You might also like
- O Deus de ferro e a excomunhão da América Latina: mineração transnacional, lutas e resistências sociais na AmazôniaFrom EverandO Deus de ferro e a excomunhão da América Latina: mineração transnacional, lutas e resistências sociais na AmazôniaNo ratings yet
- LaminaçãoDocument42 pagesLaminaçãoVanderleiNo ratings yet
- LaminaçãoDocument45 pagesLaminaçãoWellington LimaNo ratings yet
- O Que É Aço InoxDocument59 pagesO Que É Aço InoxJosé Hélio Ferreira Souza100% (1)
- Ligas Metalicas Ferrosas - AçoDocument53 pagesLigas Metalicas Ferrosas - AçoJoão Diego Feitosa100% (1)
- Refrátarios Contendo Carbono Propriedades, Características e Variáveis em Sua Composição PDFDocument31 pagesRefrátarios Contendo Carbono Propriedades, Características e Variáveis em Sua Composição PDFIsaac Brasil AlmeidaNo ratings yet
- Aula2-Diagrama Ferro CarbonoDocument57 pagesAula2-Diagrama Ferro CarbonoPaulo Leonardo Jacobussi Semeghini0% (1)
- Conformação Dos Metais 1Document23 pagesConformação Dos Metais 1barataaaaNo ratings yet
- Micrografia Do FERRO FUNDIDODocument17 pagesMicrografia Do FERRO FUNDIDOMárcio LuisNo ratings yet
- Classificação Dos Tipos de CorrosãoDocument47 pagesClassificação Dos Tipos de CorrosãoDeysianeMartinsNo ratings yet
- Classificação Dos Moldes de Injeção - OdpDocument38 pagesClassificação Dos Moldes de Injeção - OdpMichelle SalgueiroNo ratings yet
- Aula 5 - Origem e Beneficiamento de Materiais CerâmicosDocument83 pagesAula 5 - Origem e Beneficiamento de Materiais CerâmicosMateus MarquesNo ratings yet
- Soldagem PlasmaDocument9 pagesSoldagem PlasmaAna Julia Bicalho100% (1)
- Artigo - Aços Inox. MartensíticosDocument5 pagesArtigo - Aços Inox. MartensíticosLuan Caetano100% (1)
- Metais de BaseDocument79 pagesMetais de BaseCarlos Eugenio Fortes Teixeira100% (1)
- Fluidez de Metais LíquidosDocument7 pagesFluidez de Metais LíquidosAristides ReisNo ratings yet
- Fundição 2017.1 - Avaliação de Qualidade de Areia de FundiçãoDocument30 pagesFundição 2017.1 - Avaliação de Qualidade de Areia de FundiçãoMatheus LopesNo ratings yet
- Principios Da Galvanizacao A FogoDocument30 pagesPrincipios Da Galvanizacao A FogoìanbauNo ratings yet
- Acesita - Apostila de Aço InoxDocument11 pagesAcesita - Apostila de Aço InoxMario Lucas RodriguesNo ratings yet
- Fornos Conversores ThomasDocument1 pageFornos Conversores ThomasFábio Bresciani Valverde100% (2)
- Tratamento TérmicoDocument18 pagesTratamento Térmicoandressa2276010No ratings yet
- Slides Meta. DM GrafiteDocument15 pagesSlides Meta. DM GrafiteDercioNo ratings yet
- Apostila de Corrosão - Rev3Document22 pagesApostila de Corrosão - Rev3kauã luizNo ratings yet
- História Do AlumínioDocument23 pagesHistória Do AlumínioLetícia Catossi SaravalliNo ratings yet
- Slide de Treinamento de Defeitos em PlacaDocument56 pagesSlide de Treinamento de Defeitos em PlacaGisele LouresNo ratings yet
- 1º Lista de Exercícios de MetalurgiaDocument9 pages1º Lista de Exercícios de Metalurgiatonk kekekNo ratings yet
- Aço Corten PDFDocument3 pagesAço Corten PDFFelipe Dias DiasNo ratings yet
- Refratarios e Isolantes PDFDocument102 pagesRefratarios e Isolantes PDFGuida Cristina MonteiroNo ratings yet
- Acos LigaDocument3 pagesAcos LigaPeubahiaNo ratings yet
- Apostila Sistema Enchimento Horizontal e VerticalDocument59 pagesApostila Sistema Enchimento Horizontal e VerticalAvstron D'Agostini100% (1)
- Aço Inox - Aplicações e EspecificaçãoDocument49 pagesAço Inox - Aplicações e EspecificaçãoCarlos GermanoNo ratings yet
- Aplicações e Carcteisticas Do Ferro FundidoDocument12 pagesAplicações e Carcteisticas Do Ferro FundidoLeonardo Faria Bueno100% (3)
- Tratamento Termoquímico Dos AçosDocument42 pagesTratamento Termoquímico Dos AçosEmílio DavidNo ratings yet
- Coberturas em Abobadas para Habitações de Baixo CustoDocument69 pagesCoberturas em Abobadas para Habitações de Baixo CustoMarcelo Ramos Monteiro100% (1)
- Aula 02 - TubulaçõesDocument69 pagesAula 02 - TubulaçõesJeronymo ZanardoNo ratings yet
- ACI-509 Fundamentos de RefratáriosDocument190 pagesACI-509 Fundamentos de RefratáriosPedro Marcelino JuniorNo ratings yet
- Laminação de PerfisDocument9 pagesLaminação de PerfisAmanda MartinsNo ratings yet
- Aula 12 - Corrosão Definição Tipos de Corrosão. Prevenção A Corrosão PDFDocument50 pagesAula 12 - Corrosão Definição Tipos de Corrosão. Prevenção A Corrosão PDFAndré Da Rocha RomeroNo ratings yet
- Elementos de Liga Nos AçosDocument4 pagesElementos de Liga Nos AçosMaria Aparecida CostaNo ratings yet
- DeterioraçãoDocument73 pagesDeterioraçãoJefferson Motta100% (1)
- Ligas Ferrosas - Materiais MetálicosDocument8 pagesLigas Ferrosas - Materiais MetálicosJonasNo ratings yet
- Galvanoplastia e Suas AplicaçõesDocument11 pagesGalvanoplastia e Suas AplicaçõesBrunoMarcosNo ratings yet
- Ensaio JominyDocument14 pagesEnsaio JominyedupankoNo ratings yet
- Laminação - Cap 3Document54 pagesLaminação - Cap 3Gennaro TrianiNo ratings yet
- Belgo-Fluxo de Produção MonlevadeDocument19 pagesBelgo-Fluxo de Produção MonlevadeRafael Messias100% (1)
- Rebolos Retificadores de CarbonetoDocument30 pagesRebolos Retificadores de CarbonetogabiiimdiasNo ratings yet
- Sistema de EnchimentoDocument50 pagesSistema de EnchimentoDiego Feltrin67% (3)
- Tubulações IndustriaisDocument332 pagesTubulações IndustriaisMelina LageNo ratings yet
- MEC 107 - Fundição - Slides de Aula 2016.1Document309 pagesMEC 107 - Fundição - Slides de Aula 2016.1Henrique de OliveiraNo ratings yet
- Seminario GalvanizaçãoDocument21 pagesSeminario GalvanizaçãoAndriéllyRembowskiNo ratings yet
- TESTESP1Document6 pagesTESTESP1mylle_mestra100% (1)
- Tratamento Térmico Dos MetaisDocument17 pagesTratamento Térmico Dos MetaisFellipe Machado100% (1)
- 5.1 - Aços Carbono e Aços LigaDocument35 pages5.1 - Aços Carbono e Aços Ligajaelson silvaNo ratings yet
- Névoa Salina - Salt Spray - Ensaio - GalvInfoNote - 3 - 4Document4 pagesNévoa Salina - Salt Spray - Ensaio - GalvInfoNote - 3 - 4André Torregrosa0% (1)
- Aula - 08 - Ligas Metalicas Ferrosas - A+ºoDocument53 pagesAula - 08 - Ligas Metalicas Ferrosas - A+ºoFelipe HossNo ratings yet
- Diagramas TTT e TRCDocument23 pagesDiagramas TTT e TRCGabriel CabralNo ratings yet
- Pintura Industrial ExerciciosDocument4 pagesPintura Industrial ExerciciosMARIOJORGE1981No ratings yet
- Laminacao PDFDocument75 pagesLaminacao PDFWillian Gonçalves Ribeiro0% (1)
- Lista Exercicios 01 KC KP DeslocDocument3 pagesLista Exercicios 01 KC KP DeslocLetícia Rossi0% (1)
- Taxonomia e Classificação Dos Microrganismos - AULA 2 PDFDocument30 pagesTaxonomia e Classificação Dos Microrganismos - AULA 2 PDFLetícia RossiNo ratings yet
- 9-Tratamentos TermoquimicosDocument42 pages9-Tratamentos TermoquimicosLetícia RossiNo ratings yet
- A Austenita Nos AçosDocument9 pagesA Austenita Nos AçosLetícia RossiNo ratings yet
- Aula 3Document34 pagesAula 3Letícia Rossi0% (1)
- Física 3-07Document21 pagesFísica 3-07Letícia RossiNo ratings yet
- BROCASDocument55 pagesBROCASLetícia RossiNo ratings yet
- Manutencao 22manu2Document8 pagesManutencao 22manu2Profissional SENAINo ratings yet
- Uso EPI Agrotoxicos AgrDocument30 pagesUso EPI Agrotoxicos AgrLetícia RossiNo ratings yet
- VectocardiografíaDocument7 pagesVectocardiografíaJose Rodrigues JuniorNo ratings yet
- A Brazileira de Prazins de Camilo Castelo BrancoDocument262 pagesA Brazileira de Prazins de Camilo Castelo BrancoMaria do Rosário Monteiro100% (2)
- Diario CartograficoDocument2 pagesDiario CartograficoTANIAMSMNo ratings yet
- Niquel, Titanio, Zirconio e Suas LigasDocument6 pagesNiquel, Titanio, Zirconio e Suas LigasRuiter SantosNo ratings yet
- Critérios de MediçãoDocument39 pagesCritérios de MediçãoFlavio PenhaNo ratings yet
- As Idéias de EinsteinDocument142 pagesAs Idéias de EinsteinFelipe00960% (1)
- 2 Regras Do ArDocument26 pages2 Regras Do ArJota JuniorNo ratings yet
- 2 - Inglês Técnico 1aDocument33 pages2 - Inglês Técnico 1aOrlando Schetino ValenteNo ratings yet
- Decreto #9785 de 7 de Maio de 2019Document27 pagesDecreto #9785 de 7 de Maio de 2019nelson during100% (3)
- MCA-P - Manual de ServiçoDocument13 pagesMCA-P - Manual de Serviçocbbrunocesar1989No ratings yet
- DissertaçãoDocument111 pagesDissertaçãoJM SSNo ratings yet
- Manual de ProjetosDocument226 pagesManual de ProjetosbetobragajrNo ratings yet
- Cap. 04 - Geometria, Ideias Intuitivas.Document3 pagesCap. 04 - Geometria, Ideias Intuitivas.Douglas OliveiraNo ratings yet
- Ficha 1Document4 pagesFicha 1Fernanda NetoNo ratings yet
- Planilha Treino 21k - Iniciantes-NvDocument2 pagesPlanilha Treino 21k - Iniciantes-NvGustavo Bratfisch100% (7)
- Cartilha Agroflorestal PDFDocument92 pagesCartilha Agroflorestal PDFEliene OliveiraNo ratings yet
- 08 - Olavo de Carvalho - Advento Do CristianismoDocument35 pages08 - Olavo de Carvalho - Advento Do CristianismomauricioNo ratings yet
- Aso Carlos GustavoDocument1 pageAso Carlos GustavowescleiNo ratings yet
- Aprendizagem - Teorias e ProcessosDocument107 pagesAprendizagem - Teorias e ProcessosNeuropsico pedagogiaNo ratings yet
- Guia Resistencia QuimicaDocument4 pagesGuia Resistencia QuimicaAnonymous yX0AHnvCNo ratings yet
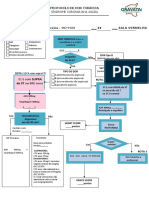
- Protocolo de Dor TorácicaDocument2 pagesProtocolo de Dor Torácicamedicos.upamoradasNo ratings yet
- Planner Viver Leve 2Document9 pagesPlanner Viver Leve 2Jaqueline BelezaNo ratings yet
- Manual Do Aluno IPMIL Versao 2Document52 pagesManual Do Aluno IPMIL Versao 2Manuela EspinosaNo ratings yet
- Revisão 9ano 3triDocument4 pagesRevisão 9ano 3trieduarda.cavalcantigsNo ratings yet
- P.O.P - Rotinas de Limpeza e HigienizaçãoDocument4 pagesP.O.P - Rotinas de Limpeza e HigienizaçãoLar VicentinoNo ratings yet
- S - VelocidadesDocument5 pagesS - Velocidadesjoao piter de paulaNo ratings yet
- Eguns - Ancestralidade e ContinuidadeDocument5 pagesEguns - Ancestralidade e ContinuidadeRac A BruxaNo ratings yet
- Apostila Vida A DoisDocument21 pagesApostila Vida A DoisAlex PessoaNo ratings yet
- 15 Ago 23 Caracteristicas Químicas e Sensorias Carne Bovina 11 PagDocument11 pages15 Ago 23 Caracteristicas Químicas e Sensorias Carne Bovina 11 PagcharlesNo ratings yet
- Nathalia GodoyDocument13 pagesNathalia GodoyNathália GodoyNo ratings yet