You might also like
- Introduction To OCTG Premium Connections Connectors Finite Element AnalysisDocument7 pagesIntroduction To OCTG Premium Connections Connectors Finite Element AnalysisHector BarriosNo ratings yet
- TMK Up™: Field ManualDocument84 pagesTMK Up™: Field Manualcorsini999No ratings yet
- Presentation CVM Zwick PDFDocument19 pagesPresentation CVM Zwick PDFteacgNo ratings yet
- API6A Trim Material RatingsDocument5 pagesAPI6A Trim Material RatingsRicardo Paz SoldanNo ratings yet
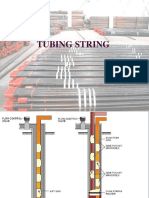
- Tubing StringDocument32 pagesTubing StringKAORU AmaneNo ratings yet
- NA OG: Cable Reheading Made Simple (After GOI)Document4 pagesNA OG: Cable Reheading Made Simple (After GOI)RoyNo ratings yet
- Rod Pump CatalogueDocument17 pagesRod Pump CataloguePedro Antonio Mejia SuarezNo ratings yet
- Permian Basin Development WellsDocument8 pagesPermian Basin Development WellsPesireron RoberthNo ratings yet
- Wire LineDocument54 pagesWire LineJOUININo ratings yet
- Swagelok Fitting AssyDocument2 pagesSwagelok Fitting AssygustavoespinosamNo ratings yet
- Downhole Instrumentation Qualification RPDocument4 pagesDownhole Instrumentation Qualification RPabinadi1230% (1)
- Bit ClassifierDocument104 pagesBit Classifiersaeed65No ratings yet
- 2mm Vs 8mm Charpy Striker Edge RadiusDocument26 pages2mm Vs 8mm Charpy Striker Edge RadiusErick EaxNo ratings yet
- TenarisCatalogue Casing&Tubing PDFDocument118 pagesTenarisCatalogue Casing&Tubing PDFHenry Carreno MesaNo ratings yet
- Specialty ConnectorsDocument62 pagesSpecialty ConnectorsLuis David Concha CastilloNo ratings yet
- 43 DST Packer Test ToolDocument2 pages43 DST Packer Test ToolKim MissonNo ratings yet
- Blowout PreventorsDocument7 pagesBlowout PreventorsRachitPandeyNo ratings yet
- Swagelok High Pressure FittingsDocument8 pagesSwagelok High Pressure FittingsSyahirul AlimNo ratings yet
- Permanent Monitoring - Complete Feb 6, 2013Document40 pagesPermanent Monitoring - Complete Feb 6, 2013gonzalito777No ratings yet
- Technical Catalogue (Imperial) HSC Casing PDFDocument100 pagesTechnical Catalogue (Imperial) HSC Casing PDFsouthernorNo ratings yet
- Laser DrillingDocument19 pagesLaser Drillingmts1234100% (1)
- 4 - in and 5-In. Posiset Thru-Tubing Plug (1 - In. Od) : Description FeaturesDocument1 page4 - in and 5-In. Posiset Thru-Tubing Plug (1 - In. Od) : Description Featureshamed1725No ratings yet
- Seamless Casing and Tubing Nipponsteel Ver PDFDocument18 pagesSeamless Casing and Tubing Nipponsteel Ver PDFMehdi SoltaniNo ratings yet
- DHSV TestDocument7 pagesDHSV TestRonald Lucas Silva Lefundes OliveiraNo ratings yet
- Basic of Drillpipe Tensile Capacity and Its CalculationDocument5 pagesBasic of Drillpipe Tensile Capacity and Its CalculationMokr AchourNo ratings yet
- Casing and Its TypesDocument14 pagesCasing and Its TypesRehman AbbasiNo ratings yet
- UYIDocument164 pagesUYIMohd NazriNo ratings yet
- 10 37 00 1110 NS 1 A4 WatermarkedDocument7 pages10 37 00 1110 NS 1 A4 Watermarkedislam atif100% (1)
- Grove g4n Gate Valve BrochureDocument24 pagesGrove g4n Gate Valve BrochureFrancis Almia100% (1)
- Flowline Products and Services: World Proven Chiksan and Weco EquipmentDocument15 pagesFlowline Products and Services: World Proven Chiksan and Weco Equipmentcanales117No ratings yet
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- 9 5in Modular Motor - MMTR 70 01 003Document2 pages9 5in Modular Motor - MMTR 70 01 003Qiang ZhangNo ratings yet
- Tools-Components Stimgun PDFDocument4 pagesTools-Components Stimgun PDFLuis Alfonso EstebanNo ratings yet
- Tubing and Casing ConnectionsDocument2 pagesTubing and Casing ConnectionsYougchu LuanNo ratings yet
- Accuseal Plug ValveDocument20 pagesAccuseal Plug ValveTendai Felex Maduke100% (2)
- Used Sucker Rod GuidelinesDocument2 pagesUsed Sucker Rod Guidelinesluisfilippini3No ratings yet
- Iso 13679 Connection Testing: Test DatasheetDocument2 pagesIso 13679 Connection Testing: Test DatasheetMostafa HashemiNo ratings yet
- Wellhead Fittings & Valve Components - PGI-WFDocument28 pagesWellhead Fittings & Valve Components - PGI-WFIan KevinNo ratings yet
- Autoclave Subsea Ball ValvesDocument20 pagesAutoclave Subsea Ball Valvesvp989No ratings yet
- Air Compressors 1170cfm T4Document2 pagesAir Compressors 1170cfm T4death666darkNo ratings yet
- Introduction To The Oil Field (Drilling)Document37 pagesIntroduction To The Oil Field (Drilling)Ahmed SelmyNo ratings yet
- Attachment 10 SRXX-BTC - 5C1 DEC2009Document6 pagesAttachment 10 SRXX-BTC - 5C1 DEC2009Ahmadreza JaberipourNo ratings yet
- SWI Products MetalDocument21 pagesSWI Products MetalPrasanth PrasadNo ratings yet
- Sheave Selection GuideDocument1 pageSheave Selection GuideFauzanNo ratings yet
- API L80 Versus N80Document1 pageAPI L80 Versus N80abrarkhan19706100% (1)
- 3" Hydraulic Orienting ToolDocument2 pages3" Hydraulic Orienting ToolQiang ZhangNo ratings yet
- Packer HPHT Downhole Completion Equipment Bsee May 2015 Hilts PDFDocument16 pagesPacker HPHT Downhole Completion Equipment Bsee May 2015 Hilts PDFfredyNo ratings yet
- H00707Document2 pagesH00707AQUILES CARRERANo ratings yet
- JFE CasingDocument40 pagesJFE CasingezrawongNo ratings yet
- Camesa Cable SpecDocument1 pageCamesa Cable SpecShashank Anand MishraNo ratings yet
- QCI 10K ESP Packer Penetrator BrochureDocument1 pageQCI 10K ESP Packer Penetrator BrochureJeff NehmeNo ratings yet
- Well Stimulation VesselsDocument2 pagesWell Stimulation VesselsOscar RamirezNo ratings yet
- Lesson Diaphragm Valves, Pinch Valves and Instrument Valves: Sub-ObjectiveDocument8 pagesLesson Diaphragm Valves, Pinch Valves and Instrument Valves: Sub-Objectivemister pogiNo ratings yet
- Guidelines For Selecting Packer Elements and Seals: SectionDocument7 pagesGuidelines For Selecting Packer Elements and Seals: SectionMohamed Shafie100% (1)
- Applied Metrology for Manufacturing EngineeringFrom EverandApplied Metrology for Manufacturing EngineeringRating: 5 out of 5 stars5/5 (1)
- Metallurgy and Corrosion Control in Oil and Gas ProductionFrom EverandMetallurgy and Corrosion Control in Oil and Gas ProductionNo ratings yet
- Fatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965From EverandFatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965E. GassnerNo ratings yet
- Carbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyFrom EverandCarbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyNo ratings yet
- Physics I ProblemsDocument1 pagePhysics I ProblemsbosschellenNo ratings yet
- Redken Color HandbookDocument40 pagesRedken Color HandbookVane Vane100% (3)
- Ethanol Production by Fermentation and DistillationDocument3 pagesEthanol Production by Fermentation and DistillationChris WarnerNo ratings yet
- Plain Concrete FootingDocument6 pagesPlain Concrete FootingAnonymous mcHqIfbnV1No ratings yet
- MHS-15 Prod NoteDocument2 pagesMHS-15 Prod Noteyenlitu50% (2)
- Cold Formed Steel Design.Document8 pagesCold Formed Steel Design.Shivaji SarvadeNo ratings yet
- RaceDocument3 pagesRaceapi-3769525100% (5)
- 13NO03 GN 60 001 Deliverable ListDocument4 pages13NO03 GN 60 001 Deliverable Listbagus handokoNo ratings yet
- Lab ReportDocument2 pagesLab Reportapi-243032999No ratings yet
- Renown Chemical BrochureDocument44 pagesRenown Chemical BrochureSalih OzerNo ratings yet
- Equal Percentage Control Valves and Applications - Control NotesDocument6 pagesEqual Percentage Control Valves and Applications - Control NotesShubham PisalNo ratings yet
- Organic Chemistry Lab Prepares HydrocarbonsDocument6 pagesOrganic Chemistry Lab Prepares HydrocarbonsJhei Mesina AfableNo ratings yet
- Bet Muestra 6Document7 pagesBet Muestra 6Eli GutierrezNo ratings yet
- Gasket Assembly Stress Recommendations: Compressed Sheet, GRAPH-LOCK®, GYLON® and Gylon Epix™Document1 pageGasket Assembly Stress Recommendations: Compressed Sheet, GRAPH-LOCK®, GYLON® and Gylon Epix™dilo0987No ratings yet
- Critical Attributes of Folding Cartons 2Document8 pagesCritical Attributes of Folding Cartons 2Wanda Yee100% (1)
- 1 s2.0 S1876610211005960 MainDocument8 pages1 s2.0 S1876610211005960 MainRenalyn TorioNo ratings yet
- Especificacion Tecnica Tanques FRP CANATUREDocument3 pagesEspecificacion Tecnica Tanques FRP CANATURETomasae1980No ratings yet
- Lipids Classification and FunctionsDocument4 pagesLipids Classification and FunctionsThalia PacamalanNo ratings yet
- MNL 67-2009 PDFDocument128 pagesMNL 67-2009 PDFlolo100% (2)
- Syllabus:-Biomolecules, Cell: The Unit of Life, Structural Organisation in AnimalsDocument9 pagesSyllabus:-Biomolecules, Cell: The Unit of Life, Structural Organisation in AnimalsEXCEPTIONAL FOCUSNo ratings yet
- Chemistry Form 4 Lesson 12Document8 pagesChemistry Form 4 Lesson 12Sakinah SaadNo ratings yet
- Fundamentals of Natural Gas Liquid MeasurementsDocument9 pagesFundamentals of Natural Gas Liquid Measurementsmakasad26No ratings yet
- Bio Molecules 9Document3 pagesBio Molecules 9SilVI MARDELNo ratings yet
- 1 02 Coco PDFDocument13 pages1 02 Coco PDFsandeep lalNo ratings yet
- Chapter 1-Bipolar Junction Transistor (BJT)Document78 pagesChapter 1-Bipolar Junction Transistor (BJT)Manish Kumar VermaNo ratings yet
- Chapter 2 SolutionsDocument71 pagesChapter 2 Solutionssisay SolomonNo ratings yet
- Drilling Formulas Calculation Sheet Verson 1.4Document190 pagesDrilling Formulas Calculation Sheet Verson 1.4Adedire FisayoNo ratings yet
- Fluid Mechanics: Properties, Viscosity and ApplicationsDocument77 pagesFluid Mechanics: Properties, Viscosity and ApplicationsvijaynieNo ratings yet
- 160930115120Document47 pages160930115120Vinh HoangNo ratings yet
- Hair Waving Natural Product Dillenia Indica Seed Sap PDFDocument3 pagesHair Waving Natural Product Dillenia Indica Seed Sap PDFAna NunesNo ratings yet