You might also like
- How To Simulate A Friction Stir Welding With ANSYSDocument7 pagesHow To Simulate A Friction Stir Welding With ANSYSGin GiamNo ratings yet
- Exchanger Modelling ProcedureDocument8 pagesExchanger Modelling Proceduretejasp838850% (2)
- DD1100RS Operation and Safety Manual Rev 01Document124 pagesDD1100RS Operation and Safety Manual Rev 01Risky Mangaratua100% (1)
- Design and Construction of A Novel Quad Tilt-Wing UAVDocument23 pagesDesign and Construction of A Novel Quad Tilt-Wing UAVKyle NhuNo ratings yet
- 32.37.20.10 Instrument Signal LinesDocument36 pages32.37.20.10 Instrument Signal LinesJohn Rangel50% (2)
- Contact Stress FatigueDocument31 pagesContact Stress Fatiguepkn_pnt9950No ratings yet
- U2ETTM 3WindTunnelsDocument45 pagesU2ETTM 3WindTunnelsmohammedsameera.me25No ratings yet
- Numerical Simulations On Flow and Heat Transfer inDocument10 pagesNumerical Simulations On Flow and Heat Transfer inkanbur.191No ratings yet
- Unsteady Friction ModelsDocument32 pagesUnsteady Friction ModelsWalter F SilvaNo ratings yet
- NASA TM X-71638 MemorandumDocument15 pagesNASA TM X-71638 Memorandummohamadhosein mohamadiNo ratings yet
- Computational Analysis of Steady Compressible Flow in A Convergent - Divergent NozzleDocument5 pagesComputational Analysis of Steady Compressible Flow in A Convergent - Divergent Nozzlemukund misNo ratings yet
- AE292 Lecture Slides 24jan2022 NotepadDocument97 pagesAE292 Lecture Slides 24jan2022 NotepadSyed Faisal Mohiuddin SharfiNo ratings yet
- Evaluating The Efficiency of Low Pressure Part of Steam Turbines Based On Probing MeasurementsDocument16 pagesEvaluating The Efficiency of Low Pressure Part of Steam Turbines Based On Probing MeasurementsmistrycsNo ratings yet
- Velocity Measurement For AllDocument16 pagesVelocity Measurement For Allca6tik01No ratings yet
- Presentation On SPRING HANGERDocument113 pagesPresentation On SPRING HANGERvishal MauryaNo ratings yet
- PARAMETRIC STUDY ON EFFICIENCY OF ARCHIMEDES SCREW TURBINE DESIGN - UpdatedDocument4 pagesPARAMETRIC STUDY ON EFFICIENCY OF ARCHIMEDES SCREW TURBINE DESIGN - UpdatedRoberto Zambrano SepulvedaNo ratings yet
- Equotip 2 User Manual E - 200605Document35 pagesEquotip 2 User Manual E - 200605mgmqro100% (1)
- A Constant Temperature Hot-Wire AnemometeryDocument5 pagesA Constant Temperature Hot-Wire Anemometery4futureallNo ratings yet
- Technical Information: N 10 - October 2010Document6 pagesTechnical Information: N 10 - October 2010Senn OdrapmasdNo ratings yet
- A Basic Description of Transformer TestsDocument8 pagesA Basic Description of Transformer Testsyeoj_aromNo ratings yet
- DS IN0015 en Co 1353Document7 pagesDS IN0015 en Co 1353Vignesh DheenakumarNo ratings yet
- Electronic Instruments and Measurements: Unit-5 TransducerDocument42 pagesElectronic Instruments and Measurements: Unit-5 TransducerTenda TiyNo ratings yet
- Aerothermal Performance Measurements and AnalysisDocument8 pagesAerothermal Performance Measurements and Analysisraul19rsNo ratings yet
- Theories of Failure FinalDocument47 pagesTheories of Failure FinalAshutosh JadhavNo ratings yet
- An Improved Two-Phase Pressure Drop Correlation For 180Document17 pagesAn Improved Two-Phase Pressure Drop Correlation For 180PIpelinesTebodinNo ratings yet
- Electronic Instruments and Measurements: Unit-5 TransducerDocument42 pagesElectronic Instruments and Measurements: Unit-5 TransducerTenda TiyNo ratings yet
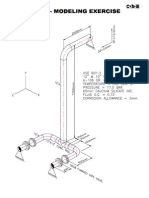
- Caesar II Modeling ExcisersDocument40 pagesCaesar II Modeling ExcisersBùi Văn Hợp100% (2)
- Metal Cutting Theory Applied To Thermal Mapping of The Friction Stir Welding ProcessDocument43 pagesMetal Cutting Theory Applied To Thermal Mapping of The Friction Stir Welding Processg1o2w3No ratings yet
- FSW AnalysisDocument35 pagesFSW AnalysisChinmay Dave100% (1)
- Finite Element Simulation Using Abaqus: Internship OnDocument24 pagesFinite Element Simulation Using Abaqus: Internship OnranjithkrajNo ratings yet
- Surge Phenomena Analytically Predicted in A Multi-Stage Axial Flow Compressor System in The Reduced-Speed ZoneDocument15 pagesSurge Phenomena Analytically Predicted in A Multi-Stage Axial Flow Compressor System in The Reduced-Speed Zonerajtharun48No ratings yet
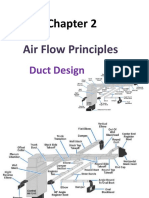
- Air Flow Principles: Duct DesignDocument49 pagesAir Flow Principles: Duct Designded endNo ratings yet
- Varistor4 PDFDocument19 pagesVaristor4 PDFFari PratomosiwiNo ratings yet
- Calculation of Flow Rate From Differential Pressure Devices - Orifice PlatesDocument26 pagesCalculation of Flow Rate From Differential Pressure Devices - Orifice Platesamirreza_eng3411No ratings yet
- FinalPaper IGTC 2015 No131Document10 pagesFinalPaper IGTC 2015 No131Asim HafizovicNo ratings yet
- Day 1 Seminar, Part II Load TestingDocument90 pagesDay 1 Seminar, Part II Load TestingTan Hock ChenNo ratings yet
- Pipe Stress PDFDocument24 pagesPipe Stress PDFMichael Jones100% (1)
- 10 1 1 656 8022 PDFDocument11 pages10 1 1 656 8022 PDFsugandaraj522No ratings yet
- Pipe Stress Amp SupportDocument24 pagesPipe Stress Amp Supportaap1No ratings yet
- Bhalala Dhruv Emmi Exp-4Document8 pagesBhalala Dhruv Emmi Exp-4CLINIXNo ratings yet
- 2016-Exhaust Valve Analysis PDFDocument14 pages2016-Exhaust Valve Analysis PDFAniq Syazwan IINo ratings yet
- Pipeline WeldingDocument61 pagesPipeline Weldingravi00098No ratings yet
- CFD and Thermal Stress Analysis of Helium-Cooled Divertor ConceptsDocument25 pagesCFD and Thermal Stress Analysis of Helium-Cooled Divertor ConceptscarlvigNo ratings yet
- FsafDocument24 pagesFsafpvmssonNo ratings yet
- Overview of Shorted Turn TheoryDocument29 pagesOverview of Shorted Turn TheoryRigoberto UrrutiaNo ratings yet
- Peru NDTDocument50 pagesPeru NDTGabrielNo ratings yet
- Effect of Welding Sequences On Residual StressesDocument14 pagesEffect of Welding Sequences On Residual Stressesdleroux96No ratings yet
- 4 Lot3-MeDocument13 pages4 Lot3-MekosoeNo ratings yet
- IPE 303 Lecture - 16sept2020Document14 pagesIPE 303 Lecture - 16sept2020RM ShahbabNo ratings yet
- Damper Windings Performance Evaluation in Large Hydro Electrical GeneratorsDocument2 pagesDamper Windings Performance Evaluation in Large Hydro Electrical Generatorsmc315895No ratings yet
- IPE 303 Lecture - 30sept2020Document21 pagesIPE 303 Lecture - 30sept2020RM ShahbabNo ratings yet
- Adam McPhee - International Journal of Thermal SciencesDocument10 pagesAdam McPhee - International Journal of Thermal SciencesMspavan RaoNo ratings yet
- Lect7 Axialturbines HT15 PDFDocument41 pagesLect7 Axialturbines HT15 PDFSsheshan PugazhendhiNo ratings yet
- HV TransformerDocument11 pagesHV Transformermavericksailor100% (1)
- HRSG-16 Control Valves For Turbine Bypass - GeelhartDocument41 pagesHRSG-16 Control Valves For Turbine Bypass - GeelharttedNo ratings yet
- Differential Forms on Electromagnetic NetworksFrom EverandDifferential Forms on Electromagnetic NetworksRating: 4 out of 5 stars4/5 (1)
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- Power Electronics Applied to Industrial Systems and Transports, Volume 2: Power Converters and their ControlFrom EverandPower Electronics Applied to Industrial Systems and Transports, Volume 2: Power Converters and their ControlRating: 5 out of 5 stars5/5 (1)
- Flight Test Instrumentation: Proceedings of the Third International Symposium 1964From EverandFlight Test Instrumentation: Proceedings of the Third International Symposium 1964M. A. PerryNo ratings yet
- Energy-Efficient Systems and Benefits of Green ManufacturingDocument97 pagesEnergy-Efficient Systems and Benefits of Green ManufacturingRajesh ShahNo ratings yet
- Application - FORM - PHD 2020 PDFDocument5 pagesApplication - FORM - PHD 2020 PDFRajesh ShahNo ratings yet
- Nde Objective Question Paper PDFDocument242 pagesNde Objective Question Paper PDFRajesh ShahNo ratings yet
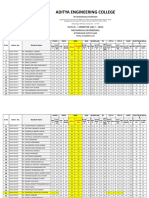
- Power Plant Engineering: Aditya Engineering College (A) Aditya Engineering College (A)Document82 pagesPower Plant Engineering: Aditya Engineering College (A) Aditya Engineering College (A)Rajesh ShahNo ratings yet
- Introduction To MCMT PPT (Autosaved)Document16 pagesIntroduction To MCMT PPT (Autosaved)Rajesh ShahNo ratings yet
- Design and FabricationDocument31 pagesDesign and FabricationRajesh ShahNo ratings yet
- Unit Ii Automated Flow LinesDocument94 pagesUnit Ii Automated Flow LinesRajesh Shah100% (1)
- Design and FabricationDocument31 pagesDesign and FabricationRajesh ShahNo ratings yet
- II To IV B.tech. II Semester Lesson Plan 2017-18Document6 pagesII To IV B.tech. II Semester Lesson Plan 2017-18Rajesh ShahNo ratings yet
- Aditya Engineering College (A) : Lesson PlanDocument5 pagesAditya Engineering College (A) : Lesson PlanRajesh ShahNo ratings yet
- Title Middle Name Mother's Name: Miss AAA AAA AAA Aaa1Document9 pagesTitle Middle Name Mother's Name: Miss AAA AAA AAA Aaa1Rajesh ShahNo ratings yet
- Surface Engineering NotesDocument17 pagesSurface Engineering NotesRajesh Shah0% (1)
- METROLOGY JNTUK Mech III - IIDocument103 pagesMETROLOGY JNTUK Mech III - IIRajesh Shah0% (3)
- Aim NotesDocument164 pagesAim NotesRajesh ShahNo ratings yet
- Surname First Name Gender: Ms. FemaleDocument24 pagesSurname First Name Gender: Ms. FemaleRajesh ShahNo ratings yet
- II B.tech I Sem JNTUK Final AttendanceDocument31 pagesII B.tech I Sem JNTUK Final AttendanceRajesh ShahNo ratings yet
- 1 Hareesha N G, Dept of Aero Engg, DSCEDocument51 pages1 Hareesha N G, Dept of Aero Engg, DSCERajesh ShahNo ratings yet
- Objective QuestionsDocument73 pagesObjective QuestionsRajesh ShahNo ratings yet
- 6/3/2014 1 Hareesha N G, Dept of Aero Engg, DSCEDocument41 pages6/3/2014 1 Hareesha N G, Dept of Aero Engg, DSCERajesh ShahNo ratings yet
- Class 18Document51 pagesClass 18Rajesh ShahNo ratings yet
- Review Questions: ScreeningDocument2 pagesReview Questions: ScreeningJohn P. BandoquilloNo ratings yet
- ChE 407 Lecture 1Document75 pagesChE 407 Lecture 1Design Group0% (1)
- Glass Survey For Interior DesignerDocument23 pagesGlass Survey For Interior DesignerShiv Kumar0% (1)
- Ae-Hev Hyundai IoniqDocument107 pagesAe-Hev Hyundai IoniqafboullosaNo ratings yet
- Changes in Coal Mine RegulationsDocument56 pagesChanges in Coal Mine RegulationsSunil0% (1)
- Banco Union YuliDocument205 pagesBanco Union YuliRonald Guillermo Patty CalizayaNo ratings yet
- 1500 15th St. Project PlansDocument19 pages1500 15th St. Project PlansMissionLocalNo ratings yet
- Bela Case StudyDocument12 pagesBela Case StudyBelachew DosegnawNo ratings yet
- Complete 8 6 17 p4 Practical Jig Saw PuzzleDocument2 pagesComplete 8 6 17 p4 Practical Jig Saw Puzzleapi-363029217No ratings yet
- Cleanroom Design in 10 Easy StepsDocument5 pagesCleanroom Design in 10 Easy StepswadocNo ratings yet
- PowerBloc EG20 - COGENERARE PDFDocument12 pagesPowerBloc EG20 - COGENERARE PDFAnonymous 4MLEo9TVQNo ratings yet
- Genvolt - ESP03 Spec - Compressed PDFDocument18 pagesGenvolt - ESP03 Spec - Compressed PDFsantosh_babar_26No ratings yet
- Arc Welding Filler Metal Selection ChartDocument7 pagesArc Welding Filler Metal Selection Chartepriyono0% (1)
- Eow PDFDocument24 pagesEow PDFShariq Ahmed KhanNo ratings yet
- 2tta 10 Seer Trifasica - 3 A 6 TRDocument2 pages2tta 10 Seer Trifasica - 3 A 6 TRjean_carlos_abreu_rNo ratings yet
- Ремонт Deutz 1008,ч.2Document45 pagesРемонт Deutz 1008,ч.2Sergey50% (2)
- 175 012401Document2 pages175 012401Abu Anas M.Salaheldin100% (1)
- Jawaharlal Nehru Technological University Hyderabad: Ii Year B.Tech.I Semester (RR)Document4 pagesJawaharlal Nehru Technological University Hyderabad: Ii Year B.Tech.I Semester (RR)7killers4uNo ratings yet
- Pipe Bending - Nigerian Gas & Steel LTDDocument16 pagesPipe Bending - Nigerian Gas & Steel LTDUzezi OkeNo ratings yet
- DSP Processor FundementalsDocument210 pagesDSP Processor FundementalsHaluk Özduman100% (3)
- Nmu at PDFDocument4 pagesNmu at PDFnavneetkpatil8409No ratings yet
- دورة تشغيل ماكينات البلاستيكDocument28 pagesدورة تشغيل ماكينات البلاستيكfadyNo ratings yet
- Pilot Hole Sizes PDFDocument6 pagesPilot Hole Sizes PDFEGMNo ratings yet
- CATERPILLAR 3600 Marine Engine Application and Installation PDFDocument536 pagesCATERPILLAR 3600 Marine Engine Application and Installation PDFCan Al100% (1)
- Oisd Standard - 194 For Restricted Circulation Only: Government of India, Ministry of Petroleum & Natural GasDocument38 pagesOisd Standard - 194 For Restricted Circulation Only: Government of India, Ministry of Petroleum & Natural GasmkkamarajNo ratings yet
- UntitledDocument501 pagesUntitledJuan Pablo RacedoNo ratings yet