You might also like
- CBD15/18-JH步行式电动搬运车 (零件目录) 20210906 V02Document28 pagesCBD15/18-JH步行式电动搬运车 (零件目录) 20210906 V02Flávio KusterNo ratings yet
- XF (Mi) 2t-3.5t Mast Parst CatalogDocument130 pagesXF (Mi) 2t-3.5t Mast Parst Catalogjm empilhadeirasNo ratings yet
- Nissan QCD25-KM II202112 - CompressedDocument162 pagesNissan QCD25-KM II202112 - CompressedddddNo ratings yet
- Despiece Serie A (Nuevas) Térmica de 2.0-3.5T - enDocument162 pagesDespiece Serie A (Nuevas) Térmica de 2.0-3.5T - enSARAMQRNo ratings yet
- 11.Mast&Chassis SystemDocument3 pages11.Mast&Chassis SystemMA TotalforkliftNo ratings yet
- 5-7T新编码图册新版 201411210 (华晨 福建桥箱 驱动桥)Document159 pages5-7T新编码图册新版 201411210 (华晨 福建桥箱 驱动桥)Mohamed ali GabteniNo ratings yet
- Manual de Partes Motor Equipo HG Parte 1 Sistema de TransmisionDocument25 pagesManual de Partes Motor Equipo HG Parte 1 Sistema de TransmisionJuan Manuel MuñozNo ratings yet
- 09.steering SystemDocument7 pages09.steering SystemMA TotalforkliftNo ratings yet
- Bridas y TubosDocument118 pagesBridas y TubosJoel Jesus Utrilla AsteteNo ratings yet
- Dalian CPCD CPQD Forklift Truck Parts Catalog & Wiring DiagramsDocument86 pagesDalian CPCD CPQD Forklift Truck Parts Catalog & Wiring DiagramsVam XingNo ratings yet
- D G27Z4-30021-HL Rear Wheel AssemblyDocument2 pagesD G27Z4-30021-HL Rear Wheel AssemblyJANONNo ratings yet
- 4.5T R Spare Parts BookDocument206 pages4.5T R Spare Parts Bookandres rojas100% (1)
- Parts Manual Gas EngineDocument297 pagesParts Manual Gas EngineJose CamposNo ratings yet
- Huahe 2.5t-3.5tDocument207 pagesHuahe 2.5t-3.5tManutenção Base AnápolisNo ratings yet
- 中柴产品零部件目录LG20 100DT叉车变速箱配件图册Document88 pages中柴产品零部件目录LG20 100DT叉车变速箱配件图册Bandeira Parts100% (2)
- E - G27Z4-30021 - Steering AxleDocument5 pagesE - G27Z4-30021 - Steering AxleJANONNo ratings yet
- Catalogo de Peças Ep-HenryDocument255 pagesCatalogo de Peças Ep-HenryDaniel F BarrosNo ratings yet
- A 1.0t 3.5t Electric Four-Wheel Forklift Truck-New Model Parts Catalog 2021.10Document362 pagesA 1.0t 3.5t Electric Four-Wheel Forklift Truck-New Model Parts Catalog 2021.10Júlio César NovaesNo ratings yet
- Huahe 2.5t-3.5tDocument207 pagesHuahe 2.5t-3.5tWaitylla DiasNo ratings yet
- L250-1 2008 4-5t Transmission Part ManualDocument16 pagesL250-1 2008 4-5t Transmission Part ManualJorge DuranNo ratings yet
- H G47U7-60001 Hydraulic SystemDocument14 pagesH G47U7-60001 Hydraulic SystemJOAO BIANCHININo ratings yet
- Peças Goodsense G 1,0-1,8TDocument221 pagesPeças Goodsense G 1,0-1,8TBliblibloNo ratings yet
- FB10 35Document91 pagesFB10 35manuNo ratings yet
- NKRT 16-20 Spare Part MastDocument61 pagesNKRT 16-20 Spare Part Mastgargi yesareNo ratings yet
- Dalyan CPCD 20 25 PDFDocument81 pagesDalyan CPCD 20 25 PDFСашаNo ratings yet
- Z系列3-3 8t零部件目录手册版面国三-改4 25Document107 pagesZ系列3-3 8t零部件目录手册版面国三-改4 25tonoh4678No ratings yet
- F - Q64H3-70001 - Brake and Acceleration ControlsDocument3 pagesF - Q64H3-70001 - Brake and Acceleration ControlsDiego Castañeda Santa0% (1)
- HGT 20631-2009 钢制管法兰缠绕式垫片 (Class系列)Document16 pagesHGT 20631-2009 钢制管法兰缠绕式垫片 (Class系列)Nguyen Minh PhuongNo ratings yet
- 07.filter SystemDocument7 pages07.filter SystemMA TotalforkliftNo ratings yet
- 3ton Mitsubishi 4G64 Parts Manual 1-29Document30 pages3ton Mitsubishi 4G64 Parts Manual 1-29Bladimir Soliz100% (2)
- 2 2.5ton Zapi Parts ManualDocument83 pages2 2.5ton Zapi Parts Manualvendas2No ratings yet
- Tailift FD (G) 15 35 ASW Series1 Parts ManualDocument304 pagesTailift FD (G) 15 35 ASW Series1 Parts ManualJose PereiraNo ratings yet
- Bb25aa (Ar) Spike 125Document116 pagesBb25aa (Ar) Spike 125Fernandez AngelNo ratings yet
- CPCD15-18T8 Forklift ManualDocument78 pagesCPCD15-18T8 Forklift Manualluong khanhbanhNo ratings yet
- Parts Book - SWL3220Document53 pagesParts Book - SWL3220Bruno PereiraNo ratings yet
- 轴承标准目录Document33 pages轴承标准目录dd hhNo ratings yet
- Lista de Participantes Shanghai 2012dicDocument123 pagesLista de Participantes Shanghai 2012dicPilar TorquemadaNo ratings yet
- CPCD30 & 35Document110 pagesCPCD30 & 35Jose PereiraNo ratings yet
- 6-10T进箱车配件图册(潍柴、锡柴、康明斯、五十铃) 20211105Document185 pages6-10T进箱车配件图册(潍柴、锡柴、康明斯、五十铃) 20211105Mohamed ali Gabteni100% (1)
- Faw Ca6110 125g5 Parts BookDocument131 pagesFaw Ca6110 125g5 Parts BookLi Eric100% (1)
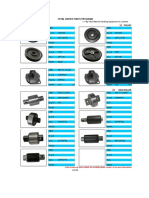
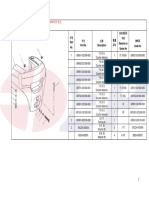
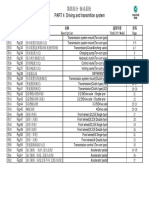
- PART 4 Driving and Transmition SystemDocument37 pagesPART 4 Driving and Transmition SystemBoumediene CHIKHAOUINo ratings yet
- 嘉力缸盖产品目录 中文Document38 pages嘉力缸盖产品目录 中文Marco WeiNo ratings yet
- New Parts List Ic Forklift 5 10t 2015Document134 pagesNew Parts List Ic Forklift 5 10t 2015Виталий ЧерновNo ratings yet
- J CPD 10-30T Parts ListDocument149 pagesJ CPD 10-30T Parts ListKATARZYNA KACZMAREKNo ratings yet
- 1. L230-12-2017 G系列2-3.5t内燃叉车零件目录Document292 pages1. L230-12-2017 G系列2-3.5t内燃叉车零件目录rusvellamayaNo ratings yet
- S266-5-2020 HELiDocument76 pagesS266-5-2020 HELiELfursi “ELfursi”No ratings yet
- 大力汽修学院 大众通道号和系统登录密码Document124 pages大力汽修学院 大众通道号和系统登录密码张连杉No ratings yet
- Autoelevador LG160DTDocument105 pagesAutoelevador LG160DTLeandro DietrichNo ratings yet
- Hangcha R 50-100T Parts Catalogue Part 2Document124 pagesHangcha R 50-100T Parts Catalogue Part 2ПетрNo ratings yet
- Cpd25 Ac4 TorreDocument107 pagesCpd25 Ac4 Torrefabio kelly SantanaNo ratings yet
- لقطة شاشة 2022-08-09 في 7.30.28 مDocument41 pagesلقطة شاشة 2022-08-09 في 7.30.28 مazizNo ratings yet
- Catalogo Hu-Lift Ept15mh y MHPDocument26 pagesCatalogo Hu-Lift Ept15mh y MHPJOSÉ FERNANDONo ratings yet
- Catalogo CQD1.2 2.0TDocument188 pagesCatalogo CQD1.2 2.0Tfabricioiepec100% (1)
- Lonking FB20 FB25 Parts Manual 2014 04Document90 pagesLonking FB20 FB25 Parts Manual 2014 04Vam XingNo ratings yet
- Benz Clutch Kit PDFDocument8 pagesBenz Clutch Kit PDFAndyNo ratings yet
- SC9D340D2 DBL2382Document128 pagesSC9D340D2 DBL2382yewlim100% (1)
- CPCD15零件图册Document60 pagesCPCD15零件图册Вячеслав ЗозулякNo ratings yet
- Dalian 12T Spare Parts CatalogueDocument170 pagesDalian 12T Spare Parts CatalogueBALA100% (1)
- PC55MR 2零件目录DJ1001UPDocument310 pagesPC55MR 2零件目录DJ1001UPmachinery79No ratings yet
- 公差与配合Document20 pages公差与配合Yang MuzeNo ratings yet
- FS9721LP3Document21 pagesFS9721LP3dragon-red0816No ratings yet
- 教改進 099C 006成果報告 (陳德楨) GcodeDocument169 pages教改進 099C 006成果報告 (陳德楨) Gcode楊宗棠No ratings yet
- E 84Document5 pagesE 84JayNo ratings yet
- CE07P2C - Set 1 - FinalDocument18 pagesCE07P2C - Set 1 - Finalapi-3858963No ratings yet