You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Sleeve Bearing ClearanceDocument3 pagesSleeve Bearing ClearanceRian Jamaludin PogramNo ratings yet
- The Gap in Generator PDFDocument1 pageThe Gap in Generator PDFSuparnoWitoradyoNo ratings yet
- 1 s2.0 S2351978917308302 Main PDFDocument8 pages1 s2.0 S2351978917308302 Main PDFAdeel AhmadNo ratings yet
- Megger InsulationtesterDocument67 pagesMegger InsulationtesterNh Chuminda YapaNo ratings yet
- Protection Motor TutorialDocument35 pagesProtection Motor Tutorialahmadshoeb19No ratings yet
- Perhitungan Overhead CraneDocument46 pagesPerhitungan Overhead CraneArinal9488% (17)
- 1 GeneratorDocument17 pages1 GeneratorSuparnoWitoradyoNo ratings yet
- Seal Oil System TDocument30 pagesSeal Oil System TAshok Rasekar88% (8)
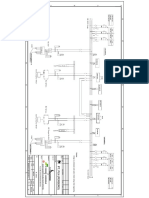
- Single Line Pltu PaitonDocument1 pageSingle Line Pltu PaitonSuparnoWitoradyoNo ratings yet
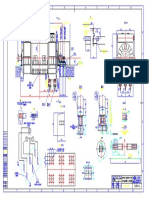
- Electrical Connection For GeneratorDocument1 pageElectrical Connection For GeneratorSuparnoWitoradyoNo ratings yet
- DC SystemDocument1 pageDC SystemSuparnoWitoradyoNo ratings yet
- Frame Work RJPP - RkapDocument43 pagesFrame Work RJPP - RkapSuparnoWitoradyo100% (1)
- Auxiliary ToolsDocument1 pageAuxiliary ToolsSuparnoWitoradyoNo ratings yet
- Alur WPCDocument61 pagesAlur WPCSuparnoWitoradyoNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Plate Processor+ 125 Service ManualDocument98 pagesPlate Processor+ 125 Service ManualLord RavenNo ratings yet
- Truing Commutators and Slip-RingsDocument4 pagesTruing Commutators and Slip-RingsTariq AhmedNo ratings yet
- Unit 2 Non-Inverting and Inverting AmplifierDocument6 pagesUnit 2 Non-Inverting and Inverting AmplifierUmaNo ratings yet
- Reflector Antennas LecturesDocument46 pagesReflector Antennas Lecturesvipin sainiNo ratings yet
- Tech Tip Mc521 Pro Controller Slide Door Installation and Operation ManualDocument40 pagesTech Tip Mc521 Pro Controller Slide Door Installation and Operation ManualRubén Pérez ArmasNo ratings yet
- EURAMET-Cg-15.01 Guidelines Calibration Digital Multi MetersDocument18 pagesEURAMET-Cg-15.01 Guidelines Calibration Digital Multi Meterswalterjnr100% (1)
- Standard Operating Procedure - LT Panel - V01 - 02092010Document5 pagesStandard Operating Procedure - LT Panel - V01 - 02092010Karthik Mandya100% (3)
- Tb6560 PDFDocument1 pageTb6560 PDFrrebollarNo ratings yet
- Tiduey 2Document28 pagesTiduey 2Muzaffar MahmoodNo ratings yet
- BU508AF: NPN Triple Diffused Planar Silicon TransistorDocument5 pagesBU508AF: NPN Triple Diffused Planar Silicon TransistorEdisson AdanNo ratings yet
- Recommended Spare Parts 1400 543320Document1 pageRecommended Spare Parts 1400 543320Julio Baldoy100% (1)
- Addendums To M&E SOR 2013Document16 pagesAddendums To M&E SOR 2013Sonu VishwakarmaNo ratings yet
- Nexpring NP10M Specification enDocument3 pagesNexpring NP10M Specification enblue 1234100% (2)
- Users Manual: Industrial ScopemeterDocument96 pagesUsers Manual: Industrial Scopemeterene sorinNo ratings yet
- Types of FuseDocument4 pagesTypes of Fuseapi-374165986% (7)
- Fuente LG 42LS5700Document75 pagesFuente LG 42LS5700Christyan LeonNo ratings yet
- Manual de Operacion e Instalacion Tarjeta WoodwardDocument32 pagesManual de Operacion e Instalacion Tarjeta WoodwardXavyer Gomez100% (2)
- Philips RF Manual 4th Edition AppendixDocument91 pagesPhilips RF Manual 4th Edition Appendixshakira_xiNo ratings yet
- Common Rail System Handling Instructions PDFDocument35 pagesCommon Rail System Handling Instructions PDFTung NguyenNo ratings yet
- Edwards Signaling ANS25MDR Data SheetDocument6 pagesEdwards Signaling ANS25MDR Data SheetJMAC SupplyNo ratings yet
- Backend (Physical Design) Interview Questions and Answers GGDocument6 pagesBackend (Physical Design) Interview Questions and Answers GGRohith RajNo ratings yet
- Light Meter: Model: LX-1102 ISO-9001, CE, IEC1010Document2 pagesLight Meter: Model: LX-1102 ISO-9001, CE, IEC1010Repararelcd LcdNo ratings yet
- Fundamentals of Statistical Signal ProcessingDocument303 pagesFundamentals of Statistical Signal Processingansumanhello67% (3)
- Over Current RelayDocument4 pagesOver Current RelayVido Ananta100% (2)
- Lab 0 - Intro To Automated Measurements BoardDocument18 pagesLab 0 - Intro To Automated Measurements BoardNguyễn Thành LongNo ratings yet
- CHAPTER 6: The Complete Recording Studio Equipment ListDocument35 pagesCHAPTER 6: The Complete Recording Studio Equipment ListEduardo Cassiano100% (1)
- Value Based Questions: Physics: 1. Class XI Motion in A Straight LineDocument11 pagesValue Based Questions: Physics: 1. Class XI Motion in A Straight LineRakesh ChandraNo ratings yet
- Transformer Testing PDFDocument42 pagesTransformer Testing PDFBiplab swainNo ratings yet
- Gas Sensors A ReviewDocument15 pagesGas Sensors A ReviewThành Nhân ĐặngNo ratings yet
- TtiDocument7 pagesTtivaish20No ratings yet