You might also like
- Commissioning ProceduresDocument4 pagesCommissioning ProceduresSiddharth0% (1)
- Mothballing Guidelines For Plant EquipmentDocument11 pagesMothballing Guidelines For Plant EquipmentthawatchaiNo ratings yet
- Mothballing Guidelines For Plant Equipme PDFDocument11 pagesMothballing Guidelines For Plant Equipme PDFamarnath jagirdar100% (1)
- Risk Assessment FormDocument3 pagesRisk Assessment FormThomas100% (1)
- Maintenance PhilosophiesDocument25 pagesMaintenance Philosophiesprakashkumarverma100% (3)
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Adani Group PresentationDocument21 pagesAdani Group PresentationMayank Ranjan0% (1)
- Porter Abs PDFDocument6 pagesPorter Abs PDFSANJEEV KUMARNo ratings yet
- AIGA TP 06 - 06 Work Permit SystemDocument19 pagesAIGA TP 06 - 06 Work Permit SystembrituuuuuuuuuuNo ratings yet
- EHS M5 - Ktunotes - inDocument23 pagesEHS M5 - Ktunotes - inAnwarshahin NKNo ratings yet
- Day 3 Safety Inspections (Handout)Document5 pagesDay 3 Safety Inspections (Handout)mike cams100% (1)
- E9 Hot Work PermitDocument16 pagesE9 Hot Work PermitEl Sayed Saad ShehataNo ratings yet
- Preventative-Maintenance Final PDFDocument4 pagesPreventative-Maintenance Final PDFikyusan86No ratings yet
- Unit#2 SummaryDocument3 pagesUnit#2 SummaryHdhd HdhhdNo ratings yet
- Syllabus QuestionDocument4 pagesSyllabus QuestionHdhd HdhhdNo ratings yet
- Safe Systems of Work 2Document23 pagesSafe Systems of Work 2Hossam AbdelmoneimNo ratings yet
- Building and Operations (3)Document2 pagesBuilding and Operations (3)Joven Dulay VallejosNo ratings yet
- Safe Systems of Work 2Document23 pagesSafe Systems of Work 2Vincent Uchenna Nwankwo50% (2)
- Information Sheet Quarter 3 Lesson 6: Aspects To ExamineDocument10 pagesInformation Sheet Quarter 3 Lesson 6: Aspects To Examineapi-196541959No ratings yet
- Industrial Engineering, Work-Study & Ergonomics: Assignment 1Document25 pagesIndustrial Engineering, Work-Study & Ergonomics: Assignment 1Mard GeerNo ratings yet
- 2.3.2.2 Plant Safety NotesDocument4 pages2.3.2.2 Plant Safety Noteskit_mak_5No ratings yet
- Inherently Safer and More UserDocument8 pagesInherently Safer and More UseralijadoonNo ratings yet
- Bab 13 Safety AuditDocument51 pagesBab 13 Safety AuditR Muhammad FathiNo ratings yet
- Gas Testing Day 2Document52 pagesGas Testing Day 2OsamaAlaasamNo ratings yet
- Work PermitDocument17 pagesWork PermitRiccar303No ratings yet
- Permit To Work GuidelinesDocument12 pagesPermit To Work GuidelinesalanjcherryNo ratings yet
- AHU System Installation Exploded and Catched FireDocument2 pagesAHU System Installation Exploded and Catched FireAbdul WafiyNo ratings yet
- Working at Different LevelsDocument3 pagesWorking at Different LevelsrutvikNo ratings yet
- Safety in Eng Industry AssignmentsDocument18 pagesSafety in Eng Industry Assignmentsrahul.rathor0304No ratings yet
- Maintenance and Safety Planning-1Document9 pagesMaintenance and Safety Planning-1Prince Tetteh100% (1)
- Safe Maintenance - Safe Workers: Healthy WorkplacesDocument2 pagesSafe Maintenance - Safe Workers: Healthy WorkplacesXozanNo ratings yet
- Special Concerns in Batch ReactionsDocument8 pagesSpecial Concerns in Batch ReactionsBen AdamteyNo ratings yet
- Safety Inspection Course (With Workshop)Document86 pagesSafety Inspection Course (With Workshop)YeddaMIlaganNo ratings yet
- Chapter 6 - Housekeeping in PetrochemicalDocument25 pagesChapter 6 - Housekeeping in Petrochemicalchristina jeitolNo ratings yet
- HSE and CommissioningDocument9 pagesHSE and CommissioningFareed AnsariNo ratings yet
- Lock OutDocument42 pagesLock OutKarthick NatrajanNo ratings yet
- Áy Áy Áy Áy Áy Áy Áy Áy Áy Áy ÁyDocument7 pagesÁy Áy Áy Áy Áy Áy Áy Áy Áy Áy ÁyMicheal ShahNo ratings yet
- Scaffold Safety ProcedureDocument4 pagesScaffold Safety ProcedurePraful E. PawarNo ratings yet
- Cep Industrial ZohaibDocument3 pagesCep Industrial ZohaibQamar zmanNo ratings yet
- Turnaround ActivitiesDocument7 pagesTurnaround ActivitiesAbdul Khaliq100% (2)
- Liquefied Natural Gas LNG OperatorDocument4 pagesLiquefied Natural Gas LNG Operatorbuy.oezra.olleyNo ratings yet
- Lecture Safety InspectionDocument43 pagesLecture Safety InspectionRose Mica AngelesNo ratings yet
- Process Engineers Checklist HAZOPDocument4 pagesProcess Engineers Checklist HAZOPashumishra007No ratings yet
- U2L1. Plant Layout and DesignDocument4 pagesU2L1. Plant Layout and DesignNaveen KrishnaNo ratings yet
- Occupational Safety and HealthDocument58 pagesOccupational Safety and Healthrishi.aditya62554No ratings yet
- Fire Safety: Managing Risks For Industrial Hot WorkDocument4 pagesFire Safety: Managing Risks For Industrial Hot WorkJahel LootiNo ratings yet
- ScafoldingDocument5 pagesScafoldingMehmet ErsayınNo ratings yet
- Chapter 3 - Energy Control ProceduresDocument46 pagesChapter 3 - Energy Control ProceduresHaroshi TatsuyaNo ratings yet
- Hazard Control GuideDocument6 pagesHazard Control GuideImran KhanNo ratings yet
- PTWDocument3 pagesPTWAnwar Haji JavedNo ratings yet
- Occupational Health and Safety-Ii: Asisst - Prof.Dr. Canan URAZ Assoc - Prof.Dr. Sevim KARAOĞLUDocument45 pagesOccupational Health and Safety-Ii: Asisst - Prof.Dr. Canan URAZ Assoc - Prof.Dr. Sevim KARAOĞLUdilsahNo ratings yet
- MSE - Unit-4Document33 pagesMSE - Unit-4Joel ChittiproluNo ratings yet
- Welding - Hot WorkDocument4 pagesWelding - Hot WorkCalman Khan100% (1)
- Plant LayoutasdfDocument5 pagesPlant LayoutasdfVishwanath KrNo ratings yet
- Plant LayoutDocument8 pagesPlant Layoutrsmallwood395895100% (1)
- Mod 2Document132 pagesMod 2Sudheesh SNo ratings yet
- Special Extinguishing Systems - GAP.13.0.0Document8 pagesSpecial Extinguishing Systems - GAP.13.0.0Yoyon HaryonoNo ratings yet
- Implementing An Infrared Thermography Maintenance Program: Application NoteDocument8 pagesImplementing An Infrared Thermography Maintenance Program: Application NoteNahigleNo ratings yet
- Hydrotesting Safety EngDocument1 pageHydrotesting Safety EngZeyad Rezk0% (1)
- Construction Risk in Operational Hospitals: Processes to Ensure Occupant Wellbeing and Minimise DisruptionsFrom EverandConstruction Risk in Operational Hospitals: Processes to Ensure Occupant Wellbeing and Minimise DisruptionsNo ratings yet
- Hydraulic IndustrialDocument56 pagesHydraulic IndustrialKuni Faizah100% (1)
- Swan What Are Smart Water Networks PDFDocument1 pageSwan What Are Smart Water Networks PDFashry09No ratings yet
- Electricity Markets and Renewable GenerationDocument227 pagesElectricity Markets and Renewable Generationjohn smith100% (1)
- Revista ABB 4-2015 - 72dpiDocument108 pagesRevista ABB 4-2015 - 72dpiCarlos Arturo BediaNo ratings yet
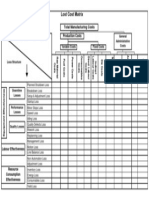
- Lost Cost Matrix: Total Manufacturing CostsDocument1 pageLost Cost Matrix: Total Manufacturing CostsMadhan KumarNo ratings yet
- BPCL StratrgyDocument14 pagesBPCL StratrgySiddharth Jain100% (2)
- Generator Interconnection Technical Guide EdmontonDocument64 pagesGenerator Interconnection Technical Guide EdmontonRanieri BenčićNo ratings yet
- Technical Specification For Composite Line Post Insulators: Ergon Energy Corporation LimitedDocument25 pagesTechnical Specification For Composite Line Post Insulators: Ergon Energy Corporation LimitedardiwilagagunNo ratings yet
- Acetone ProductionDocument8 pagesAcetone ProductionZahraa GhanemNo ratings yet
- Company ProfileDocument4 pagesCompany Profilededikartiwa_dkNo ratings yet
- Ennangal by m s Udhayamurthi எண ணங களDocument42 pagesEnnangal by m s Udhayamurthi எண ணங களadmin4003No ratings yet
- Battery TypesDocument9 pagesBattery TypesMohammed MushtahaNo ratings yet
- Engineering - PresentationDocument23 pagesEngineering - PresentationIdp Vadodara100% (1)
- Ar2018 EnglishDocument435 pagesAr2018 Englishgl lugaNo ratings yet
- Summer Internship Report in POSOCO NERLDC On Project Islanding Scheme of NERDocument83 pagesSummer Internship Report in POSOCO NERLDC On Project Islanding Scheme of NERKAZI SAHARIAR RAHINo ratings yet
- Fotovoltaic Project Romania (Calarasi) 2 MWDocument13 pagesFotovoltaic Project Romania (Calarasi) 2 MWstratakismNo ratings yet
- August 2016Document56 pagesAugust 2016Municipal Sewer & Water MagazineNo ratings yet
- ) !!H! C5! (g4 (7!!n!) (7!!m!e : June-2022 Your Electricity BillDocument2 pages) !!H! C5! (g4 (7!!n!) (7!!m!e : June-2022 Your Electricity BillAvinash LewisNo ratings yet
- Annualreport12 13 PDFDocument160 pagesAnnualreport12 13 PDFSouvik BardhanNo ratings yet
- Anchor en A 0811Document45 pagesAnchor en A 0811Mara MeliNo ratings yet
- Natural Gas Hedging For End UsersDocument5 pagesNatural Gas Hedging For End UsersMercatus Energy AdvisorsNo ratings yet
- Feasibility Study of Ethanol ProductionDocument6 pagesFeasibility Study of Ethanol ProductionIntratec SolutionsNo ratings yet
- Cat DPCV 07 15 Wafer Type Check ValveDocument24 pagesCat DPCV 07 15 Wafer Type Check Valvemoorthymech1979100% (1)
- CSeries 3516 Gas Compression Package English A4Document8 pagesCSeries 3516 Gas Compression Package English A4Anonymous LfeGI2hMNo ratings yet
- Notes PPC Case StudyDocument160 pagesNotes PPC Case StudyMike LassaNo ratings yet
- WG A1.09 Guide For Minimizing Damage Form Stator Winding Grounds On Turbo GeneratorsID56VER74Document19 pagesWG A1.09 Guide For Minimizing Damage Form Stator Winding Grounds On Turbo GeneratorsID56VER74pvenky_kkdNo ratings yet
- 5 LarsWlecke CoalMarketandTradingDocument26 pages5 LarsWlecke CoalMarketandTradingtoniphillNo ratings yet
- Construction of 3phase AC Induction MotorsDocument3 pagesConstruction of 3phase AC Induction Motorsat35No ratings yet
- Oil & Gas AccountingDocument4 pagesOil & Gas AccountingFolakemi OgunyemiNo ratings yet