You might also like
- Excel Formulas and Functions The Complete Tutorial For With Tips Tricks For Excel 2021 UsersDocument70 pagesExcel Formulas and Functions The Complete Tutorial For With Tips Tricks For Excel 2021 UsersRameez Uddin KhawajaNo ratings yet
- Sample Test Executive MBA 2020Document8 pagesSample Test Executive MBA 2020iftikharhassanNo ratings yet
- fr19 21Document8 pagesfr19 21ErmanNo ratings yet
- How To Determine The Suitable Size of Cable For Electrical Wiring InstallationDocument16 pagesHow To Determine The Suitable Size of Cable For Electrical Wiring InstallationRameez Uddin KhawajaNo ratings yet
- Book 2222Document2 pagesBook 2222AnuNo ratings yet
- 7 Habits Summary PDFDocument11 pages7 Habits Summary PDFVu Huong LyNo ratings yet
- The 100 Greatest Graphic Novels of All Time PDFDocument148 pagesThe 100 Greatest Graphic Novels of All Time PDFRishabh Vaish90% (10)
- Rao Talha Shahadat: Electronic EngineerDocument3 pagesRao Talha Shahadat: Electronic EngineerRameez Uddin KhawajaNo ratings yet
- Lockout-Tagout Safety Awareness - Online 2009Document14 pagesLockout-Tagout Safety Awareness - Online 2009Rameez Uddin KhawajaNo ratings yet
- Operation and Maintenance Methods in Solar Power Plants: Mustapha HattiDocument34 pagesOperation and Maintenance Methods in Solar Power Plants: Mustapha HattiRedouan LerhrissiNo ratings yet
- Internship Report PM6-LINEDocument42 pagesInternship Report PM6-LINEabduslam57% (7)
- Nisha Watermark Catalogue1Document109 pagesNisha Watermark Catalogue1crazyleo74No ratings yet
- Troubleshooting Inverter A1000Document52 pagesTroubleshooting Inverter A1000Rameez Uddin KhawajaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- EY Performance Improvement JobDocument7 pagesEY Performance Improvement Jobpsagar10No ratings yet
- Archival Description Standards - Concepts, Principles, and MethodologiesDocument10 pagesArchival Description Standards - Concepts, Principles, and MethodologiespoueyNo ratings yet
- Nikon D200 Sensor CleaningDocument11 pagesNikon D200 Sensor CleaningDan Și Maria MierluțNo ratings yet
- 988G Perf ReportDocument10 pages988G Perf Reportlark_100% (1)
- Cloud Computing CheatSheet ATech (Waqas Karim)Document1 pageCloud Computing CheatSheet ATech (Waqas Karim)bluegyiNo ratings yet
- Data Sheet Multivariable ABB 266JSTDocument20 pagesData Sheet Multivariable ABB 266JSTzhamyrNo ratings yet
- Mud Logger Training Manual PDFDocument4 pagesMud Logger Training Manual PDFAnonymous oe5mdI0% (1)
- Gte-1 Online Bits For Mid-IiDocument5 pagesGte-1 Online Bits For Mid-IiKRANTHI KUMARNo ratings yet
- Electrolux Washing Machine EWP85752Document68 pagesElectrolux Washing Machine EWP85752RobNo ratings yet
- Colpitts OscillatorDocument3 pagesColpitts OscillatorBharat SwabhimanNo ratings yet
- Rexx Part1Document17 pagesRexx Part1CartecSyriaNo ratings yet
- Test and Analysis of LVRT Characteristic of Wind FarmDocument6 pagesTest and Analysis of LVRT Characteristic of Wind FarmStefania OliveiraNo ratings yet
- Class-Based N-Gram Models of Natural LanguageDocument14 pagesClass-Based N-Gram Models of Natural LanguageSorina ButurăNo ratings yet
- B2B Marketing Chapter on Managing InnovationDocument23 pagesB2B Marketing Chapter on Managing InnovationSaurabh JainNo ratings yet
- Primer commercial tumble dryers guideDocument8 pagesPrimer commercial tumble dryers guideUmar MajeedNo ratings yet
- Asme Manual QuestionDocument4 pagesAsme Manual QuestionAjay SajeevNo ratings yet
- Ilovepdf MergedDocument33 pagesIlovepdf MergedNavneet KaurNo ratings yet
- Solar AdvancedDocument48 pagesSolar AdvancedlakshmiramasubbuNo ratings yet
- Portworx Disaster RecoveryDocument5 pagesPortworx Disaster RecoveryAbdul Razak KamaruddinNo ratings yet
- Securiton Smoke Detector Performance DeclarationDocument2 pagesSecuriton Smoke Detector Performance DeclarationAnonymous YWmB9HDgNo ratings yet
- Functions of Production VersionDocument5 pagesFunctions of Production VersiongvlaxmipathiNo ratings yet
- CANalyzer Workshops Overview FactSheet enDocument2 pagesCANalyzer Workshops Overview FactSheet enPrasad GNo ratings yet
- 5500 Qtrap Hardware GuideDocument18 pages5500 Qtrap Hardware Guidebadabing123No ratings yet
- Comviva - PF - Bulk Messaging GatewayDocument2 pagesComviva - PF - Bulk Messaging Gatewayraednoor20No ratings yet
- DR6000MK3Document2 pagesDR6000MK3Stanley Ochieng' OumaNo ratings yet
- Clases Inventor 2017Document74 pagesClases Inventor 2017Soe Pyae AungNo ratings yet
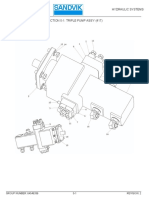
- MODEL NO: 417-4032 Hydraulic Systems: Revision: 2 GROUP NUMBER: 64546336 5-1Document47 pagesMODEL NO: 417-4032 Hydraulic Systems: Revision: 2 GROUP NUMBER: 64546336 5-1Jesus Angel AVNo ratings yet
- Ir-5075 - 5065 - 5055 - CD - Circuit Diagram PDFDocument107 pagesIr-5075 - 5065 - 5055 - CD - Circuit Diagram PDFregis.nx4100% (2)
- Object Object - Oriented Systems Oriented Systems Development DevelopmentDocument16 pagesObject Object - Oriented Systems Oriented Systems Development DevelopmentSrm E-LearningNo ratings yet
- Continous Post-Tensioned Bulb-Tee Girder BridgesDocument23 pagesContinous Post-Tensioned Bulb-Tee Girder BridgesChristopher Matthews100% (1)