You might also like
- Cameron Repalcement PartsDocument162 pagesCameron Repalcement PartsНикита ПромиснкийNo ratings yet
- EXTENDED Well Control ChecklistDocument14 pagesEXTENDED Well Control ChecklistAdam InesNo ratings yet
- Air and Gas Drilling Manual: Applications for Oil, Gas, Geothermal Fluid Recovery Wells, Specialized Construction Boreholes, and the History and Advent of the Directional DTHFrom EverandAir and Gas Drilling Manual: Applications for Oil, Gas, Geothermal Fluid Recovery Wells, Specialized Construction Boreholes, and the History and Advent of the Directional DTHNo ratings yet
- DVA Well SystemsDocument12 pagesDVA Well SystemsfdoppelNo ratings yet
- Downhole Drilling Problems (Pipi Sticking)Document45 pagesDownhole Drilling Problems (Pipi Sticking)مصطفى علي مخلف جوادNo ratings yet
- Downhole Drilling ProblemsDocument45 pagesDownhole Drilling ProblemsMrSebolliniNo ratings yet
- Drilling Hydraulics: "Borehole ProblemsDocument27 pagesDrilling Hydraulics: "Borehole ProblemsibidaboNo ratings yet
- Stuck Pipe Book by DrillingFormulasDocument60 pagesStuck Pipe Book by DrillingFormulashosam ali100% (1)
- Warning Signs of KicksDocument43 pagesWarning Signs of KicksIvi Papadaki100% (1)
- Fishing Techniques For Drilling OperationsDocument14 pagesFishing Techniques For Drilling OperationsJuan Lozano ArevaloNo ratings yet
- Well Control and Barrier DefinitionsDocument4 pagesWell Control and Barrier DefinitionsAbderrahim HAMDAOUINo ratings yet
- 7" Liner Running ProcedureDocument2 pages7" Liner Running ProcedureYougchu Luan100% (2)
- Evergreen Manual - CastellanoDocument1,729 pagesEvergreen Manual - CastellanoAdri Aibar100% (2)
- Fluids, Hole Cleaning and Tripping OptimizationDocument7 pagesFluids, Hole Cleaning and Tripping OptimizationYoga NugrahaNo ratings yet
- Diverter Drilling System For Well Control Full GuideDocument19 pagesDiverter Drilling System For Well Control Full GuiderahulNo ratings yet
- The Tripping ProcessDocument3 pagesThe Tripping ProcessFabrizioLaVitaNo ratings yet
- Operation Related To Drilling FluidsDocument24 pagesOperation Related To Drilling FluidsPradyumnNo ratings yet
- Negative TestingDocument4 pagesNegative TestingSZ EccvNo ratings yet
- Coiled Tubing Calculation: Sws - Career Development System (Phase - I) Coiled Tubing Service Class Room TrainingDocument16 pagesCoiled Tubing Calculation: Sws - Career Development System (Phase - I) Coiled Tubing Service Class Room TrainingNardo AvalosNo ratings yet
- Well Control - Combined Stripping and Volumetric MethodDocument3 pagesWell Control - Combined Stripping and Volumetric MethodAbdul Hameed Omar100% (1)
- Open Hole FishingDocument89 pagesOpen Hole FishingShiela O100% (1)
- Stuck PipeDocument105 pagesStuck Pipereza100% (2)
- Chapter 20 - FishingDocument21 pagesChapter 20 - FishingBlanca OrtegaNo ratings yet
- Supervisor Questions & Answer IWCFDocument127 pagesSupervisor Questions & Answer IWCFhamid nobakht100% (1)
- Well ControlDocument5 pagesWell ControlMostafa IbrahimNo ratings yet
- Casing RunningDocument25 pagesCasing RunningRobert KochNo ratings yet
- Fishing Techniques For Drilling Operations2Document14 pagesFishing Techniques For Drilling Operations2Rosalie EdwardsNo ratings yet
- Well Killing: BY: Naga Ramesh D. Assistant Professor Petroleum Engineering Dept. KlefDocument11 pagesWell Killing: BY: Naga Ramesh D. Assistant Professor Petroleum Engineering Dept. Klefavula43No ratings yet
- Anadrill - 2 Days Stuck Pipe .PpsDocument64 pagesAnadrill - 2 Days Stuck Pipe .PpsAli Ensaan100% (1)
- What Is Fishing Operation - Drilling Formulas and Drilling CalculationsDocument12 pagesWhat Is Fishing Operation - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Pressure Regimes Drilling Process Formation Evaluation 1645995935Document34 pagesPressure Regimes Drilling Process Formation Evaluation 1645995935Muhammad Husein MahfudzNo ratings yet
- BOP Test Procedure JE 17Document7 pagesBOP Test Procedure JE 17jvmsp100% (1)
- Combined Surface & Subsea, Equipment - Exercise 1Document16 pagesCombined Surface & Subsea, Equipment - Exercise 1tonyNo ratings yet
- 13-Tripping & Reaming GuidelinesDocument16 pages13-Tripping & Reaming GuidelinessrikantaLee0% (1)
- Fishing Tools: Tubular, Drilling and Worover ToolsDocument16 pagesFishing Tools: Tubular, Drilling and Worover ToolsAchraf Ben DhifallahNo ratings yet
- Fishing Lecture NotesDocument47 pagesFishing Lecture Notes1234jj100% (1)
- Wellheads and CasingDocument101 pagesWellheads and CasingvrajakisoriDasiNo ratings yet
- Choke ManifoldDocument2 pagesChoke Manifoldpractimac123No ratings yet
- Stuck Pipe - Drilling ProblemDocument18 pagesStuck Pipe - Drilling ProblemaaputraNo ratings yet
- 03 - Differential StickingDocument0 pages03 - Differential StickingSam AbdulNo ratings yet
- Margin of Overpull in DrillstringDocument2 pagesMargin of Overpull in Drillstringnicessg@gmail.com100% (1)
- Stuck Pipe PreventionDocument64 pagesStuck Pipe PreventionmmbatainehNo ratings yet
- PB Chapter-3Document44 pagesPB Chapter-3SHOBHIT KUMARNo ratings yet
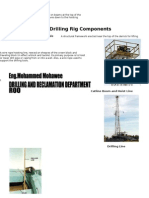
- Drilling Rig Operations & A To Z Rotary Drilling Rig ComponentsDocument130 pagesDrilling Rig Operations & A To Z Rotary Drilling Rig ComponentsOmar Santamaría Castillo100% (1)
- 3 Well ProblemsDocument47 pages3 Well ProblemsKarwan Dilmany100% (1)
- Well Killing ProceduresDocument28 pagesWell Killing ProceduresYeho Shua100% (1)
- Lesson 8b Introduction To UBDDocument57 pagesLesson 8b Introduction To UBDbon1ngNo ratings yet
- Well Control Methods PDFDocument10 pagesWell Control Methods PDFrobert5castillo-5No ratings yet
- Driller Workbook3Document4 pagesDriller Workbook3Kaleem UllahNo ratings yet
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- Common Well Control Hazards: Identification and CountermeasuresFrom EverandCommon Well Control Hazards: Identification and CountermeasuresRating: 4.5 out of 5 stars4.5/5 (4)
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsFrom EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNo ratings yet
- Intro To Drilling Fluids NewDocument74 pagesIntro To Drilling Fluids NewSaul Pimentel100% (2)
- UNIT-1: Drilling Rig ComponentsDocument65 pagesUNIT-1: Drilling Rig ComponentsAJAY BHARGAVNo ratings yet
- Presentation by Rija - S GroupDocument63 pagesPresentation by Rija - S Grouphasan sabahNo ratings yet
- Resume Materi Operasi Pemboran Panas Bumi Sebelum UTS: Muhammad Daffa Ferdiansyah 113170114 Kelas BDocument34 pagesResume Materi Operasi Pemboran Panas Bumi Sebelum UTS: Muhammad Daffa Ferdiansyah 113170114 Kelas BMuhammad Daffa FerdiansyahNo ratings yet
- Final ReviewDocument104 pagesFinal Reviewzhou wangchaoNo ratings yet
- Making The Connection For Well Control On FloatersDocument28 pagesMaking The Connection For Well Control On FloatersSon DDarrellNo ratings yet
- Drilling OperationsDocument14 pagesDrilling Operationsahmed haithamNo ratings yet
- Subsea BOP " Best Practices"Document27 pagesSubsea BOP " Best Practices"Carlos Antonio Fontalvo CarrascalNo ratings yet
- BopDocument26 pagesBopcrni roko100% (1)
- SPE 170980 - Subsea Well Intervention - Recent Developments and Recommendations To Increase Overall Project ReturnsDocument12 pagesSPE 170980 - Subsea Well Intervention - Recent Developments and Recommendations To Increase Overall Project ReturnsAdri Coca SuaznabarNo ratings yet
- Townsend 2008 Catalog (BESMINDO)Document97 pagesTownsend 2008 Catalog (BESMINDO)Boedi SyafiqNo ratings yet
- 10 Coil Tubing 31-10-11Document87 pages10 Coil Tubing 31-10-11Kachur Aleksey100% (1)
- Drilling HSE Audit - Base Questionnaire: 1 4.1 Well Control 2Document59 pagesDrilling HSE Audit - Base Questionnaire: 1 4.1 Well Control 2Anonymous utcQzT0zCb100% (3)
- BOP Test FormDocument1 pageBOP Test FormKarwan Dilmany67% (3)
- Chapter 1-2-Drilling Components Systems Types PersonnelDocument140 pagesChapter 1-2-Drilling Components Systems Types Personnelbakri Oman100% (1)
- LP15 Blow Out Preventer: Key Features Lp15 BopDocument2 pagesLP15 Blow Out Preventer: Key Features Lp15 Bopjesf_2014No ratings yet
- Export DrillingDocument6 pagesExport DrillingleoNo ratings yet
- Senior Engineer Oil Gas in Houston TX Resume Morris NarunskyDocument4 pagesSenior Engineer Oil Gas in Houston TX Resume Morris NarunskyMorrisNarunsky2No ratings yet
- Pressure Control GroupDocument4 pagesPressure Control GroupAbdelhamid HaramiNo ratings yet
- A 261Document1 pageA 261AnuranjanNo ratings yet
- Drilling Engineer AbubakerDocument20 pagesDrilling Engineer AbubakerrishibarathiNo ratings yet
- Repair / Remanufacturing: Engineering DataDocument3 pagesRepair / Remanufacturing: Engineering DataBala KrishnanNo ratings yet
- DRILLING RIG & EquipmentDocument74 pagesDRILLING RIG & Equipmentbratugeorgealin71% (7)
- Hydril Ram Annular Good Diagrams BOP ProductsDocument44 pagesHydril Ram Annular Good Diagrams BOP ProductsSharad Chandra Naik100% (7)
- Deepwater DrillingDocument39 pagesDeepwater DrillingLorenzo Jefry Taolin100% (1)
- Design Continuous Gas Lift Prosper Tetoros - Ioannis - MSC - 2015Document37 pagesDesign Continuous Gas Lift Prosper Tetoros - Ioannis - MSC - 2015Luyen Do100% (1)
- Hydril Annular BOP1Document2 pagesHydril Annular BOP1Abde EsselamNo ratings yet
- 05 Well CompletionDocument57 pages05 Well CompletionKole Adeyemi100% (2)
- Drilling Rig Components: Crown Block and Water TableDocument8 pagesDrilling Rig Components: Crown Block and Water TableShoq AlahbabNo ratings yet
- BOP Replacement Parts CatalogDocument60 pagesBOP Replacement Parts Catalogdesavinicius100% (1)
- Fundamentals of Slickline Operations AaaDocument39 pagesFundamentals of Slickline Operations AaaVictor MartinezNo ratings yet
- Workover OperationsDocument46 pagesWorkover Operationsnjenns100% (1)
- Wellhead Christmas TreeDocument14 pagesWellhead Christmas TreevshuddarNo ratings yet