You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elements of ArtDocument1 pageElements of Artsamson8cindy8louNo ratings yet
- Dokumen - Pub - Bobs Refunding Ebook v3 PDFDocument65 pagesDokumen - Pub - Bobs Refunding Ebook v3 PDFJohn the First100% (3)
- Pivot TableDocument19 pagesPivot TablePrince AroraNo ratings yet
- Jesus Prayer-JoinerDocument13 pagesJesus Prayer-Joinersleepknot_maggotNo ratings yet
- Lesson 5 Designing and Developing Social AdvocacyDocument27 pagesLesson 5 Designing and Developing Social Advocacydaniel loberizNo ratings yet
- Turn Around Coordinator Job DescriptionDocument2 pagesTurn Around Coordinator Job DescriptionMikeNo ratings yet
- IEC ShipsDocument6 pagesIEC ShipsdimitaringNo ratings yet
- Origami Oso HormigueroDocument9 pagesOrigami Oso HormigueroRogelio CerdaNo ratings yet
- Chapter 3 - Organization Structure & CultureDocument63 pagesChapter 3 - Organization Structure & CultureDr. Shuva GhoshNo ratings yet
- RTDM Admin Guide PDFDocument498 pagesRTDM Admin Guide PDFtemp100% (2)
- Hima OPC Server ManualDocument36 pagesHima OPC Server ManualAshkan Khajouie100% (3)
- Mcom Sem 4 Project FinalDocument70 pagesMcom Sem 4 Project Finallaxmi iyer75% (4)
- Remote Assessments: Guidelines For Accreditation BodiesDocument20 pagesRemote Assessments: Guidelines For Accreditation BodiesSee Toh GeraldNo ratings yet
- Mass Spectrometry: S. Sankararaman Department of Chemistry Indian Institute of Technology Madras Chennai 600036Document34 pagesMass Spectrometry: S. Sankararaman Department of Chemistry Indian Institute of Technology Madras Chennai 600036See Toh GeraldNo ratings yet
- Application, Principle and Operation of ICP-OES in Pharmaceutical AnalysisDocument3 pagesApplication, Principle and Operation of ICP-OES in Pharmaceutical AnalysisSee Toh GeraldNo ratings yet
- Scanning Electron Microscopy - Chapter 3Document28 pagesScanning Electron Microscopy - Chapter 3See Toh GeraldNo ratings yet
- Scanning Electron Microscopy - Chapter 2Document41 pagesScanning Electron Microscopy - Chapter 2See Toh GeraldNo ratings yet
- Curve Tracer: GS Series Source Measure Unit + 765670 Curve Tracer SoftwareDocument2 pagesCurve Tracer: GS Series Source Measure Unit + 765670 Curve Tracer SoftwareSee Toh GeraldNo ratings yet
- Solutions For Decapsulation, Substrate Thinning and PolishingDocument12 pagesSolutions For Decapsulation, Substrate Thinning and PolishingSee Toh GeraldNo ratings yet
- V6 N3 1985 Charles PDFDocument13 pagesV6 N3 1985 Charles PDFSee Toh GeraldNo ratings yet
- Selection Guide For Cold MountingDocument2 pagesSelection Guide For Cold MountingSee Toh GeraldNo ratings yet
- 1 INTRODUCTION To Multi Chip ModulesDocument10 pages1 INTRODUCTION To Multi Chip ModulesSee Toh GeraldNo ratings yet
- Aptitude Number System PDFDocument5 pagesAptitude Number System PDFharieswaranNo ratings yet
- Android Developer PDFDocument2 pagesAndroid Developer PDFDarshan ChakrasaliNo ratings yet
- V737 OverheadDocument50 pagesV737 OverheadnewahNo ratings yet
- Dalasa Jibat MijenaDocument24 pagesDalasa Jibat MijenaBelex ManNo ratings yet
- OZO Player SDK User Guide 1.2.1Document16 pagesOZO Player SDK User Guide 1.2.1aryan9411No ratings yet
- Howard R700X - SPL - INTDocument44 pagesHoward R700X - SPL - INTJozsefNo ratings yet
- LTE Networks Engineering Track Syllabus Overview - 23 - 24Document4 pagesLTE Networks Engineering Track Syllabus Overview - 23 - 24Mohamed SamiNo ratings yet
- B122 - Tma03Document7 pagesB122 - Tma03Martin SantambrogioNo ratings yet
- Marketing FinalDocument15 pagesMarketing FinalveronicaNo ratings yet
- CEE Annual Report 2018Document100 pagesCEE Annual Report 2018BusinessTech100% (1)
- Essay Rough Draft 19Document9 pagesEssay Rough Draft 19api-549246767No ratings yet
- On Derridean Différance - UsiefDocument16 pagesOn Derridean Différance - UsiefS JEROME 2070505No ratings yet
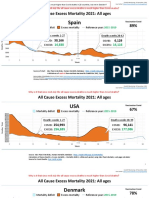
- Countries EXCESS DEATHS All Ages - 15nov2021Document21 pagesCountries EXCESS DEATHS All Ages - 15nov2021robaksNo ratings yet
- Hdfs Default XML ParametersDocument14 pagesHdfs Default XML ParametersVinod BihalNo ratings yet
- PSG College of Technology, Coimbatore - 641 004 Semester Examinations, SemesterDocument3 pagesPSG College of Technology, Coimbatore - 641 004 Semester Examinations, SemesterBabitha DhanaNo ratings yet
- Environmental Economics Pollution Control: Mrinal Kanti DuttaDocument253 pagesEnvironmental Economics Pollution Control: Mrinal Kanti DuttashubhamNo ratings yet
- Blue Prism Data Sheet - Provisioning A Blue Prism Database ServerDocument5 pagesBlue Prism Data Sheet - Provisioning A Blue Prism Database Serverreddy_vemula_praveenNo ratings yet
- Waterstop TechnologyDocument69 pagesWaterstop TechnologygertjaniNo ratings yet