You might also like
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Trainer System Solar Power PlantDocument8 pagesTrainer System Solar Power PlantKojiro HadateNo ratings yet
- 2017 Metal Cutting Metal Forming MetrologyDocument186 pages2017 Metal Cutting Metal Forming MetrologyKaibalya MishraNo ratings yet
- Overview STG-BB Untuk KPDocument56 pagesOverview STG-BB Untuk KPJibraltar Amin SyamNo ratings yet
- Scan Anjef-DikonversiDocument1 pageScan Anjef-DikonversiridhowibiiNo ratings yet
- Non-Traditional Manufacturing ProcessesDocument22 pagesNon-Traditional Manufacturing ProcessesHarinath GowdNo ratings yet
- Arduino Based 3-Way Traffic Light Controller (/microcontroller-Projects/arduino-Traffic-Light-Controller - Project)Document10 pagesArduino Based 3-Way Traffic Light Controller (/microcontroller-Projects/arduino-Traffic-Light-Controller - Project)MiltécnicoNo ratings yet
- Jurnal Las GasDocument8 pagesJurnal Las GasMuhammad Zaenal ArifinNo ratings yet
- Pengantar Karakterisasi MaterialDocument19 pagesPengantar Karakterisasi MaterialGustamaManaluNo ratings yet
- Influence of Welding Position on T-Joint Strength of Mild Steel Fillet Welds Using FCAWDocument7 pagesInfluence of Welding Position on T-Joint Strength of Mild Steel Fillet Welds Using FCAWIan NikoNo ratings yet
- Teknik PengelasanDocument84 pagesTeknik PengelasanluhurNo ratings yet
- Soudronic Cantec - Can-O-Mat - IIDocument6 pagesSoudronic Cantec - Can-O-Mat - IIarun kumarNo ratings yet
- SKRIPSI GeneratorDocument44 pagesSKRIPSI GeneratorwisnuNo ratings yet
- Blue-Thunder Serie: The Power of BlueDocument2 pagesBlue-Thunder Serie: The Power of BlueBenjamin Musa ダNo ratings yet
- Amie Sec.a&bDocument25 pagesAmie Sec.a&bVasmate ShivarajNo ratings yet
- Absen Shift 2A 11-08-21Document7 pagesAbsen Shift 2A 11-08-21Mas OziiNo ratings yet
- Pengenalan Teknik MesinDocument21 pagesPengenalan Teknik MesinReinaldy MaslimNo ratings yet
- Alloy CuMg0,2Document17 pagesAlloy CuMg0,2Tarun BhatejaNo ratings yet
- CAST MT 001, Rev.0 Pressure VesselDocument10 pagesCAST MT 001, Rev.0 Pressure VesselFendi100% (1)
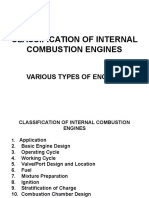
- Classification of Internal Combustion EnginesDocument33 pagesClassification of Internal Combustion EnginesPraveen SharmaNo ratings yet
- Mesin Perkakas FraisDocument69 pagesMesin Perkakas FraisFauzi AkbarNo ratings yet
- Shell Thermia BDocument2 pagesShell Thermia Bsegunoyes100% (1)
- Ricky & Angel - Prewedding RundownDocument9 pagesRicky & Angel - Prewedding RundownVynica SeptarianiNo ratings yet
- Tut 6,7,8 - 2013Document3 pagesTut 6,7,8 - 2013SourabhNo ratings yet
- Perancangan Dan Analisis Statik Chassis Kendaraan Shell Eco Marathon Tipe Urban ConceptDocument6 pagesPerancangan Dan Analisis Statik Chassis Kendaraan Shell Eco Marathon Tipe Urban ConceptGuntur Pramana Edy PutraNo ratings yet
- Layout Fasilitas Power House: SCALE 1:50Document1 pageLayout Fasilitas Power House: SCALE 1:50Ihsan RamadhanNo ratings yet
- Perencanaan Sambungan Las Pada Bejana Tekan (Pressure Vessel) Tipe Separator Untuk Fluida GasDocument10 pagesPerencanaan Sambungan Las Pada Bejana Tekan (Pressure Vessel) Tipe Separator Untuk Fluida Gasismail khasanNo ratings yet
- Pengujian Fatigue Dan CreepDocument36 pagesPengujian Fatigue Dan CreepReza nugrahaNo ratings yet
- JIS S45C Mechanical PropertiesDocument2 pagesJIS S45C Mechanical PropertiesThao NguyenNo ratings yet
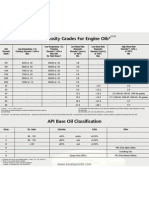
- SAE Viscosity ClassificationDocument1 pageSAE Viscosity ClassificationTudor RatiuNo ratings yet
- Soal Kindin LatihanDocument2 pagesSoal Kindin LatihanRudyPrawiraNegaraNo ratings yet
- Line Pipe ASTMDocument1 pageLine Pipe ASTMBanu ChandarNo ratings yet
- Presentasi Design WPS - 1 Dec 10 BWDocument43 pagesPresentasi Design WPS - 1 Dec 10 BWWahyu PurbaNo ratings yet
- Bab Iii Kondisi Spam EksistingDocument88 pagesBab Iii Kondisi Spam EksistingDevisanti Nabilah RizkyNo ratings yet
- LBM Guide: Laser-Beam Machining Process OverviewDocument3 pagesLBM Guide: Laser-Beam Machining Process OverviewKeerthi VarmanNo ratings yet
- Torsion Test Lab ReportDocument4 pagesTorsion Test Lab ReportArda ÇolakNo ratings yet
- Sealing Gasket (ENKA)Document6 pagesSealing Gasket (ENKA)Apras TyoNo ratings yet
- Effect of Shot Peening On The Fatigue Life of 2024 Aluminum Alloy PDFDocument12 pagesEffect of Shot Peening On The Fatigue Life of 2024 Aluminum Alloy PDFLuis Gustavo PachecoNo ratings yet
- Dosen - P3M PPNSDocument9 pagesDosen - P3M PPNSReyza FahlafiNo ratings yet
- Besi UNP PDFDocument2 pagesBesi UNP PDFMuhammad IdrusNo ratings yet
- Laporan AnsysDocument18 pagesLaporan AnsysBoyos HitssNo ratings yet
- Skripsi Tanpa Bab Pembahasan PDFDocument56 pagesSkripsi Tanpa Bab Pembahasan PDFMajid Al-katiriNo ratings yet
- Tutorial 2 ThermodynamicsDocument2 pagesTutorial 2 ThermodynamicsBarry JohnNo ratings yet
- Laporan Praktikum ItsDocument61 pagesLaporan Praktikum ItsrizkaNo ratings yet
- Pistons: (Figure 1-13) The Piston Acts As A Moving Wall Within TheDocument4 pagesPistons: (Figure 1-13) The Piston Acts As A Moving Wall Within TheVanreal 25No ratings yet
- Mechanical Actuation SystemsDocument14 pagesMechanical Actuation SystemsnkchandruNo ratings yet
- 345kV GIS HitachiDocument16 pages345kV GIS HitachiSomnath DasNo ratings yet
- Tutorial 7.1Document6 pagesTutorial 7.1Ercherio MarpaungNo ratings yet
- Analisis Kekuatan Tarik, Kekerasan, Dan Struktur PengelasanDocument10 pagesAnalisis Kekuatan Tarik, Kekerasan, Dan Struktur PengelasanNurkholis NurkholisNo ratings yet
- Kode Dan Standard PengelasanDocument14 pagesKode Dan Standard PengelasanHandrea Hadi SaputraNo ratings yet
- Fast and flexible heat exchanger for heatingDocument8 pagesFast and flexible heat exchanger for heatingtyberius7No ratings yet
- Stainless Steel Aisi 304 Terhadap Sifat MekanisDocument10 pagesStainless Steel Aisi 304 Terhadap Sifat Mekanis-AS-No ratings yet
- Copper WeldingDocument13 pagesCopper Weldingkatchani123No ratings yet
- Datasheet For Metals ST 90 PCDocument2 pagesDatasheet For Metals ST 90 PCGalNo ratings yet
- Weld Testing Methods GuideDocument51 pagesWeld Testing Methods Guidedwimukh360No ratings yet
- Weld TestingDocument51 pagesWeld TestingSasthi HensNo ratings yet
- Weld Testing Methods for Detecting DefectsDocument51 pagesWeld Testing Methods for Detecting DefectsSwapnil Modak100% (1)
- Weld TestingDocument47 pagesWeld TestingPraveen SaravanabavaNo ratings yet
- WeldingDocument45 pagesWeldingParveen KumarNo ratings yet
- Weld TestingDocument51 pagesWeld TestingYuki FongNo ratings yet
- Basic Operator TranningDocument319 pagesBasic Operator TranningluisA1923No ratings yet
- MSDS Fortebond La 112Document2 pagesMSDS Fortebond La 112blue mystic100% (1)
- Metallic BondingDocument15 pagesMetallic Bondingwidya sariNo ratings yet
- Cement ManufacturingDocument6 pagesCement ManufacturingMuhammad TausifNo ratings yet
- Scale Inhibitor - Gyptron IT-265 - MSDS - ENGDocument5 pagesScale Inhibitor - Gyptron IT-265 - MSDS - ENGTHANGVUNo ratings yet
- Whitford Engineering Design GuideDocument44 pagesWhitford Engineering Design GuideNisa_nisheNo ratings yet
- OES Basics Spectrometry GuideDocument90 pagesOES Basics Spectrometry GuideYogesh Anap100% (1)
- Drying & Curing of Paint FilmsDocument5 pagesDrying & Curing of Paint FilmsOmar DhiebNo ratings yet
- Chemical CleaningDocument4 pagesChemical Cleaningankur2061No ratings yet
- SDS Safety Data SheetDocument8 pagesSDS Safety Data SheetAnonymous vhMCGINo ratings yet
- Mechanical Seal Installation InstructionDocument4 pagesMechanical Seal Installation InstructionSandi AslanNo ratings yet
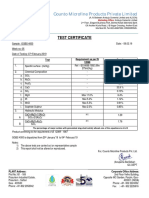
- Counto Microfine GGBS 4000 Test CertificateDocument1 pageCounto Microfine GGBS 4000 Test CertificateSiddhesh Kamat MhamaiNo ratings yet
- Types and Characteristics of Common Grinding Circuit Flow SheetsDocument9 pagesTypes and Characteristics of Common Grinding Circuit Flow SheetsJoseluis Campean SedanoNo ratings yet
- 4th QUARTEST TEST SCIENCE 7Document6 pages4th QUARTEST TEST SCIENCE 7Geraldine Dioquino RosalesNo ratings yet
- CBSE Class 12 Chemistry Biomolecules Questions Answers PDFDocument7 pagesCBSE Class 12 Chemistry Biomolecules Questions Answers PDFLakshmi DesikanNo ratings yet
- Bornean Caterpillar (Lepidoptera) Constructs Cocoon From Vatica RassakDocument9 pagesBornean Caterpillar (Lepidoptera) Constructs Cocoon From Vatica RassakEstela Marie MontibonNo ratings yet
- The World of Polymers and PlasticsDocument21 pagesThe World of Polymers and PlasticsNoor Farrah Wahida MuradNo ratings yet
- Sample ReportDocument155 pagesSample ReportSulemanNo ratings yet
- Chemicals Zetag MSDS LDP Zetag 3940 (US) - 1010Document6 pagesChemicals Zetag MSDS LDP Zetag 3940 (US) - 1010PromagEnviro.comNo ratings yet
- CR Mo Issues of Concern 6Document33 pagesCR Mo Issues of Concern 6Suthan M RNo ratings yet
- A Brief Note On Plants of Medicinal Importance To LivestockDocument84 pagesA Brief Note On Plants of Medicinal Importance To LivestockSunil100% (1)
- DHANRAJDocument23 pagesDHANRAJDurgesh Patil DspNo ratings yet
- Linatex Impact BarDocument3 pagesLinatex Impact BarNaveenNo ratings yet
- Material Safety Data Sheet Material Safety Data Sheet Material Safety Data Sheet Material Safety Data SheetDocument7 pagesMaterial Safety Data Sheet Material Safety Data Sheet Material Safety Data Sheet Material Safety Data Sheetmiketyson11No ratings yet
- Continuous Stirred Tank Reactor (CSTR)Document6 pagesContinuous Stirred Tank Reactor (CSTR)Elaine PuiNo ratings yet
- "New Reforming Concepts For Large Scale NH Plants": Paper AbstractDocument17 pages"New Reforming Concepts For Large Scale NH Plants": Paper AbstractAlfonso Blanco100% (1)
- Science of The Total Environment: Steven G. Brown, Shelly Eberly, Pentti Paatero, Gary A. NorrisDocument10 pagesScience of The Total Environment: Steven G. Brown, Shelly Eberly, Pentti Paatero, Gary A. NorrisJuana CalderonNo ratings yet
- Turbine Efficiency CalculationDocument5 pagesTurbine Efficiency CalculationĐồng Hoàng TrungNo ratings yet
- 2016 Bio Productions CatalogueDocument36 pages2016 Bio Productions Cataloguekaduwd100% (1)
- Harvard Systems Biology 200 SyllabusDocument8 pagesHarvard Systems Biology 200 SyllabusJ100% (2)