You might also like
- 1 s2.0 S1364032117308250 MainDocument26 pages1 s2.0 S1364032117308250 MainKhikmah NurNo ratings yet
- Chemistry ExamDocument10 pagesChemistry ExamTudor HîrleaNo ratings yet
- CounterDocument33 pagesCounterAMIT KUMAR SINGHNo ratings yet
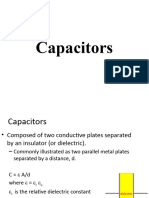
- CapacitorsDocument35 pagesCapacitorsSatrianiRahmayantiNo ratings yet
- Power AmplifierDocument37 pagesPower AmplifierSristick100% (6)
- Radio-Frequency Circuit4Document25 pagesRadio-Frequency Circuit4mumtazNo ratings yet
- Chapter 5 Org Chem AnswersDocument19 pagesChapter 5 Org Chem Answersbilly100% (1)
- Toothpickase LabDocument6 pagesToothpickase LabDJ ISAACSNo ratings yet
- Isothermal Reactor Design: 1. Batch OperationDocument3 pagesIsothermal Reactor Design: 1. Batch Operationنزار الدهاميNo ratings yet
- CHL 702: Tutorial Sheet 02 For Reaction Engineering: 28.09.2017Document6 pagesCHL 702: Tutorial Sheet 02 For Reaction Engineering: 28.09.2017Shubham Singh100% (1)
- Continuous ReactionDocument28 pagesContinuous ReactionFucKerWengieNo ratings yet
- Lecture 5: Capacitors (Cont.), Circuits, Current, and ResistanceDocument6 pagesLecture 5: Capacitors (Cont.), Circuits, Current, and ResistanceAmir YonanNo ratings yet
- L9b Selectivity Example ProblemsDocument24 pagesL9b Selectivity Example ProblemsMeghna SheoranNo ratings yet
- 4.1. Batch Operations: Chapter 4 AlgDocument10 pages4.1. Batch Operations: Chapter 4 AlgpalesaNo ratings yet
- Isothermal Reactor Design - With Audio - Part 1&2Document43 pagesIsothermal Reactor Design - With Audio - Part 1&2hakita86No ratings yet
- Adobe Scan 23-Nov-2022Document4 pagesAdobe Scan 23-Nov-2022SunnyNo ratings yet
- CE312 Lecture1617 Fall 20-21Document12 pagesCE312 Lecture1617 Fall 20-21PRATEEK SHARMANo ratings yet
- Lecture11 P2Document21 pagesLecture11 P2Phạm Thiên LongNo ratings yet
- 1Document12 pages1Lily DianaNo ratings yet
- 6 CountersDocument52 pages6 CountersBiniam TeferiNo ratings yet
- Chapter4 OCWDocument11 pagesChapter4 OCWعوض أمحمدNo ratings yet
- Capcitor and Inductor PPT S1ADocument50 pagesCapcitor and Inductor PPT S1Acedayan418No ratings yet
- Lecture 7 - Isothermal Reactor Design 2Document17 pagesLecture 7 - Isothermal Reactor Design 2Nizam JumadiNo ratings yet
- Digital Logic Design: CountersDocument44 pagesDigital Logic Design: CountersZelalem MeskiNo ratings yet
- 24 Mar - ASYNCOUNTERDocument8 pages24 Mar - ASYNCOUNTERDd DdNo ratings yet
- Unit 1 CountersDocument38 pagesUnit 1 CountersrelebselomoNo ratings yet
- Lecture 6 - Isothermal Reactor DesignDocument16 pagesLecture 6 - Isothermal Reactor DesignNizam JumadiNo ratings yet
- Counter IDocument23 pagesCounter IAMIT KUMAR SINGHNo ratings yet
- Capacitive Effects in The PN Junction: - Depletion CapacitanceDocument18 pagesCapacitive Effects in The PN Junction: - Depletion CapacitanceJskNo ratings yet
- Capacitor Charg & DischargDocument20 pagesCapacitor Charg & Dischargmaria idreesNo ratings yet
- Lecture 1Document18 pagesLecture 1Fatuhu Abba dandagoNo ratings yet
- CountersDocument44 pagesCounterstaufiqridz100% (1)
- Compressors: Dr.K.V.N. Srinivasa RaoDocument62 pagesCompressors: Dr.K.V.N. Srinivasa RaoLalith SunkojuNo ratings yet
- Chapter 6Document71 pagesChapter 6BirukNo ratings yet
- Capacitors and InductorsDocument32 pagesCapacitors and Inductorsmohamed shabbanNo ratings yet
- Quartz Crystal PullabilityDocument3 pagesQuartz Crystal Pullabilitym18999843No ratings yet
- Lecture 03 - The Heat Engine, 2nd and 3rd Laws of ThermodynamicsDocument22 pagesLecture 03 - The Heat Engine, 2nd and 3rd Laws of ThermodynamicsArc ZeroNo ratings yet
- Lecture 03 - The Heat Engine, 2nd and 3rd Laws of ThermodynamicsDocument22 pagesLecture 03 - The Heat Engine, 2nd and 3rd Laws of ThermodynamicsArc ZeroNo ratings yet
- Lec12 AnimatedDocument33 pagesLec12 Animatedharshraj.ecellNo ratings yet
- الكترونكس م6Document21 pagesالكترونكس م6AhmedHamadaNo ratings yet
- Comparative Evaluation of SiC and Si PV Inverter Systems Based On Power Density and Efficiency As Indicators of Initial Cost and Operating RevenueDocument6 pagesComparative Evaluation of SiC and Si PV Inverter Systems Based On Power Density and Efficiency As Indicators of Initial Cost and Operating Revenueelectronic systemsNo ratings yet
- Semibatch UniDocument22 pagesSemibatch UniMelgi159100% (1)
- Type He Wide Rudder Angle Repeat Back Unit Operator's ManualDocument6 pagesType He Wide Rudder Angle Repeat Back Unit Operator's ManualClarence ClarNo ratings yet
- Initial Condn1Document9 pagesInitial Condn1kshrushtibasavarajNo ratings yet
- Transient Behavior and Initial ConditionsDocument20 pagesTransient Behavior and Initial ConditionsTanuja VNo ratings yet
- CountersDocument44 pagesCountersJohnMactavishPalmer100% (1)
- Fluid Machine For Chemical Engineers (Cheg2101) : Theory of Positive Displacement CompressorsDocument18 pagesFluid Machine For Chemical Engineers (Cheg2101) : Theory of Positive Displacement Compressorsselemon emiruNo ratings yet
- Lecture12 P2Document12 pagesLecture12 P2Phạm Thiên LongNo ratings yet
- Astable Multivibrator Using TransistorsDocument2 pagesAstable Multivibrator Using Transistorsdinesh189No ratings yet
- Reaction KineticsDocument15 pagesReaction KineticsYas MonazahNo ratings yet
- Open-Circuit Time Constant Analysis: Asas As Hs K Bsbs BsDocument24 pagesOpen-Circuit Time Constant Analysis: Asas As Hs K Bsbs BsSHAIK MUSTHAFANo ratings yet
- Energy Storage Devices Presentation by POOJASHRI N (1602149)Document25 pagesEnergy Storage Devices Presentation by POOJASHRI N (1602149)Chandru RamaswamyNo ratings yet
- Chemical Engineering: ReactionDocument59 pagesChemical Engineering: Reactionnluvwjm7275No ratings yet
- Isothermal Batch ReactorDocument5 pagesIsothermal Batch ReactorSrikanthNo ratings yet
- Lecture11 PDFDocument24 pagesLecture11 PDFRathod ShankarNo ratings yet
- CapacitorsDocument25 pagesCapacitorsGerardo Chavez CovarrubiasNo ratings yet
- Coeficientes Transferencia de MasaDocument23 pagesCoeficientes Transferencia de MasaEwindNo ratings yet
- 05-Kalvin and AC BridgesDocument25 pages05-Kalvin and AC BridgesmamoonNo ratings yet
- Problem24 75Document3 pagesProblem24 75IENCSNo ratings yet
- Effect of Speed On Boundary Friction ForceDocument39 pagesEffect of Speed On Boundary Friction ForceSriniNo ratings yet
- Chapter 8 - Tut-3Document15 pagesChapter 8 - Tut-3Raghav ChhaparwalNo ratings yet
- Physics 110 Spring 2006 Forces in 1-And 2-Dimensions - Their SolutionsDocument9 pagesPhysics 110 Spring 2006 Forces in 1-And 2-Dimensions - Their SolutionsKhikmah NurNo ratings yet
- Electrochimica Acta: Zhijia Du, Jianlin Li, Marissa Wood, Chengyu Mao, Claus Daniel, D.L. Wood IIIDocument8 pagesElectrochimica Acta: Zhijia Du, Jianlin Li, Marissa Wood, Chengyu Mao, Claus Daniel, D.L. Wood IIIKhikmah NurNo ratings yet
- SolutionsDocument10 pagesSolutionsKhikmah NurNo ratings yet
- Biological OxidationDocument11 pagesBiological OxidationendangtrisniatiNo ratings yet
- CV 20190704Document6 pagesCV 20190704Piyasan PraserthdamNo ratings yet
- Organic Chemistry Study Card (Extracted From P. Yurkanis Bruice) 4Document1 pageOrganic Chemistry Study Card (Extracted From P. Yurkanis Bruice) 4David DualNo ratings yet
- Functional Group InterconversionDocument4 pagesFunctional Group InterconversionPG ChemistryNo ratings yet
- Problem Set PLUG Flow ReactorDocument1 pageProblem Set PLUG Flow ReactorTri WidayatnoNo ratings yet
- Alkyl HalideDocument54 pagesAlkyl HalideNelvianaNo ratings yet
- Rate Law: Chemical Reaction Engineering 1Document23 pagesRate Law: Chemical Reaction Engineering 1Patricia DavidNo ratings yet
- Chem 157.1 ExpDocument10 pagesChem 157.1 Expapi-3856754No ratings yet
- Yamamoto Et Al. - 2009 - Γ-Selective Cross-Coupling Reactions of PotassiumDocument9 pagesYamamoto Et Al. - 2009 - Γ-Selective Cross-Coupling Reactions of PotassiumVictor CiocalteaNo ratings yet
- Assignment IDocument4 pagesAssignment IDylan HsiehNo ratings yet
- Chem E17-Syllabus-2020 - 7 - 30Document3 pagesChem E17-Syllabus-2020 - 7 - 30PierrotNo ratings yet
- Cre Assignment 3Document6 pagesCre Assignment 3Patel KushalNo ratings yet
- CatalystDocument8 pagesCatalystAya MojicaNo ratings yet
- The Organic Chemistry of Enzyme-Catalysed ReactionsDocument63 pagesThe Organic Chemistry of Enzyme-Catalysed ReactionskunwarskNo ratings yet
- TSAI HSIANG en Biochemical EngineeringDocument22 pagesTSAI HSIANG en Biochemical EngineeringTSAI, HSIANGEN(대학원학생/일반대학원 화공생명공학) No ratings yet
- 01-01-2021 GOC2 English ADocument39 pages01-01-2021 GOC2 English APrabhakar BandaruNo ratings yet
- 4th QUARTER-Module-6-CHEMICAL REACTIONSDocument12 pages4th QUARTER-Module-6-CHEMICAL REACTIONSStray DogsNo ratings yet
- Carbohydrates Protecing GroupsDocument11 pagesCarbohydrates Protecing GroupsApparao ThoomuNo ratings yet
- Corey House SynthesisDocument2 pagesCorey House SynthesisSoumya50% (2)
- 3CHEB PS4 Group12-4Document11 pages3CHEB PS4 Group12-4Vicente JonathanNo ratings yet
- Lecture Planner Organic Chemistry PDF Only 12th Board Booster 2024Document2 pagesLecture Planner Organic Chemistry PDF Only 12th Board Booster 2024Prince YadavNo ratings yet
- Nucleophilic SubstitutionDocument18 pagesNucleophilic SubstitutionShivam GuptaNo ratings yet
- Hydrocarbon: DPP 09 (Of Lec 11) - Lakshya JEE 2.0 2024Document3 pagesHydrocarbon: DPP 09 (Of Lec 11) - Lakshya JEE 2.0 20244rhmhv9vf5No ratings yet
- 2021 CHE 2231 WK6 Sub Elimination Worksheet-1Document15 pages2021 CHE 2231 WK6 Sub Elimination Worksheet-1dancer88838No ratings yet
- Oc 1. Alkynes and Alkadienes Final RK Sir - 05.03.14 (01-16) PDFDocument16 pagesOc 1. Alkynes and Alkadienes Final RK Sir - 05.03.14 (01-16) PDFAman9692100% (1)
- Chap17 Acetic AcidDocument7 pagesChap17 Acetic AcidSetsuna F SeieiNo ratings yet
- Experiment 6: Chemical KineticsDocument28 pagesExperiment 6: Chemical KineticsBalqees HasanNo ratings yet