You might also like
- Standards Specifications For Instrument CablesDocument10 pagesStandards Specifications For Instrument CablesAmmar AltamimyNo ratings yet
- Boiler Instrumentation and ControlsDocument22 pagesBoiler Instrumentation and ControlsPranav KevadiyaNo ratings yet
- Skin Effect Current Tracing - Installation Manual PDFDocument27 pagesSkin Effect Current Tracing - Installation Manual PDFYoung-seok HwangNo ratings yet
- E300 Overload Relay Presentation - INTERNAL Long (Updated 11052015)Document22 pagesE300 Overload Relay Presentation - INTERNAL Long (Updated 11052015)marquez182No ratings yet
- 21A Solenoid Valves Series DatasheetDocument40 pages21A Solenoid Valves Series Datasheetportusan2000No ratings yet
- Development of PLC Based Monitoring and Control of Pressure in Biogas Power Plant DigesterDocument7 pagesDevelopment of PLC Based Monitoring and Control of Pressure in Biogas Power Plant DigesterKentner Chavez CorreaNo ratings yet
- RTD Thermowell DatasheetDocument1 pageRTD Thermowell DatasheetJeshinNo ratings yet
- Leak Detection TechnologyDocument10 pagesLeak Detection TechnologymasoudNo ratings yet
- Punch ListDocument2 pagesPunch ListAwais Shafiq100% (1)
- Heatloss in Industrial Plants Part 1 PDFDocument10 pagesHeatloss in Industrial Plants Part 1 PDFMuhammad HarisNo ratings yet
- Electromagnetic Flow MetersDocument11 pagesElectromagnetic Flow MeterssethuraghulNo ratings yet
- Skin Effect Heat Management System ExplainedDocument19 pagesSkin Effect Heat Management System ExplainedPIpelinesTebodinNo ratings yet
- Control Valve Specification Sheet: Customer Application End User Tag No End DestinationDocument3 pagesControl Valve Specification Sheet: Customer Application End User Tag No End DestinationAnonymous oVRvsdWzfBNo ratings yet
- Electrical Heat Tracing: in Hazardous AreasDocument44 pagesElectrical Heat Tracing: in Hazardous AreasZevaNo ratings yet
- Instrument Cable SizingDocument2 pagesInstrument Cable Sizingsv_verma100% (1)
- Electrical Software Tools OverviewDocument20 pagesElectrical Software Tools OverviewPanom ParinyaNo ratings yet
- The Purification of BiogasDocument23 pagesThe Purification of BiogasHamed HpNo ratings yet
- DPT Smart Pressure TransmitterDocument15 pagesDPT Smart Pressure Transmitterprasanta_bbsrNo ratings yet
- Desmoke System p.155-173Document19 pagesDesmoke System p.155-173Just RysdanNo ratings yet
- Completed Datasheet For Fiber Optic Cable - LS KoreaDocument11 pagesCompleted Datasheet For Fiber Optic Cable - LS Korealam266No ratings yet
- Voltage Drop For Instrument CableDocument1 pageVoltage Drop For Instrument CableJames R. Lawrence Sr.0% (1)
- Parker Substrate 4250-InTRAFLOW Dec 2003Document12 pagesParker Substrate 4250-InTRAFLOW Dec 2003Laurence MalanumNo ratings yet
- Parameter: Data Sheet For 3 Phase TransformerDocument1 pageParameter: Data Sheet For 3 Phase Transformermkbhat17kNo ratings yet
- Hoa Thang Genset Installation GuidelineDocument8 pagesHoa Thang Genset Installation GuidelineUsman FaarooquiNo ratings yet
- Gauge Pressure TransmitterDocument12 pagesGauge Pressure TransmitterDenise AGNo ratings yet
- Pressure Gauge Data Sheet PAGN-63-16-G14-R1-1.6-0.5-V2Document2 pagesPressure Gauge Data Sheet PAGN-63-16-G14-R1-1.6-0.5-V2azlanNo ratings yet
- Cable Tray Sizing CalculationsDocument6 pagesCable Tray Sizing CalculationsMunir RasheedNo ratings yet
- OSI Spec LibraryDocument120 pagesOSI Spec LibraryClaudio Salvador Vera AranedaNo ratings yet
- Motor technical specificationsDocument2 pagesMotor technical specificationsmishtinilNo ratings yet
- Abstract of IS 694-1554-11892Document2 pagesAbstract of IS 694-1554-11892Jignesh ParmarNo ratings yet
- Design of Fluid Systems PDFDocument66 pagesDesign of Fluid Systems PDFVirendra KumarNo ratings yet
- ASME/ANSI B16.1 - 1998 - Cast Iron Pipe Flanges and Flanged FittingsDocument17 pagesASME/ANSI B16.1 - 1998 - Cast Iron Pipe Flanges and Flanged FittingsVinit DhandeNo ratings yet
- En 50288Document3 pagesEn 50288rose chenNo ratings yet
- Specification For Variable Speed DrivesDocument18 pagesSpecification For Variable Speed DrivesBalasubramani100% (1)
- Ip Pressure Transmitter Data SheetDocument4 pagesIp Pressure Transmitter Data SheetMohammad BabazadehNo ratings yet
- Junction Box Requirements For Foundation FieldbusDocument3 pagesJunction Box Requirements For Foundation FieldbuszhangyiliNo ratings yet
- Control Systems Guide For Inteface Between Control Systems and ElectricalDocument4 pagesControl Systems Guide For Inteface Between Control Systems and Electricalaugur886No ratings yet
- Selection Guide - E300 Electronic Overload Relay - 193-SG010E-En-P - January 2016Document36 pagesSelection Guide - E300 Electronic Overload Relay - 193-SG010E-En-P - January 2016Nicolás A. SelvaggioNo ratings yet
- Swas ManualDocument26 pagesSwas ManualBIBHAS MANDALNo ratings yet
- Flow-Switch-RapidropDocument4 pagesFlow-Switch-RapidropNOMANNo ratings yet
- Instrucalc IIDocument27 pagesInstrucalc IINorberto Soto100% (1)
- Calculate Number of Plate and Pipe EarthingDocument7 pagesCalculate Number of Plate and Pipe EarthingheroNo ratings yet
- Technical Data Book For Industrial Trace Heating 2006Document152 pagesTechnical Data Book For Industrial Trace Heating 2006AdelCh100% (1)
- Trench SpecificationsDocument4 pagesTrench SpecificationsFatoni Gea AirlanggaNo ratings yet
- AHU Heat Gain Due To Supply Fan Motor - HVAC - R Engineering - Eng-TipsDocument8 pagesAHU Heat Gain Due To Supply Fan Motor - HVAC - R Engineering - Eng-TipsNatarajNo ratings yet
- Power Plant Instrumentation Unit 2Document10 pagesPower Plant Instrumentation Unit 2Mohit Rana100% (2)
- Process Control (Level)Document12 pagesProcess Control (Level)Gino GalanoNo ratings yet
- ATEX Ex-EDocument10 pagesATEX Ex-EBrajan's B.No ratings yet
- Calculating Heat Loss: Formulas and Examples for Pipes and Flat SurfacesDocument5 pagesCalculating Heat Loss: Formulas and Examples for Pipes and Flat SurfacesarjmandquestNo ratings yet
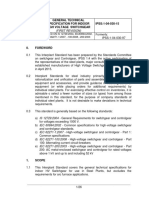
- Switchgear Specification For High Voltage Switchgears CT PT BreakerDocument26 pagesSwitchgear Specification For High Voltage Switchgears CT PT BreakerSumit TyagiNo ratings yet
- Temperature Error of 2-Wire, 3-Wire & 4-Wire RTD Instrumentation ToolsDocument3 pagesTemperature Error of 2-Wire, 3-Wire & 4-Wire RTD Instrumentation Toolskali bangonNo ratings yet
- Control Loop 13Document15 pagesControl Loop 13nmulyonoNo ratings yet
- Steam Separator and Steam Trap Are Almost Same in FunctionDocument7 pagesSteam Separator and Steam Trap Are Almost Same in FunctionTHEOPHILUS ATO FLETCHERNo ratings yet
- GFL-N2-12-R.0-Data Sheet of HCL Feed Pump (P-164 DE) 24.10.17 PDFDocument1 pageGFL-N2-12-R.0-Data Sheet of HCL Feed Pump (P-164 DE) 24.10.17 PDFSavit KulshreshthaNo ratings yet
- First Tests of Bi-Y T-FDocument8 pagesFirst Tests of Bi-Y T-FEBENo ratings yet
- Boiler Pressure PartDocument19 pagesBoiler Pressure PartTahir SaeedNo ratings yet
- Isophase Condition EvaluationDocument9 pagesIsophase Condition Evaluationdinesh_rajan1986No ratings yet
- Cracking and Repair of Closing Welds in 2.25 Cr1 Mo Steel Vessels Operating in High Temperature Synthesis GasDocument9 pagesCracking and Repair of Closing Welds in 2.25 Cr1 Mo Steel Vessels Operating in High Temperature Synthesis Gasvaratharajan g rNo ratings yet
- Part A - Hvac Technical Specifications 1. Hot Water GeneratorDocument25 pagesPart A - Hvac Technical Specifications 1. Hot Water GeneratorAnand_HvacNo ratings yet
- Short Notes - SNGPLDocument15 pagesShort Notes - SNGPLRana MubasherNo ratings yet
- Sakha DictionaryDocument14 pagesSakha DictionarySojeong MinNo ratings yet
- Mana Paribhsha RSBKDocument31 pagesMana Paribhsha RSBKlohiyakankshaNo ratings yet
- Kole 2010Document12 pagesKole 2010Steven Mestres-JunqueNo ratings yet
- Master of Arts (Education) /post Graduate Diploma in Educational Management and Administration (Maedu/Pgdema) Term-End Examination June, 2020Document7 pagesMaster of Arts (Education) /post Graduate Diploma in Educational Management and Administration (Maedu/Pgdema) Term-End Examination June, 2020Shreyashi Santra MitraNo ratings yet
- Troubleshooting Guide: Multifunctional Digital SystemsDocument132 pagesTroubleshooting Guide: Multifunctional Digital SystemsnguyenhieuproNo ratings yet
- Types of Air Conditioning UnitsDocument10 pagesTypes of Air Conditioning Unitssnowgalvez44No ratings yet
- Studies on the vertically barred Haplochromis electra from Lake MalawiDocument5 pagesStudies on the vertically barred Haplochromis electra from Lake MalawiCenk Sururi KarabulutNo ratings yet
- HER201 Flex Tiles Set 01 - VehiclesDocument3 pagesHER201 Flex Tiles Set 01 - VehiclesDouglas Mears100% (2)
- LS - 0 - 2 - 1 - 02384346aa856-Essay Writing For SSC T-3 (English) PDFDocument47 pagesLS - 0 - 2 - 1 - 02384346aa856-Essay Writing For SSC T-3 (English) PDFBHARATH S RNo ratings yet
- Vocabulary - Vocabulario de Salud y de Sintomas en InglesDocument4 pagesVocabulary - Vocabulario de Salud y de Sintomas en InglesCarlos MiguelNo ratings yet
- Spraying TechniquesDocument12 pagesSpraying TechniquesX800XLNo ratings yet
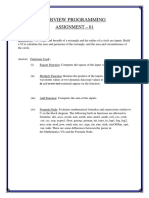
- Labview ProgrammingDocument20 pagesLabview ProgrammingJames WoodNo ratings yet
- MCM SQL PDFDocument8 pagesMCM SQL PDFJeyakumar NarasingamNo ratings yet
- GPSForex Robot V2 User GuideDocument40 pagesGPSForex Robot V2 User GuideMiguel Angel PerezNo ratings yet
- Logix 5000 CIP Sync ConfigurationDocument180 pagesLogix 5000 CIP Sync Configurationاحتشام چوہدریNo ratings yet
- Shaw's play about a sculptor and his creationDocument8 pagesShaw's play about a sculptor and his creationEmanuel BurculetNo ratings yet
- Defying Danger RPGDocument9 pagesDefying Danger RPGmondytriggers2944No ratings yet
- Quantum Computing CSDocument101 pagesQuantum Computing CSRaghavNo ratings yet
- Specialty Fibers: Select SheetDocument4 pagesSpecialty Fibers: Select SheetсергейNo ratings yet
- BP Planning&Scheduling CaterpillarDocument35 pagesBP Planning&Scheduling CaterpillarOfelia Umpire Ruiz100% (4)
- S/4HANA Margin Analysis, Predictive Accounting, and Continuous CloseDocument27 pagesS/4HANA Margin Analysis, Predictive Accounting, and Continuous Closessbhagat001No ratings yet
- SO 1550 F3 User ManualDocument18 pagesSO 1550 F3 User ManualLidya SukendroNo ratings yet
- Surgical Aspects of Pulmonary Infections: Kibrom Gebreselassie, MD, FCS-ECSA Cardiovascular and Thoracic SurgeonDocument60 pagesSurgical Aspects of Pulmonary Infections: Kibrom Gebreselassie, MD, FCS-ECSA Cardiovascular and Thoracic SurgeonVincent SerNo ratings yet
- Assessment Rubric Coach Manual Oct 11 - FinalDocument9 pagesAssessment Rubric Coach Manual Oct 11 - Finalapi-246218373No ratings yet
- Application of CFD To Debottleneck Production SepaDocument14 pagesApplication of CFD To Debottleneck Production SepaFernando AmoresNo ratings yet
- COPD medications and interventionsDocument34 pagesCOPD medications and interventionssaroberts2202100% (1)
- Iranian Food Enquiries ReportDocument22 pagesIranian Food Enquiries Reportswapnilrane03100% (1)
- Lec # 10 Earthing and GroundingDocument68 pagesLec # 10 Earthing and GroundingSaddam jatt786No ratings yet
- Title of Training Presentation: Presented by Your NameDocument14 pagesTitle of Training Presentation: Presented by Your NameJudy UnreinNo ratings yet
- Acros Organics Acta N°006Document20 pagesAcros Organics Acta N°006Atomer FormationNo ratings yet