0% found this document useful (0 votes)
126 views9 pagesProcess Capability & Performance Analysis
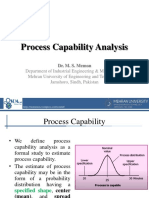
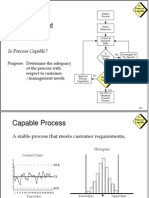
This document discusses process capability and statistical process control (SPC). It defines process capability as how capable a process is of producing parts within engineering or customer specifications. A capable process can routinely produce over 99.73% of outputs within specifications. SPC refers to maintaining a process's current capability level through activities like sampling, charting performance, and taking corrective action. Determining a process's capability allows managers to predict how well it will meet specs and know what level of control is needed. An example compares the capabilities of manual and automated processes for cutting metal tubing to specifications.
Uploaded by
Utkarsh DixitCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPTX, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
126 views9 pagesProcess Capability & Performance Analysis
This document discusses process capability and statistical process control (SPC). It defines process capability as how capable a process is of producing parts within engineering or customer specifications. A capable process can routinely produce over 99.73% of outputs within specifications. SPC refers to maintaining a process's current capability level through activities like sampling, charting performance, and taking corrective action. Determining a process's capability allows managers to predict how well it will meet specs and know what level of control is needed. An example compares the capabilities of manual and automated processes for cutting metal tubing to specifications.
Uploaded by
Utkarsh DixitCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPTX, PDF, TXT or read online on Scribd