You might also like
- Abrasive Jet MachiningDocument8 pagesAbrasive Jet MachiningRanjith KaruturiNo ratings yet
- Chapter2 - AJMDocument13 pagesChapter2 - AJMravish kumarNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-3Document3 pagesModule-3: Advanced Material Removal Processes: Lecture No-3Abhishek TuliNo ratings yet
- Introduction to Non-Traditional Machining ProcessesDocument57 pagesIntroduction to Non-Traditional Machining ProcessesramadanNo ratings yet
- Design and Fabrication of Abrasive Jet Machine ModelDocument20 pagesDesign and Fabrication of Abrasive Jet Machine ModelAnuj TripathiNo ratings yet
- Unconventional Machining ProcessesDocument64 pagesUnconventional Machining Processesdeepak kantipudiNo ratings yet
- Abrasive Jet and Water Jet Machining Mp2Document50 pagesAbrasive Jet and Water Jet Machining Mp2Drew LadlowNo ratings yet
- Abrasive Jet MachiningDocument16 pagesAbrasive Jet MachiningAman C GoudNo ratings yet
- Abrasive Jet Machining (Ajm) : Dept. of ME, ACEDocument8 pagesAbrasive Jet Machining (Ajm) : Dept. of ME, ACEJabir 08No ratings yet
- Thesis On Abrasive Jet MachiningDocument4 pagesThesis On Abrasive Jet Machiningfjcz1j5g100% (2)
- Non Conventional Machining MethodsDocument24 pagesNon Conventional Machining MethodsGaurav Nigam100% (1)
- Why Advanced Machining Processes Are ImportantDocument38 pagesWhy Advanced Machining Processes Are ImportantLavishNo ratings yet
- Abrassive Glass Cutting SynopsyDocument39 pagesAbrassive Glass Cutting SynopsyTejas GaikwadNo ratings yet
- UCMP II UnitDocument59 pagesUCMP II Unit18R21A0310 BIYYALA SHESHAGIRINo ratings yet
- Madanapalle Institue of Technology & Science Madanapalle: A Study On Abrasive Jet MachiningDocument20 pagesMadanapalle Institue of Technology & Science Madanapalle: A Study On Abrasive Jet MachiningYashwanth ReddyNo ratings yet
- Abrasive Jet MachiningDocument30 pagesAbrasive Jet MachiningMr PotatoNo ratings yet
- Harsh Me 3Document13 pagesHarsh Me 3Gajjar HarshNo ratings yet
- Non-Traditional Machining: Abrasive Jet Machining GuideDocument13 pagesNon-Traditional Machining: Abrasive Jet Machining GuideKurniawan ChaniagoNo ratings yet
- AJMDocument20 pagesAJMAkshay MuleNo ratings yet
- Abrasive Jet Machining: (AJM) Is One of The Advanced Machining ProcessesDocument8 pagesAbrasive Jet Machining: (AJM) Is One of The Advanced Machining ProcessesZaky MuzaffarNo ratings yet
- Design and fabrication of an abrasive jet machineDocument4 pagesDesign and fabrication of an abrasive jet machineDishant ChauhanNo ratings yet
- Design and Fabrications of Abrasive Jet Machine: Presented byDocument31 pagesDesign and Fabrications of Abrasive Jet Machine: Presented byAnuj TripathiNo ratings yet
- Advanced Fine Finishing ProcessesDocument16 pagesAdvanced Fine Finishing Processesnag_rockstar100% (1)
- Abrasive Jet MachiningDocument9 pagesAbrasive Jet MachiningArko MazumderNo ratings yet
- Persentasi B.inggris 2Document17 pagesPersentasi B.inggris 2Mustakim AnsoriNo ratings yet
- Design and Fabrication of Abrasive Jet Machine (AJM)Document12 pagesDesign and Fabrication of Abrasive Jet Machine (AJM)Rajiv RanjanNo ratings yet
- Ajm - 1st Lecture Chapter2Document16 pagesAjm - 1st Lecture Chapter2KAMALJEET SINGHNo ratings yet
- Abrasive Jet MachiningDocument13 pagesAbrasive Jet MachiningParshva KhatadiaNo ratings yet
- Abrasive Jet MachiningDocument15 pagesAbrasive Jet MachiningWaleed KhanNo ratings yet
- A N A F I C F U D A F F M: Ovel Pproach For Inishing Nternal Omplex Eatures Sing Eveloped Brasive LOW Inishing AchineDocument8 pagesA N A F I C F U D A F F M: Ovel Pproach For Inishing Nternal Omplex Eatures Sing Eveloped Brasive LOW Inishing AchinePramendra7No ratings yet
- Chemical Machining Process OverviewDocument25 pagesChemical Machining Process OverviewAbhishek KumarNo ratings yet
- USM IntroductionDocument28 pagesUSM IntroductionPuqing JiangNo ratings yet
- 4a AjmDocument13 pages4a AjmHARSHVARDHAN SINGH RATHORENo ratings yet
- Abrasive Jet Machining (AJM) : Dr. Venkaiah NDocument24 pagesAbrasive Jet Machining (AJM) : Dr. Venkaiah NAkshay ManiyarNo ratings yet
- AFM Schematic DiagramDocument6 pagesAFM Schematic Diagramraj2avinashNo ratings yet
- Program: B.Tech Subject Name: Manufacturing Technology Subject Code: ME-405 Semester: 4Document24 pagesProgram: B.Tech Subject Name: Manufacturing Technology Subject Code: ME-405 Semester: 4ROHIT MEHRANo ratings yet
- ProjectDocument51 pagesProjectRushikesh DandagwhalNo ratings yet
- AjmDocument22 pagesAjmsuneel kumar rathoreNo ratings yet
- Abrasive Jet MachiningDocument29 pagesAbrasive Jet MachiningSRIKANTH PATELNo ratings yet
- Machining ProcessesDocument6 pagesMachining ProcessesUsama AnsariNo ratings yet
- NMCOE4054ijarseDocument5 pagesNMCOE4054ijarseUsman AhmadNo ratings yet
- Elastic Emission MachiningDocument21 pagesElastic Emission Machiningvaibhav0% (1)
- Seminar On Non Conventional MachiningDocument34 pagesSeminar On Non Conventional MachiningMohit Gulati60% (5)
- AJM process explained for material removalDocument7 pagesAJM process explained for material removalanithayesurajNo ratings yet
- Abrasive Jet MachiningDocument7 pagesAbrasive Jet Machiningpatel ketanNo ratings yet
- ADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Document108 pagesADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Ishaan ThakerNo ratings yet
- Process Parameters and Their Impact On The Product Quality in Abrasive Flow Machining-Finishing-IJAERDV05I0436361Document11 pagesProcess Parameters and Their Impact On The Product Quality in Abrasive Flow Machining-Finishing-IJAERDV05I0436361JAYASIMHA S.L.N JayasimhaNo ratings yet
- Abrasive Flow MachiningDocument27 pagesAbrasive Flow MachiningKAMALJEET SINGHNo ratings yet
- Unit 11Document28 pagesUnit 11Akash KumarNo ratings yet
- Non-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesDocument36 pagesNon-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesGbm RajNo ratings yet
- UcmpDocument44 pagesUcmpParanthaman RamanNo ratings yet
- Abrasive Jet Machining (AJM) Process OverviewDocument31 pagesAbrasive Jet Machining (AJM) Process OverviewAbhishek KumarNo ratings yet
- Abrasive Water Jet Machining Guide: Equipment, Parameters & ApplicationsDocument21 pagesAbrasive Water Jet Machining Guide: Equipment, Parameters & ApplicationsDarsh MenonNo ratings yet
- Abrasivejetmachining 140807145517 Phpapp02Document13 pagesAbrasivejetmachining 140807145517 Phpapp02taufiqwahyuNo ratings yet
- Research Paper On Abrasive Jet MachiningDocument7 pagesResearch Paper On Abrasive Jet Machiningwrglrkrhf100% (1)
- Teknik tata cara kerja buku panduanDocument1 pageTeknik tata cara kerja buku panduanÎñãmûl HãsäñNo ratings yet
- Haier Lt32c360 Chassis Msd306 SMDocument58 pagesHaier Lt32c360 Chassis Msd306 SMgenmassa100% (2)
- 5GMM StatesDocument7 pages5GMM Statesfadil3m2422No ratings yet
- Coax 2014Document340 pagesCoax 2014TrầnTuấnViệtNo ratings yet
- Essay Tik TokDocument6 pagesEssay Tik TokEzayffa HizfarNo ratings yet
- Pentium Processor Architecture Features and Performance OptimizationDocument18 pagesPentium Processor Architecture Features and Performance OptimizationJain Marshel BNo ratings yet
- Colpitts OscillatorDocument3 pagesColpitts OscillatorBharat SwabhimanNo ratings yet
- MM Met D19084 RP 012Document96 pagesMM Met D19084 RP 012Dass DassNo ratings yet
- Report of The Special Group On Targeting Ten Million Employment Opportunities Per Year Over The Tenth Plan PeriodDocument180 pagesReport of The Special Group On Targeting Ten Million Employment Opportunities Per Year Over The Tenth Plan PerioddeputykrishanNo ratings yet
- Goldman+Sachs+Interview+Process My+CompilationDocument3 pagesGoldman+Sachs+Interview+Process My+CompilationPraveen NagarajanNo ratings yet
- Sap Fi Accounts ReceivableDocument66 pagesSap Fi Accounts ReceivableNikola100% (1)
- Situation Vacant 2023Document3 pagesSituation Vacant 2023KhuleedShaikhNo ratings yet
- Omni Antenna HG2408U-NF - 2DDocument1 pageOmni Antenna HG2408U-NF - 2DedgarNo ratings yet
- Lean PokaYokeDocument2 pagesLean PokaYokemilou88No ratings yet
- SPICE Device Model SUM110N06-04L: Vishay SiliconixDocument4 pagesSPICE Device Model SUM110N06-04L: Vishay SiliconixpvickyNo ratings yet
- New Features For INSITE 8.1.0: 1. Installation and Compatibility A. Upgrade CapabilityDocument6 pagesNew Features For INSITE 8.1.0: 1. Installation and Compatibility A. Upgrade CapabilityMisael CaffarelNo ratings yet
- Pace Book 1Document44 pagesPace Book 1GadzaNo ratings yet
- HeatEnginesVol 2 Chapter 7 RS PDFDocument29 pagesHeatEnginesVol 2 Chapter 7 RS PDFMahesh Babu TalupulaNo ratings yet
- PWC Millennials at WorkDocument28 pagesPWC Millennials at WorkCatherineLuuNo ratings yet
- 1 PBDocument12 pages1 PBRazan Nuhad Dzulfaqor razannuhad.2020No ratings yet
- Pointers 1Document114 pagesPointers 1Arockia Raj100% (1)
- 22LS350S, 350T, 359S, 359T, 3500, 3510, 3590Document52 pages22LS350S, 350T, 359S, 359T, 3500, 3510, 3590Kiran VeesamNo ratings yet
- CoatingDocument16 pagesCoatingPubg fansNo ratings yet
- Architectural Drawing TypesDocument28 pagesArchitectural Drawing TypesAr Ayoushika AbrolNo ratings yet
- Contoh Perhitungan EvaporatorDocument55 pagesContoh Perhitungan EvaporatorHeny AnggorowatiNo ratings yet
- Burj Khalifa's Structural DetailsDocument4 pagesBurj Khalifa's Structural DetailsA KNo ratings yet
- SMDDocument6 pagesSMDJose SCNo ratings yet
- Steampunk Mafia RPG-1.1 PDFDocument21 pagesSteampunk Mafia RPG-1.1 PDFChad HillNo ratings yet
- MB ResetDocument2 pagesMB ResetGIRISH PATELNo ratings yet
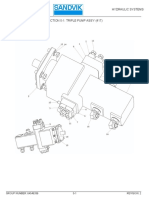
- MODEL NO: 417-4032 Hydraulic Systems: Revision: 2 GROUP NUMBER: 64546336 5-1Document47 pagesMODEL NO: 417-4032 Hydraulic Systems: Revision: 2 GROUP NUMBER: 64546336 5-1Jesus Angel AVNo ratings yet