You might also like
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975From EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovRating: 5 out of 5 stars5/5 (1)
- CSNL An Environment Friendly Alternative PDFDocument15 pagesCSNL An Environment Friendly Alternative PDFDonald_12No ratings yet
- Required Plastic Additives in Egypt: By, Talaat A.KaderDocument6 pagesRequired Plastic Additives in Egypt: By, Talaat A.KadermohammedNo ratings yet
- PolyesterDocument432 pagesPolyesterMohsaAzhNo ratings yet
- PolyetheretherkeytoneDocument4 pagesPolyetheretherkeytoneGriffin BeemillerNo ratings yet
- Vegetable Oil Based Eco-Friendly Coating Materials: A Review ArticleDocument11 pagesVegetable Oil Based Eco-Friendly Coating Materials: A Review ArticlegoldennanukNo ratings yet
- Executive Summary: 0.1 National SceneDocument7 pagesExecutive Summary: 0.1 National SceneRSNo ratings yet
- Naoki Ota 1B 022216Document13 pagesNaoki Ota 1B 022216MagsNo ratings yet
- ThermoplasticDocument12 pagesThermoplasticSaloniNo ratings yet
- PolymersDocument62 pagesPolymersRaj ModiNo ratings yet
- Understanding Polyethylene PipesDocument10 pagesUnderstanding Polyethylene PipesAaron Paul ArcalaNo ratings yet
- The Complete Resin Research Epoxy GuideDocument10 pagesThe Complete Resin Research Epoxy Guidetetzusashida0% (1)
- Polymers and PlasticsDocument34 pagesPolymers and PlasticsDIENLUU150489No ratings yet
- Plastic FilmsDocument30 pagesPlastic FilmsAbhineet ShrivastavaNo ratings yet
- Colorants For PolyamidesDocument2 pagesColorants For PolyamidesMuhammad AhmadNo ratings yet
- Project Report On Flexible Pu FoamDocument6 pagesProject Report On Flexible Pu FoamEIRI Board of Consultants and PublishersNo ratings yet
- PolypropyleneDocument12 pagesPolypropyleneTal PeraltaNo ratings yet
- (Two-Component Polyurethane Systems) ContentsDocument8 pages(Two-Component Polyurethane Systems) ContentsCong ChinhNo ratings yet
- Facts About PET - 25 March 2013Document7 pagesFacts About PET - 25 March 2013Cátia CoelhoNo ratings yet
- Natural PolymersDocument2 pagesNatural PolymersRoshdy AbdelRassoulNo ratings yet
- Thermoplastic Material FamiliesDocument51 pagesThermoplastic Material FamiliesFranzMigNo ratings yet
- Calculos de Poliuretano RigidoDocument46 pagesCalculos de Poliuretano Rigidosescobar86100% (1)
- Epoxy InjectionDocument6 pagesEpoxy InjectionPraveenkumar ShanmugamNo ratings yet
- Concrete Flooring Brochure PDFDocument12 pagesConcrete Flooring Brochure PDFKalyanasundaram ThirugnanasambandamNo ratings yet
- Inakyd 3234 B-X-70Document1 pageInakyd 3234 B-X-70roybombomNo ratings yet
- Brochure LatamDocument2 pagesBrochure LatamShelby_CobraxNo ratings yet
- Blow Molding of Technical ComponentsDocument16 pagesBlow Molding of Technical Componentsmehdi7891No ratings yet
- Cream Concentrated Latex For Foam Rubber ProductsDocument9 pagesCream Concentrated Latex For Foam Rubber ProductsDjun GarciaNo ratings yet
- Lecture 7 Foam TechnologyDocument31 pagesLecture 7 Foam Technologygauravgarg115No ratings yet
- Mowrer Polysiloxane Ctgs InnovDocument16 pagesMowrer Polysiloxane Ctgs InnovUsama AwadNo ratings yet
- Mold Release Composition - European Patent Office - EP 0094574 A2Document32 pagesMold Release Composition - European Patent Office - EP 0094574 A2Hida Al-FithriNo ratings yet
- AdmixtureDocument7 pagesAdmixturevinay rodeNo ratings yet
- Synthetic Rubbers FullDocument88 pagesSynthetic Rubbers FullSundaraMahalingamNo ratings yet
- Novus Dentire LinerDocument2 pagesNovus Dentire LinerLang Dental Manufacturing Co., Inc.No ratings yet
- PowderCoatingResins ProductGuide 0Document20 pagesPowderCoatingResins ProductGuide 0zizitroNo ratings yet
- Addivant Polymer ModifiersDocument11 pagesAddivant Polymer ModifiersAgustin Eduardo C.No ratings yet
- Effects of Urea, Borax and Ammonium Chloride On Flame Retarding Properties of Cellulosic Ceiling Board PDFDocument7 pagesEffects of Urea, Borax and Ammonium Chloride On Flame Retarding Properties of Cellulosic Ceiling Board PDFAlexander DeckerNo ratings yet
- Epoxy Resin HardenersDocument2 pagesEpoxy Resin HardenersRavinder YadavNo ratings yet
- Bayer MaterialScienceDocument3 pagesBayer MaterialScienceaelshazlNo ratings yet
- Fluorescein-CTAB Interaction StudiesDocument25 pagesFluorescein-CTAB Interaction StudiesHirak ChatterjeeNo ratings yet
- Plastics The Facts-WEB-2020 VersionJun21 FinalDocument64 pagesPlastics The Facts-WEB-2020 VersionJun21 FinalStevenBurnsNo ratings yet
- Poly (Propene) (Polypropylene)Document5 pagesPoly (Propene) (Polypropylene)rmehta26No ratings yet
- Synthesis and Characterization of Resoles and Their Blends With Epoxy Resin A Review PDFDocument25 pagesSynthesis and Characterization of Resoles and Their Blends With Epoxy Resin A Review PDFZohaib AliNo ratings yet
- Epoxide ApplicationsDocument3 pagesEpoxide ApplicationsNguyen LucNo ratings yet
- Polyurethanes May11 ImpDocument3 pagesPolyurethanes May11 ImpittobaneNo ratings yet
- Solid State Shear ExtrusionDocument2 pagesSolid State Shear ExtrusionPey ManNo ratings yet
- Epoxy TypesDocument7 pagesEpoxy Typessunny bhatiaNo ratings yet
- Aqueous Polyurethane DispersionsDocument13 pagesAqueous Polyurethane DispersionsTaci AlvesNo ratings yet
- Introduction of Graft PolymerizationDocument6 pagesIntroduction of Graft Polymerizationsvo svoNo ratings yet
- Flame Retardant Epoxy Resin Based On Bisphenol A Epoxy ResinDocument7 pagesFlame Retardant Epoxy Resin Based On Bisphenol A Epoxy ResinGajaraj GajapathiNo ratings yet
- CMHEC ManufacturersDocument3 pagesCMHEC ManufacturersTamilarasiNo ratings yet
- High Solids StrategyDocument12 pagesHigh Solids StrategyGladys Anne ZubiriNo ratings yet
- Silane Chemistry-1a-95-718-01-F2Document6 pagesSilane Chemistry-1a-95-718-01-F2Ann YangNo ratings yet
- ISOCYNATEDocument4 pagesISOCYNATETry Julianda ErmayaNo ratings yet
- Polybd Resin UrethanesDocument22 pagesPolybd Resin UrethanesborlixNo ratings yet
- MP DiolDocument6 pagesMP DiolJijo T GeorgeNo ratings yet
- Dispercoll C84: CharacterizationDocument3 pagesDispercoll C84: Characterizationmufid_ainunNo ratings yet
- Basef Admixture Type G Data SheetDocument2 pagesBasef Admixture Type G Data SheetMahmoud AhmedNo ratings yet
- Epoxy Composites ApplicationDocument37 pagesEpoxy Composites ApplicationMohammed SalmanNo ratings yet
- Inhibitors For Unsaturated Polyester Resines. Parker 1963Document4 pagesInhibitors For Unsaturated Polyester Resines. Parker 1963Guz UchihaNo ratings yet
- HydrolysisH PDFDocument12 pagesHydrolysisH PDFEuwan Tyrone PriasNo ratings yet
- Janatics Auto Drain ValveDocument1 pageJanatics Auto Drain ValveNeha UkaleNo ratings yet
- Chemicals - Formulas and Trading Names: Common Name/Trade Name Chemical Name Chemical FormulaDocument3 pagesChemicals - Formulas and Trading Names: Common Name/Trade Name Chemical Name Chemical FormulaFrendick Legaspi100% (1)
- Ulma Offer Summary 32011 GarlandsDocument47 pagesUlma Offer Summary 32011 GarlandsSarah Layadi100% (1)
- To Study The Presence of Insecticides and Pesticides in Various Fruits and VegetablesDocument9 pagesTo Study The Presence of Insecticides and Pesticides in Various Fruits and VegetablesReetul PriyaNo ratings yet
- Tds-Tasnee PP h1030Document2 pagesTds-Tasnee PP h1030أبو أميرNo ratings yet
- MCQ For D - & F - Block ElementsDocument6 pagesMCQ For D - & F - Block ElementsAnshika Tripathi100% (3)
- Aerospace Commercial, Defense, and Space SolutionsDocument4 pagesAerospace Commercial, Defense, and Space SolutionsgauthamNo ratings yet
- Atoms, Molecules & Stoichiometric (STPM 2011 & 2012)Document7 pagesAtoms, Molecules & Stoichiometric (STPM 2011 & 2012)AlexTanYun-KaiNo ratings yet
- Factors Affecting Concrete WorkabilityDocument3 pagesFactors Affecting Concrete WorkabilityMuhammad GhayoorNo ratings yet
- Hot Dip Galvanizing: A Review of the Process and Its BenefitsDocument19 pagesHot Dip Galvanizing: A Review of the Process and Its BenefitsRupak PanjaNo ratings yet
- 02 Quote CIF GBM Remote Control GrabDocument7 pages02 Quote CIF GBM Remote Control GrabPanggi Eko PrasetiyoNo ratings yet
- Model: RO-PURE: Installation, Operation and Maintenance ManualDocument28 pagesModel: RO-PURE: Installation, Operation and Maintenance Manualnermeen ahmedNo ratings yet
- Thermal Engineering for 500 MW BoilerDocument31 pagesThermal Engineering for 500 MW BoilerRituraaj Singh RajputNo ratings yet
- General Piping Design: Document No. Rev.: A BMR-PIP-DBS-ST-0001 Page 1 of 20Document20 pagesGeneral Piping Design: Document No. Rev.: A BMR-PIP-DBS-ST-0001 Page 1 of 20Agus SupriadiNo ratings yet
- 3.3 BleachingDocument28 pages3.3 Bleachingshym hjrNo ratings yet
- Maximizing Steam Generation Efficiency Through Sugar Cane Bagasse DryingDocument8 pagesMaximizing Steam Generation Efficiency Through Sugar Cane Bagasse DryingPriyam Ramsokul100% (2)
- Chapter 16 Acid-Base EquilibriaDocument8 pagesChapter 16 Acid-Base EquilibriaShekaina Faith Cuizon LozadaNo ratings yet
- Permanent FormworkDocument13 pagesPermanent FormworkjimmydomingojrNo ratings yet
- Formulation Fundamentals Across IndustriesDocument7 pagesFormulation Fundamentals Across IndustriesAdil Anwar0% (1)
- Cyclic TriaxialDocument2 pagesCyclic TriaxialnkotiaNo ratings yet
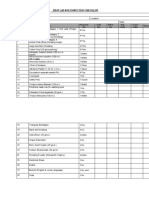
- First Aid Box Inspection ChecklistDocument2 pagesFirst Aid Box Inspection ChecklistGopal ChoudharyNo ratings yet
- Starflam PA66 25VDocument2 pagesStarflam PA66 25VjahabarsathickNo ratings yet
- Heavy Duty Pavement Design Guide 1Document94 pagesHeavy Duty Pavement Design Guide 1askarahNo ratings yet
- Septic Tank and Soakage Pit1Document4 pagesSeptic Tank and Soakage Pit1Ovindi WimalarathnaNo ratings yet
- TechNotes2003 11Document4 pagesTechNotes2003 11Zahid FarooqNo ratings yet
- Electrochemical TechniquesDocument35 pagesElectrochemical Techniquesfatema100% (1)
- Saej402v002 PDFDocument8 pagesSaej402v002 PDFLuis LujanoNo ratings yet
- Koyo Ceramic Catb1013exDocument17 pagesKoyo Ceramic Catb1013exJose DonaireNo ratings yet
- EXMMI Serie: Flameproof Flexible Stainless Steel CouplingsDocument1 pageEXMMI Serie: Flameproof Flexible Stainless Steel CouplingsMijail Villanueva EscalanteNo ratings yet