de
quantificar ou comparar, ou quando o relacionamento entre os elementos é dificultado por
terminologias ou perspectivas nmito distintas. A utilizacio do método AHP envolven a sinopse
matematica de varias arbitragens sobre © problema de decisio. A questio central do AHP esteve
calcada nao apenas na determinagao do peso com os quais os fatores individuais do nivel mais
baixo da hierarquia influenciaram o fator maximo, o objetivo geral, mas também na avaliagio
confrontativa entre os dois métodos sob o ponto de vista de cada especialista e, sob balizamento
de cada critério de comparagao criado,
Entre os oito critérios de comparaco, os pesos dos quatro primeiros somados correspondem
2 71% do total. Estes resultados demonstram certa légica sob o panorama da prevengao de falhas na
indistria, pois se relacionam 4 (na ordem): 1) eliminagao das causas das falhas, dado que nao se
pode eliminar um problema sem aniquilar suas fontes geradoras; 2) descoberta da causa da falha, jé
que nio é possivel eliminar as causas sem antes identificd-las; 3) descoberta dos efeitos das falhas,
dado que é por meio do reconhecimento dos efeitos que se pode chegar 4 dimensio da severidade
do problema; 4) descoberta da falha, visto que é reconhecimento da falha que inicia todo 0
transcurso rumo & sua prevengao.
Como resultado final, 0 método FMEA apresentou, sob a dtica da equipe estabelecida,
desempenho superior a0 HAZOP apenas sob a luz do ctitério “eficiéncia econdmica de
desenvolvimento”, Em todos os demais critérios, 0 HAZOP foi considerado superior a0 FMEA.
Desta forma, péde-se concluir que, no ambito da fabricagdo do bicetanol, enquanto o FMEA exibiu
desempenko relativo de 29% o HAZOP teve desempenho de 71%. Ou seja, no tocante ao contexto
estudado, 0 desempenho do metodo HAZOP foi considerado aproximadamente duas vezes e meia
superior ao do método FMEA.
Abstract
The objective of this work is to develop a comparative study between the FMEA and HAZOP
methods applied to bioethanol manufacturing environment. The work develops, in the form of
categorical indicators congruent with the fundamental logic of so-called root cause
Revista Gestao Industrial 20
methods, eight criteria in order to balancing FMEA versus HAZOP. Then, weigh up
quantitatively the developed criteria. Finally, the two methods are compared in the overview of each
of the eight indicators developed. The job of weighting the criteria and subsequent confrontation
between FMEA x HAZOP was conducted by the Analytic Hierarchy Process (AHP) method. The
judgments required to the AHP method were performed by a team of experts from the Sio Paulo
‘sugar energy industry. The consistency test showed that the values assigned to relative priorities can
be judged consistent. As a result, HAZOP method was considered superior to about two and a half
times over FMEA method within the context studied.
Key-words: FMEA method; HAZOP method; AHP method; bioethanol production.
Referéncias
AGUIAR, L. A. Metodologias de anzilise de riscos APP e HAZOP. Rio de Janeiro, Disponivel em:
“. Acesso em: Tan.
2014,
BELLINI, V. Metodologia para anilise dos modos de fatha aplicada & seguranga de condicionadores de ar
Florianopolis, 2008. 53p. Dissertacio (Mestrado em Engenharia Mecanica). Universidade Federal de Santa Catarina,
BRITSH STANDARD INSTITUTION. BS TEC 61882:2001: hazard and operability studies (HAZOP Studies) -
application guide. UK, 2001, 57 p. Dispoaivel em:
“http://paulthor.co.al/healthandsafery/Risk®:20Management/HAZOP®%20BS°4206188:
doz. 2013
2001 paf>. Acesso em: 16
FERNANDES, I. M. R REBELATO, M. G. Proposta de um método para integra¢ao entre QFD ¢ FMEA. Revista
Gestio e Producao, v.13, a2. p.245-259, 2006. crossref
GANO, D.L. Apollo root cause analysis: a new way of thinking. Yakima, WA: Apollonian Publications, 2003,
GOULD, J. Review of hazard identification techniques. Health and Safety Laboratories. 2000, Disponivel em:
http://www hse.gov.uk/researel /hsl_pdf/2005/hsl0558.pdf>. Acesso em: jan, 2014.
AVES, R. M, Amilise hierarquica de sistema de bilhetagem eletronica. Rio de Janeiro, 2008, 96p. Dissertagio
(Mestrado em Engenharia de Transportes). Universidade Federal do Rio de Janeiro, COPPE.
OLIVEIRA, A. A; COSTA, J. A. F; NETO, M. V. S. Aplicagiio do método de anilise bierérquica na tomada de
decisto para a adogdo de computagao em nuvem, In: SIMPOT, 2011. Stio Paulo: FGV-EAESP, 2011
PORL Hazard & Operability Analysis (HAZOP). Manufacturing Technology Committee ~ Risk Management
‘Working Group - Risk Management Training Guides. Disponivel em:
.
Acesso em: jan, 2014,
PUENTE, I; PINO. R: PRIORE, P.; FOUENTE, D. L. A decision support system for applying failure mode and
effects analysis. International Journal of Quality & Reliability Management, v. 19, n. 2, p. 137-151, 2002
REBELATO, M.G, ; MADALENO, L. I. : RODRIGUES, A. M. Ulm estudo sobre a aplicabilidade do JUST-IN-TIME
na fabricagao do etanol. Revista Produgio Online, v.12, p. 703-728, 2012. erossFef
REBELATO, M. G.; MADALENO, L. L. ; RODRIGUES, A. M. Ponderagao do impacto ambiental dos residuos ¢
subprodutos da producto industrial sucroenergética. Revista Gestao Industrial, v. 9, p. 395-419, 2013. eross
SAATY, T. L. Creative thinking, problem solving and decison making, Pittsburgh: RWS Publications, 2010.
SAATY, T. L. Decision making for leaders: the Analitic Hierachy Process for decisions in a complex world,
Pittsburgh: RWS Publications, 2008.
SAATY, T. L. Método de Analise Hierarquica. Sto Paulo: Makron Books, 1991
SHIMIZU, T, Decisao nas organizacoes, 3* Ed, Sto Paulo: Atlas, 2010.
Revista Gestao Industrial 2
SMALL. D. Playing it safe: areas of focus for safety compliance. Ethanol Producer Magazine. June, 2008. Disponivel
cem:. Acesso eit:
jan. 2014,
STUPIELLO. J.P. Extragio de fragées de destlagio — Alcool hidratado. Apresentagdo realizada no seminitio
agroindustri ~ STAB, Fenasvero-Agrocana 2012. Sertiozinho, agosto de 2012
Dados dos autores:
Nome completo: Marcelo Giroto Rebelato
Filiacdo institucional: FCAV — UNESP - Jaboticabal
Departamento: Economia Rural
Fungo ou cargo ocupado: Professor
Endereco completo para correspondéncia (bairro, cidade, estado, pais e CEP): Via de Acesso Prof,
Donato Castellane s/n ~ 14884-900 — Jaboticabal - SP
e-mail: mgiroto@ feav.unesp.br
Nome completo: Leonardo Lucas Madaleno
Filiagao institucional: Centro Paula Souza - FATEC/Iaboticabal
Fungao ou cargo ocupado: Professor
Endereco completo para correspondéncia (baitro, cidade, estado, pais e CEP): Via de Acesso Prof,
Donato Castellane s/n ~ 14884-900 — Jaboticabal - SP Telefones para contato: 16 32026519
e-mail: \eoagro@gmail.com
Nome completo: Gustavo Borba Ferrari
Filiacdo institucional: FCAV — UNESP - Iaboticabal
Departamento: Economia Rural
Endereco completo para correspondéncia (bairro, cidade, estado, pais e CEP): Via de Acesso Prof.
Donato Castellane s/n — 1484-900 — Jaboticabal - SP
e-mail: borbagustavo@hotmail.com
Nome completo: Andréia Marize Rodrigues
Filiacao institucional: FCAV — UNESP - Jaboticabal
Departamento: Economia Rural
Funcdo ou cargo ocupado: Professora
Enderego completo para correspondéncia (bairro, cidade, estado, pais e CEP): Via de Acesso Prof,
Donato Castellane s/n ~ 14884-900 — Jaboticabal - SP
Revista Gestao Industrial »
e-mail: andreiamarize@ feav.unesp.br
Submetido em: 30/01/2014
Aceito em: 18/12/2014
Revista Gestao Industrial
You might also like
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Á1191Ñ Stability Considerations in Dispensing PracticeDocument187 pagesÁ1191Ñ Stability Considerations in Dispensing PracticesbiasotoNo ratings yet
- Ac Pan CapacitiesDocument1 pageAc Pan CapacitiessbiasotoNo ratings yet
- General Notices and RequirementsDocument14 pagesGeneral Notices and RequirementssbiasotoNo ratings yet
- USP-NF Dietary Supplement Monographs 847Document290 pagesUSP-NF Dietary Supplement Monographs 847sbiasotoNo ratings yet
- Physical Tests and Determinations: Á591Ñ Zinc DeterminationDocument168 pagesPhysical Tests and Determinations: Á591Ñ Zinc DeterminationsbiasotoNo ratings yet
- Dietary Supplements: General Chapters InformationDocument57 pagesDietary Supplements: General Chapters InformationsbiasotoNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument15 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistssbiasotoNo ratings yet
- Instrução Normativa 49Document13 pagesInstrução Normativa 49sbiasotoNo ratings yet
- Apresentacao Residuos Eliana Julho 16 CONSEAPRDocument36 pagesApresentacao Residuos Eliana Julho 16 CONSEAPRsbiasotoNo ratings yet
- EC OPPA EC Rev 02Document1 pageEC OPPA EC Rev 02sbiasotoNo ratings yet
- Inc 02-08Document9 pagesInc 02-08sbiasotoNo ratings yet
- BT OPPAEC Rev 02Document2 pagesBT OPPAEC Rev 02sbiasotoNo ratings yet
- IN 36 de 24.11.2009Document21 pagesIN 36 de 24.11.2009sbiasotoNo ratings yet
- BT Ultrasist 1180Document1 pageBT Ultrasist 1180sbiasotoNo ratings yet
- FISPQ OPPA EC Rev 5Document6 pagesFISPQ OPPA EC Rev 5sbiasotoNo ratings yet
- EPA MINERAL OIL CSR - PC-063502 - 3-Nov-76 - 001Document11 pagesEPA MINERAL OIL CSR - PC-063502 - 3-Nov-76 - 001sbiasotoNo ratings yet
- 3-5. Cooling, Heating and Ventilation SystemsDocument10 pages3-5. Cooling, Heating and Ventilation SystemssbiasotoNo ratings yet
- Acreditação de LaboratóriosDocument30 pagesAcreditação de LaboratóriossbiasotoNo ratings yet