You might also like
- Maintenace Industrielle (Chapitre1)Document9 pagesMaintenace Industrielle (Chapitre1)abderrahim hafiedNo ratings yet
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautFrom EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautRating: 5 out of 5 stars5/5 (1)
- La situation de la formation professionnelle pour les métiers de l'hôtellerie en Tunisie: Rapport final 2009 -2014 de l'expert intégré aux centres de formation de l'ATFPFrom EverandLa situation de la formation professionnelle pour les métiers de l'hôtellerie en Tunisie: Rapport final 2009 -2014 de l'expert intégré aux centres de formation de l'ATFPNo ratings yet
- Aile Conforme Adaptative: Plus de volets, la forme de l'aile de l'avion se transforme maintenantFrom EverandAile Conforme Adaptative: Plus de volets, la forme de l'aile de l'avion se transforme maintenantNo ratings yet
- Anglais Visuel 3 - Nourriture et Cuisine - 250 images, 250 mots et des exemples de phrases - L’Anglais facile a lire: Anglais Visuel, #3From EverandAnglais Visuel 3 - Nourriture et Cuisine - 250 images, 250 mots et des exemples de phrases - L’Anglais facile a lire: Anglais Visuel, #3No ratings yet
- Présentatoin Du Produit Café Importation Issam El-Asri 2Document19 pagesPrésentatoin Du Produit Café Importation Issam El-Asri 2Zaid Thami AlamiNo ratings yet
- Le financement des hopitaux et de l'activité médicale: Panorama international et principes méthodologiquesFrom EverandLe financement des hopitaux et de l'activité médicale: Panorama international et principes méthodologiquesNo ratings yet
- Mémento Technique de Maintenance Mécanique PDFDocument2 pagesMémento Technique de Maintenance Mécanique PDFbtkmouad100% (1)
- CV MalekDocument2 pagesCV Maleksassi soniaNo ratings yet
- Contribution A Lamelioration de La MaintDocument93 pagesContribution A Lamelioration de La MaintMohsaidBouamrene100% (1)
- La Loi de ParetoDocument6 pagesLa Loi de ParetoAYANo ratings yet
- 9 DTDocument38 pages9 DTAbdellah OUAHIDI100% (1)
- 40 - Diagrammes RTHM - ExempleDocument26 pages40 - Diagrammes RTHM - ExemplejugoNo ratings yet
- 2327 FRDocument67 pages2327 FRfatihamNo ratings yet
- Nacelles-Guide VGP PEMPS 2011Document0 pagesNacelles-Guide VGP PEMPS 2011jfejfeNo ratings yet
- PFE Version FinaleDocument112 pagesPFE Version FinaleBOULAHLIB ALDJIANo ratings yet
- Canevas Convention de StageDocument2 pagesCanevas Convention de StageImedooImedNo ratings yet
- Guide2 (CD) 2 PDFDocument76 pagesGuide2 (CD) 2 PDFNouhouMamadouNo ratings yet
- CS FRDocument57 pagesCS FRoussamaNo ratings yet
- PFE Finale .Bchir Abdelkrim.99666231Document65 pagesPFE Finale .Bchir Abdelkrim.99666231Karim BchirNo ratings yet
- Rapport Diagnostic Supply Chain SdciDocument29 pagesRapport Diagnostic Supply Chain SdciAno KOFFI KOUAME JEAN-KEVINNo ratings yet
- 2012 ReparationAutomobileDocument28 pages2012 ReparationAutomobileATMANE ZIDOUHNo ratings yet
- Implantation D Un Système de Gestion de Maintenance Assistée Par Ordinateur (GMAO)Document12 pagesImplantation D Un Système de Gestion de Maintenance Assistée Par Ordinateur (GMAO)chamissioNo ratings yet
- Lis 04 Liste Organismes Accredites MAJ 25 11 2019Document19 pagesLis 04 Liste Organismes Accredites MAJ 25 11 2019rezaNo ratings yet
- CH1 Position de La Reparation en Maintenance PDFDocument6 pagesCH1 Position de La Reparation en Maintenance PDFBen MahNo ratings yet
- 5S Et KAIZEN (ISO9001 PDFDocument57 pages5S Et KAIZEN (ISO9001 PDFFeriel FrikhaNo ratings yet
- Brapport de Stage de Fin D'etudesDocument69 pagesBrapport de Stage de Fin D'etudesELOTHMANI9350% (2)
- Job ShopDocument1 pageJob ShopChaimae EL MoussaouiNo ratings yet
- Fiche de Prospection YIRIWASEM (Unité de Fabrication D'alvéoles)Document6 pagesFiche de Prospection YIRIWASEM (Unité de Fabrication D'alvéoles)madsow100% (1)
- Exercices - Logistique Opérationnelle & Pilotage Des Supply Chain - Feuille 1Document2 pagesExercices - Logistique Opérationnelle & Pilotage Des Supply Chain - Feuille 1Youssef BerNo ratings yet
- Mémoire de Fin D'études Version FinaleDocument107 pagesMémoire de Fin D'études Version FinaleRayeXD100% (1)
- Mémoire SEHONOU M. Emile - CompressedDocument145 pagesMémoire SEHONOU M. Emile - CompressedHenry BatoumNo ratings yet
- Man. + TF Sertisseuse S1-S2 - FR - Print PDFDocument52 pagesMan. + TF Sertisseuse S1-S2 - FR - Print PDFMaman Moustapha HabibNo ratings yet
- Fiabilité, Maintenance Prédictive Et Vibration Des Machines PDF - Télécharger, LireDocument9 pagesFiabilité, Maintenance Prédictive Et Vibration Des Machines PDF - Télécharger, LireArmand EssNo ratings yet
- Integra 3et4m 9IN503F ADocument102 pagesIntegra 3et4m 9IN503F AAlain BersonnetNo ratings yet
- Catalogue MusculationDocument62 pagesCatalogue MusculationimangaNo ratings yet
- Chap3 ProjetDocument27 pagesChap3 ProjetColince TimeneNo ratings yet
- Outils QualitéDocument38 pagesOutils Qualitétaha ENo ratings yet
- L''ordonnancement Preventive D - ZGHIIMRII Achraff - 530 PDFDocument45 pagesL''ordonnancement Preventive D - ZGHIIMRII Achraff - 530 PDFSalmanNo ratings yet
- Boite de Vitesse 2Document16 pagesBoite de Vitesse 2quereurNo ratings yet
- Rapport de Stage Youness ElbraiDocument106 pagesRapport de Stage Youness Elbraiel brai100% (1)
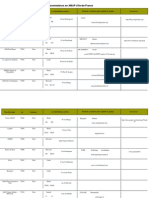
- Liste Des AMAP en Ile de France.Document33 pagesListe Des AMAP en Ile de France.Meilleure-Alimentation.frNo ratings yet
- RapportDocument5 pagesRapportMohamed Ali Guirat0% (1)
- Catalogue Facom - Industrie - 2018Document68 pagesCatalogue Facom - Industrie - 2018ZorbanfrNo ratings yet
- Catalogue Inped 2012Document180 pagesCatalogue Inped 2012rmazighiNo ratings yet
- B - Institutionelle - ESITHDocument36 pagesB - Institutionelle - ESITHMeryem FaddalNo ratings yet
- Rapport de StageDocument29 pagesRapport de StageDhiia H.mNo ratings yet
- Tarifs Horaire - Main D'oeuvreDocument1 pageTarifs Horaire - Main D'oeuvreToyota EllipseNo ratings yet
- Tournage MastèreDocument47 pagesTournage MastèreLanjar RanimNo ratings yet
- AFRIQUIADocument6 pagesAFRIQUIAzahirNo ratings yet
- Defauts OPF1 Et OPF2 Pour ATV12 - ATV312 - ATV32 - ATV61 Et ATV71Document5 pagesDefauts OPF1 Et OPF2 Pour ATV12 - ATV312 - ATV32 - ATV61 Et ATV71rebbaj abdrrahmanNo ratings yet
- Nicolas-Robin 2016 DiffusionDocument354 pagesNicolas-Robin 2016 DiffusionProHack33No ratings yet
- Rapport de Stage Guerin Romain TerminalDocument18 pagesRapport de Stage Guerin Romain TerminalRomain GuerinNo ratings yet
- Quizz Entrée-Sortie Formation 5SDocument4 pagesQuizz Entrée-Sortie Formation 5Smariem outahmiditNo ratings yet
- Techniques D'entretien Pour NaviresDocument15 pagesTechniques D'entretien Pour Naviresebey_endunNo ratings yet
- Rapport PrettlDocument44 pagesRapport PrettlIkram AsaidiNo ratings yet
- Évaluation de La PerformanceDocument102 pagesÉvaluation de La PerformanceAbdessattar MihoubiNo ratings yet
- Projet Fin D'étude: Gestion Et Maintenance D'éclairage Dans Une VilleDocument57 pagesProjet Fin D'étude: Gestion Et Maintenance D'éclairage Dans Une VilleEL YâssirNo ratings yet
- Ch1 - Introduction À La Sureté de FonctionnementDocument11 pagesCh1 - Introduction À La Sureté de FonctionnementBella HoussinNo ratings yet
- Maintenance Et FiabilitéDocument100 pagesMaintenance Et FiabilitéMelhyas KPLENo ratings yet
- Sécurité Dans Les TransportsDocument158 pagesSécurité Dans Les TransportsBENYAHIA NESRINENo ratings yet
- FEM9.222 FRDocument12 pagesFEM9.222 FRforcefdbk2No ratings yet
- Sujet 1Document7 pagesSujet 1Abdel BenNo ratings yet
- Organisation de Maintenance Cours Etudiant A RemplirDocument149 pagesOrganisation de Maintenance Cours Etudiant A Remplirjqadjcn100% (1)
- Fiabilite en Mce-Etudiantss - Mse - Mei - Mip1 Déc19Document12 pagesFiabilite en Mce-Etudiantss - Mse - Mei - Mip1 Déc19TECHNOLOGIES MODERNES DU CAMEROUNNo ratings yet
- Ed 123Document0 pagesEd 123casaouis02No ratings yet
- Présentation TPM PDFDocument134 pagesPrésentation TPM PDFabir100% (1)
- CH 1Document20 pagesCH 1Ilyes kNo ratings yet
- Cours 4 - Notions de FiabilitéDocument20 pagesCours 4 - Notions de FiabilitéAyoubNo ratings yet
- SITOP KT10 1 Complete FrenchDocument252 pagesSITOP KT10 1 Complete FrenchAbdelali KhalilNo ratings yet
- Fiabilité PDFDocument20 pagesFiabilité PDFMohammed MEHREZNo ratings yet
- Memoire Daif 2020Document56 pagesMemoire Daif 2020Ralf WolwerineNo ratings yet
- Cours de FiabiliteDocument14 pagesCours de Fiabiliteالخماهو الاصيل صاحبيNo ratings yet
- 000102561Document155 pages000102561fares noureddineNo ratings yet
- Installation Et Programmation SIMPO FRDocument70 pagesInstallation Et Programmation SIMPO FRRacshid Ait BihiNo ratings yet
- 2016 1949 47f7eDocument108 pages2016 1949 47f7eyassinebouazziNo ratings yet
- Mei2 - Fond de La Mce2 - FIABILITÉ - ETUDE DU COMPORTEMENT DU MATÉRIELDocument10 pagesMei2 - Fond de La Mce2 - FIABILITÉ - ETUDE DU COMPORTEMENT DU MATÉRIELTECHNOLOGIES MODERNES DU CAMEROUNNo ratings yet
- HB Safety FR Adr Mi PDFDocument72 pagesHB Safety FR Adr Mi PDFBoualam BouNo ratings yet
- Analyse Des RisquesDocument59 pagesAnalyse Des RisquesNabil Souissi100% (2)
- 05 - Maintenance Basée Sur La FiabilitéDocument85 pages05 - Maintenance Basée Sur La Fiabiliténessaf100% (1)
- Cours 4 - Notions de FiabilitéDocument20 pagesCours 4 - Notions de FiabilitéAnasNo ratings yet
- Chapitre 3 Fiabilité-Maintenance M2 InstrumentationDocument7 pagesChapitre 3 Fiabilité-Maintenance M2 InstrumentationMoh DoudouNo ratings yet
- M27 Contrats Et Devis FGT-TSCG.869Document27 pagesM27 Contrats Et Devis FGT-TSCG.869Khalil Lasfer100% (1)
- Chapitre 2 Les Differentes Politiques de MaintenanceDocument29 pagesChapitre 2 Les Differentes Politiques de MaintenancebederinadmlNo ratings yet
- IMM Envoi2Document39 pagesIMM Envoi2amine milanoNo ratings yet
- ChapitreI Maintenance IndustrielDocument9 pagesChapitreI Maintenance IndustrielCiel BleuNo ratings yet