You might also like
- Capítulo 5 - Tratamiento Quirúrgico de Las FracturasDocument20 pagesCapítulo 5 - Tratamiento Quirúrgico de Las FracturasErik JimenezNo ratings yet
- Elementos de Union RoscadosDocument10 pagesElementos de Union RoscadosestherNo ratings yet
- Act#2 Ventajas y DesventajasDocument14 pagesAct#2 Ventajas y DesventajasPanchoEsquivelRamirezNo ratings yet
- Valorizacion 6 Puente Piedra-1Document2 pagesValorizacion 6 Puente Piedra-1Antonio CarrilloNo ratings yet
- PGO-MEMB-161-05 Soldadura Por Cuña Térmica Rev.0Document13 pagesPGO-MEMB-161-05 Soldadura Por Cuña Térmica Rev.0Jano MolinaNo ratings yet
- Viga IPR Ficha Tecnica AtsaDocument6 pagesViga IPR Ficha Tecnica AtsaHector GutNo ratings yet
- Estructura Metalica C.E.B.E Uripa 1Document1 pageEstructura Metalica C.E.B.E Uripa 1Hirvin Gabriel Torres YarinNo ratings yet
- Mantenimiento Mecanico I - Foro TemáticoDocument5 pagesMantenimiento Mecanico I - Foro TemáticoBruno Cruz100% (1)
- Equipamiento Prof 1 Unidad 3 Bombas - 1Document7 pagesEquipamiento Prof 1 Unidad 3 Bombas - 1mindmaxNo ratings yet
- HojalateriaDocument15 pagesHojalateriaLuis MuñozNo ratings yet
- Fichas Descriptivas Por Alumno - FulgencioDocument18 pagesFichas Descriptivas Por Alumno - FulgencioLonginos Garcia MerazNo ratings yet
- Control de Procesos de SoldaduraDocument4 pagesControl de Procesos de SoldaduraLaura GamboaNo ratings yet
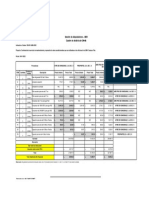
- Cuadro de Analisis de Oferta # 001Document1 pageCuadro de Analisis de Oferta # 001Onice Maite Paz SuNo ratings yet
- Star Confort Reparacion ESDocument8 pagesStar Confort Reparacion ESEsteban MartinezNo ratings yet
- Es - v2.0 - Detector de Posiciones Finales EléctricoDocument2 pagesEs - v2.0 - Detector de Posiciones Finales EléctricojoãoNo ratings yet
- Examen Final de Diseño en AceroDocument2 pagesExamen Final de Diseño en Aceroalcides luis fabian brañez100% (1)
- CHECK LIST Grilletes aMA MONTAJESDocument1 pageCHECK LIST Grilletes aMA MONTAJEScesarNo ratings yet
- DISEÑO1Document29 pagesDISEÑO1Maria Gaitan VasquezNo ratings yet
- Flores Martínez Andrés - Tarea No. 1Document6 pagesFlores Martínez Andrés - Tarea No. 1Andres Flores Mtz.No ratings yet
- Micrometro en MM y inDocument7 pagesMicrometro en MM y inbryan chisaguanoNo ratings yet
- Anexo 9.6.1 - PETS - Trabajos de IzajeDocument21 pagesAnexo 9.6.1 - PETS - Trabajos de IzajeJosé Manuel Aguilar ChaniniNo ratings yet
- Ficha Tecnica de Taladro T 30Document1 pageFicha Tecnica de Taladro T 30SISO GECONSNo ratings yet
- Te-01 Grupo 3 PresentacionDocument35 pagesTe-01 Grupo 3 PresentacionLM RaúlNo ratings yet
- Cuaderno de Informes - IFP Semana 6,7 y 8Document18 pagesCuaderno de Informes - IFP Semana 6,7 y 8marquiños isaiasNo ratings yet
- Inspección de TaladrosDocument4 pagesInspección de TaladrosCatalina TorresNo ratings yet
- Manuel Cordero Tarea S3Document8 pagesManuel Cordero Tarea S3Manuel Cordero HernandezNo ratings yet
- Daños Elementos Estructurales Esfuerzo Cortante 2Document3 pagesDaños Elementos Estructurales Esfuerzo Cortante 2chus55No ratings yet
- Atlas de OrtodonciaDocument314 pagesAtlas de OrtodonciaTelúrico Frevens50% (4)
- Biomecanica CervicalDocument25 pagesBiomecanica CervicalConstanza ValdésNo ratings yet
- 5to - 24 - Razonamiento Matematico - Orden de Informacion IiDocument2 pages5to - 24 - Razonamiento Matematico - Orden de Informacion IiDave Taype VilaNo ratings yet