You might also like
- La Méthode SCORE: Mesurer et améliorer les performances opérationnellesFrom EverandLa Méthode SCORE: Mesurer et améliorer les performances opérationnellesNo ratings yet
- Management de La Qualité: Professeur Ghizlane Benazzouz Ingénieur DocteurDocument18 pagesManagement de La Qualité: Professeur Ghizlane Benazzouz Ingénieur DocteurSonia Selmani Rachdi100% (1)
- Chap 5 Responsabilité de La DirectionDocument11 pagesChap 5 Responsabilité de La DirectionmimiNo ratings yet
- Indicateur QualitéDocument19 pagesIndicateur QualitéRiyad BENZIAN100% (1)
- Echantillonnage PDFDocument27 pagesEchantillonnage PDFعبد اللهNo ratings yet
- Fondamentaux QSEDocument45 pagesFondamentaux QSEAude Youl100% (1)
- Guide Pratique Qualité Tableau de Bord SI (Diffusé)Document26 pagesGuide Pratique Qualité Tableau de Bord SI (Diffusé)Internet100% (1)
- Management Des Effets Economique de La QualiteDocument27 pagesManagement Des Effets Economique de La QualiteTim Stelens SekaNo ratings yet
- Evaluation AuditeurDocument8 pagesEvaluation AuditeurYahya AlferdaoussNo ratings yet
- Support de Cours Assurance Qualité PARTIE 1 2020 2021 - SENJAJDocument23 pagesSupport de Cours Assurance Qualité PARTIE 1 2020 2021 - SENJAJFranKNo ratings yet
- Rai PDFDocument14 pagesRai PDFKonan Richard KouassiNo ratings yet
- Formation La Norme Iso 17020 Data ValueDocument2 pagesFormation La Norme Iso 17020 Data ValueAkramKassisNo ratings yet
- Partage de Connaissances ISO 9001 2015 Nov 2018Document30 pagesPartage de Connaissances ISO 9001 2015 Nov 2018MamadouNo ratings yet
- Haccp Congélation NVDocument31 pagesHaccp Congélation NVasma errajiNo ratings yet
- ATELIER 6 Non ConformitésDocument19 pagesATELIER 6 Non Conformitéscdacj973No ratings yet
- Master1 AACQ Gestion de La Qualité Chapitre2 Qualité Et Système de Management de La QualitéDocument42 pagesMaster1 AACQ Gestion de La Qualité Chapitre2 Qualité Et Système de Management de La QualitéEmmanuel KASHALANo ratings yet
- SmiDocument110 pagesSmiNizar EnnettaNo ratings yet
- LkolmlDocument27 pagesLkolmlImaane LakouairiNo ratings yet
- Cours TACQ S1 2014 Assurance QualiteDocument346 pagesCours TACQ S1 2014 Assurance QualiteYoussefNo ratings yet
- QPO12 2015 Gr09 MIM V06-ConvertiDocument38 pagesQPO12 2015 Gr09 MIM V06-ConvertiBougaalech Med AmineNo ratings yet
- Cours Management de La Qualite Et de La Performance - L3qse s5. Mme S. Daas - 2021. 2022Document15 pagesCours Management de La Qualite Et de La Performance - L3qse s5. Mme S. Daas - 2021. 2022Wissal benkhedimNo ratings yet
- 08 M.saqDocument148 pages08 M.saqSaher WajdiNo ratings yet
- Exigences ISO 9001-2015Document20 pagesExigences ISO 9001-2015heryNo ratings yet
- Nouveautes ISO 9001 v2015Document7 pagesNouveautes ISO 9001 v2015DehiliMohamedNo ratings yet
- Manuel SMI 2013 PDFDocument11 pagesManuel SMI 2013 PDFHadja SavanéNo ratings yet
- La Matrice IndicateursDocument21 pagesLa Matrice IndicateurslejiniNo ratings yet
- ISO 9001 Et Labo ISO 17025Document15 pagesISO 9001 Et Labo ISO 17025Hãmżä HåmžâNo ratings yet
- Guide de Transition ISO 22000 Version 2018Document12 pagesGuide de Transition ISO 22000 Version 2018sanae mouhibNo ratings yet
- Audit QualitéDocument17 pagesAudit QualitéSarah HajjamNo ratings yet
- Iso 9001 Version 2015 Équipe Contrôle Qualité Medica MéditerranéeDocument32 pagesIso 9001 Version 2015 Équipe Contrôle Qualité Medica MéditerranéeNajoua ManagementNo ratings yet
- Comparaison Des Exigences QSEDocument6 pagesComparaison Des Exigences QSEahmedNo ratings yet
- Contrôle QualitéDocument9 pagesContrôle QualitéAllegue FatmaNo ratings yet
- Rapport de Stage LP ACG - Docx TravailDocument15 pagesRapport de Stage LP ACG - Docx TravailAdam Hadj CharifNo ratings yet
- Les Documents InclusDocument6 pagesLes Documents InclusMILOWSKINo ratings yet
- Rapport Audit 201009 Amelioration Nancy Cle819bcb PDFDocument7 pagesRapport Audit 201009 Amelioration Nancy Cle819bcb PDFMessaoud LacmessNo ratings yet
- Guide Et Serre File ÉvacuationDocument1 pageGuide Et Serre File ÉvacuationBilal MehidiNo ratings yet
- KPI LeanDocument2 pagesKPI LeanCamille EmakamNo ratings yet
- La Méthode 8D by ZozoDocument4 pagesLa Méthode 8D by Zozoadult tubeNo ratings yet
- Management de La Qualité Module 1Document32 pagesManagement de La Qualité Module 1oussema waliNo ratings yet
- La Norme ISO 21001Document2 pagesLa Norme ISO 21001Adem Harrath100% (1)
- Processus Daudit ISO 9001Document2 pagesProcessus Daudit ISO 9001achraf mabroukNo ratings yet
- 01-Procedure de Recrutement Du Personnel AdministratifDocument3 pages01-Procedure de Recrutement Du Personnel AdministratifProsper Jean AmoikonNo ratings yet
- P4-ISO 9001 03 Etude de Cas D'auditDocument9 pagesP4-ISO 9001 03 Etude de Cas D'auditChourouk MeskiniNo ratings yet
- Chap4 - Documents Du Système de Management de La QualitéDocument6 pagesChap4 - Documents Du Système de Management de La Qualitébahazagoub7No ratings yet
- Management Des Risques Au Laboratoire - BITRE TarekDocument84 pagesManagement Des Risques Au Laboratoire - BITRE TarekTarek BITRENo ratings yet
- ISO 22005-2007 Traçabilité Dans La Chaine AlimentaireDocument14 pagesISO 22005-2007 Traçabilité Dans La Chaine AlimentaireMounir ElfgaierNo ratings yet
- GU SAP Evaluation FournisseurDocument7 pagesGU SAP Evaluation FournisseurMICA5687No ratings yet
- EssaDocument111 pagesEssaNaceri Mohamed RedhaNo ratings yet
- Assurance QualitéDocument208 pagesAssurance QualitéAristoman Fidel Andela WayNo ratings yet
- Gestion de La Qualité Du Projet de ConstructionDocument9 pagesGestion de La Qualité Du Projet de ConstructionreghouacheNo ratings yet
- Chapitre 2 La Qualité en ProductionDocument17 pagesChapitre 2 La Qualité en ProductionNabil TAALLAHNo ratings yet
- Procedure de Domaine D ApplicationDocument6 pagesProcedure de Domaine D ApplicationKOUAMENo ratings yet
- Suivi Des Actions D'améliorationDocument68 pagesSuivi Des Actions D'améliorationFraj NaifarNo ratings yet
- 15-Fiche 14 452 Conformite Regl V2Document4 pages15-Fiche 14 452 Conformite Regl V2adam_3000100% (1)
- Chapitre 3 Cout D - Obtention de La QualiteDocument20 pagesChapitre 3 Cout D - Obtention de La Qualiteiraoui jamal (Ebay)No ratings yet
- Exemple de Plan HACCP Pour Un RestaurantDocument107 pagesExemple de Plan HACCP Pour Un RestaurantScribdTranslationsNo ratings yet
- Procédure TraçabilitéDocument7 pagesProcédure Traçabilitéab food100% (1)
- ISO 22000 2018 ChecklistDocument68 pagesISO 22000 2018 ChecklistZouhour HannachiNo ratings yet
- PL-MQS-07 V11 Plan de VérificationDocument18 pagesPL-MQS-07 V11 Plan de VérificationBEN ABBESNo ratings yet
- Scénarisation Avec Opale StarterDocument13 pagesScénarisation Avec Opale StarterRaoudha Amri ZaiNo ratings yet
- CH 1 Les Sources de La CroissanceDocument13 pagesCH 1 Les Sources de La CroissanceRaoudha Amri ZaiNo ratings yet
- 14 ISHIKAWAexerciceDocument1 page14 ISHIKAWAexerciceRaoudha Amri ZaiNo ratings yet
- Exemple Plan D - Affaires Cafe Eponyme Aut-2007 FSADocument38 pagesExemple Plan D - Affaires Cafe Eponyme Aut-2007 FSATayeb Larbi83% (6)
- Configuration 2604 IP MSANDocument5 pagesConfiguration 2604 IP MSANRaoudha Amri ZaiNo ratings yet
- Les Gammes de FabricationDocument41 pagesLes Gammes de FabricationAna Howayou100% (1)
- Avantages Et InconvenientsDocument2 pagesAvantages Et InconvenientsChaoune Med100% (1)
- bm5074 PDFDocument7 pagesbm5074 PDFebey_endun100% (1)
- Wikipedia - GMAODocument8 pagesWikipedia - GMAOdfgh pouNo ratings yet
- Taraudage ManuelDocument2 pagesTaraudage ManuelSIDI ahmedou yahyaNo ratings yet
- De La Logistique Éclatée À La Logistique CollaborativeDocument8 pagesDe La Logistique Éclatée À La Logistique CollaborativeCoursNo ratings yet
- Armature LentonDocument20 pagesArmature Lentoncrozet_d6989No ratings yet
- ECLISSE Catalogue GLDocument53 pagesECLISSE Catalogue GLDan AlexandrescuNo ratings yet
- EnduitsDocument3 pagesEnduitsFatre 1980No ratings yet
- Technocles2010 3Document157 pagesTechnocles2010 3Nguyen Dang HanhNo ratings yet
- DESS CONGO Valorisation RapportDocument39 pagesDESS CONGO Valorisation RapportHedi Ben MohamedNo ratings yet
- Vocabulaire Lean ManufacturingDocument6 pagesVocabulaire Lean ManufacturingmguisseNo ratings yet
- FE37BDocument10 pagesFE37BhakimNo ratings yet
- Exemple Complet Butée ÉclipsableDocument6 pagesExemple Complet Butée Éclipsablejemai67% (3)
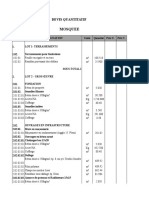
- Devis Mosquee FiniDocument8 pagesDevis Mosquee FiniSeribaTraore100% (1)
- C Fanuc PDF B-63424FR 01 050120 MANUAL GUIDE FraisageDocument244 pagesC Fanuc PDF B-63424FR 01 050120 MANUAL GUIDE FraisageSidi Rach100% (5)
- Guide RH MEN Part1Document173 pagesGuide RH MEN Part1mokNo ratings yet
- Rapport de Stage 2KHDocument54 pagesRapport de Stage 2KHMech Memmo100% (1)
- Profils NervurésDocument7 pagesProfils NervurésAnisNo ratings yet
- Base de Données Des Ste Automobile Au TFZDocument24 pagesBase de Données Des Ste Automobile Au TFZbrahim0110100% (2)