You might also like
- Evoe MarketingDocument1 pageEvoe MarketingSwapnil NagareNo ratings yet
- Commercial Bank Account Details For Diamer Bhasha Dam FundDocument1 pageCommercial Bank Account Details For Diamer Bhasha Dam FundTouqeer AslamNo ratings yet
- Process Selection and Facility LayoutDocument49 pagesProcess Selection and Facility LayoutSiddhartha SharmaNo ratings yet
- Process Selection and Facility LayoutDocument51 pagesProcess Selection and Facility LayoutMadeleine VelascoNo ratings yet
- Chapter 6 Process Selection and Facility LayoutDocument40 pagesChapter 6 Process Selection and Facility LayoutAlgen Lyn MendozaNo ratings yet
- Process Selection and Facility LayoutDocument53 pagesProcess Selection and Facility Layoutrandom17341No ratings yet
- Process Selection and Facility Layout: Mcgraw-Hill/IrwinDocument58 pagesProcess Selection and Facility Layout: Mcgraw-Hill/IrwinZhen YangNo ratings yet
- Process Selection and Facility LayoutDocument54 pagesProcess Selection and Facility LayoutRoshan100% (1)
- Introduction To Operations Management: Session 9Document46 pagesIntroduction To Operations Management: Session 9Imran AliNo ratings yet
- ch06 - PPT - Process Selection and Facility LayoutDocument35 pagesch06 - PPT - Process Selection and Facility LayoutPacific Hunter JohnnyNo ratings yet
- Process Selection & Facility Layout Guide - Compare Types, Design Efficient SystemsDocument72 pagesProcess Selection & Facility Layout Guide - Compare Types, Design Efficient SystemsMoqsud Amin100% (1)
- Process Selection and Facility LayoutDocument53 pagesProcess Selection and Facility LayoutOsmaan GóÑÍNo ratings yet
- Chapter 6 Process Selection and Facility LayoutDocument55 pagesChapter 6 Process Selection and Facility LayoutJosart TubayNo ratings yet
- Process Selection: Influence That Process Has On An OrganizationDocument8 pagesProcess Selection: Influence That Process Has On An OrganizationCarla Jamina IbeNo ratings yet
- Process Selection and Facility LayoutDocument49 pagesProcess Selection and Facility Layoutdevzani nipaNo ratings yet
- Process Selection and Facility Layout: Mcgraw-Hill/IrwinDocument28 pagesProcess Selection and Facility Layout: Mcgraw-Hill/IrwinSadman EvanNo ratings yet
- Industrial AutomationDocument21 pagesIndustrial Automationsanju245100% (1)
- Stevenson Chap 006Document49 pagesStevenson Chap 006luis peixotoNo ratings yet
- Process Selection and Facility LayoutDocument31 pagesProcess Selection and Facility LayoutyasminafzaalNo ratings yet
- Chapter 06 - SlideDocument61 pagesChapter 06 - SlideQUÂN NGUYỄN BÍCHNo ratings yet
- Process Selection and DesignDocument6 pagesProcess Selection and DesignZyrr Napoleon DizonNo ratings yet
- Chapter 6 MNGT 4Document5 pagesChapter 6 MNGT 4bryan lluismaNo ratings yet
- Operations Management Notes & Reviewer (Finals 1st Sem)Document11 pagesOperations Management Notes & Reviewer (Finals 1st Sem)Princess Delos SantosNo ratings yet
- OPERATIONS MANAGEMENT NOTES & REVIEWER (Finals 1st Sem)Document9 pagesOPERATIONS MANAGEMENT NOTES & REVIEWER (Finals 1st Sem)Princess Delos SantosNo ratings yet
- Operations Management: William J. StevensonDocument33 pagesOperations Management: William J. StevensonmadihaNo ratings yet
- Chapter 5 Process Selection and Facility LayoutDocument57 pagesChapter 5 Process Selection and Facility LayoutJerriel MisolesNo ratings yet
- Process Selection and Facility Layout GuideDocument43 pagesProcess Selection and Facility Layout GuideLEIGHANNE ZYRIL SANTOSNo ratings yet
- Flow, Space, and Activity Relationship: Facilities Planning Third Year ProductionDocument38 pagesFlow, Space, and Activity Relationship: Facilities Planning Third Year ProductionSherif Ibrahim0% (1)
- Process Selection and Facility LayoutDocument13 pagesProcess Selection and Facility LayoutMonica Ramirez AnicetoNo ratings yet
- Production and Operations Management: Lear Ning Goa LsDocument18 pagesProduction and Operations Management: Lear Ning Goa LsJuha PropertiesNo ratings yet
- TQM-CHapter 6 ReviewerDocument4 pagesTQM-CHapter 6 ReviewerIris CastilloNo ratings yet
- Process: Types of Processes. Process Strategy in The Industry. Factors Affecting Process Design. ToolsDocument77 pagesProcess: Types of Processes. Process Strategy in The Industry. Factors Affecting Process Design. ToolscalboozNo ratings yet
- ch10 Part 1Document12 pagesch10 Part 1Watiq KhanNo ratings yet
- Chap006 - Process Selection & Facility LayoutDocument48 pagesChap006 - Process Selection & Facility LayoutMadeleine VelascoNo ratings yet
- Unit IiDocument42 pagesUnit IiAnonymous 1ClGHbiT0JNo ratings yet
- STRATEGIC RESOURCE ORGANIZATION: FACILITIES LAYOUTDocument56 pagesSTRATEGIC RESOURCE ORGANIZATION: FACILITIES LAYOUTAngela Vidal EstilNo ratings yet
- Process Selection and Facility Layout: Mcgraw-Hill/IrwinDocument32 pagesProcess Selection and Facility Layout: Mcgraw-Hill/Irwin?????No ratings yet
- Lecture Eight: Lean OperationsDocument35 pagesLecture Eight: Lean OperationsmahmoudNo ratings yet
- chapter 6 classroom pptDocument33 pageschapter 6 classroom pptmashalerahNo ratings yet
- Industrial AutomationDocument18 pagesIndustrial AutomationWahyuBagusPrastyoNo ratings yet
- md021 Topic05 ProcessSelectionFacilityLayoutDocument44 pagesmd021 Topic05 ProcessSelectionFacilityLayoutKunal ModiNo ratings yet
- 4 Process Layout-Ch 6 (Stevenson)Document51 pages4 Process Layout-Ch 6 (Stevenson)tahmid quayumNo ratings yet
- Operations Management: William J. StevensonDocument49 pagesOperations Management: William J. StevensonGeorge LapatNo ratings yet
- Chapter 6 LayoutDocument45 pagesChapter 6 LayoutnafffNo ratings yet
- 05facility LayoutDocument31 pages05facility LayoutDivya ShindeNo ratings yet
- Introduction To The Production Planning and Inventory ControlDocument80 pagesIntroduction To The Production Planning and Inventory ControlAngelina WattssNo ratings yet
- A Review of Assembly Line Changes For Lean Manufacturing: Awasare Anant Dattatray, M.V.KavadeDocument5 pagesA Review of Assembly Line Changes For Lean Manufacturing: Awasare Anant Dattatray, M.V.KavadeAeyrul KhairulNo ratings yet
- Industrial Automation: David O'Sullivan WWW - Owl.ieDocument33 pagesIndustrial Automation: David O'Sullivan WWW - Owl.ieruby_evangelinNo ratings yet
- Rapid Prototyping Lecture NotesDocument71 pagesRapid Prototyping Lecture NotessreeshpsNo ratings yet
- OPERATIONS MGMT LAYOUT GUIDEDocument43 pagesOPERATIONS MGMT LAYOUT GUIDENABARUN MAJUMDARNo ratings yet
- Mid-Term Assignmen, Group 2WF., Alaa AboualiDocument5 pagesMid-Term Assignmen, Group 2WF., Alaa AboualiAlaa AboaliNo ratings yet
- CAD CAM CIM Intro PDFDocument59 pagesCAD CAM CIM Intro PDFAishwarya MohapatraNo ratings yet
- Operation ManagementDocument18 pagesOperation Managementayman jodehNo ratings yet
- Process Selection and Facility Layout 1Document17 pagesProcess Selection and Facility Layout 1জহিরুলইসলামশোভনNo ratings yet
- Production Planning and Control FunctionsDocument52 pagesProduction Planning and Control FunctionsarunNo ratings yet
- Unit III - Prod. Mgt.Document60 pagesUnit III - Prod. Mgt.coxshulerNo ratings yet
- CH 10Document23 pagesCH 10monel_24671No ratings yet
- Process Selection and Facility Layout: Presented by Group 6 (BSA1A)Document91 pagesProcess Selection and Facility Layout: Presented by Group 6 (BSA1A)Alexis John LegaspiNo ratings yet
- PPC Notes Unit 1Document8 pagesPPC Notes Unit 1Hrutik DeshmukhNo ratings yet
- Chapter 2Document7 pagesChapter 2Gamme AbdataaNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Product and Service Design StrategiesDocument52 pagesProduct and Service Design Strategiesmuhammad harisNo ratings yet
- Audience: Assignment No. 1 Coca-Cola Bottling in Rajasthan, India: Tragedy of The CommonsDocument1 pageAudience: Assignment No. 1 Coca-Cola Bottling in Rajasthan, India: Tragedy of The Commonsmuhammad harisNo ratings yet
- Consumer Protection: Masroor Ali Soomro Sukkur IBA UniversityDocument14 pagesConsumer Protection: Masroor Ali Soomro Sukkur IBA Universitymuhammad harisNo ratings yet
- Introduction To Time Series Regression and ForecastingDocument78 pagesIntroduction To Time Series Regression and ForecastingAbdul Basit BhattiNo ratings yet
- Lutron Vive May Be Required in Your New Build or RetrofitDocument3 pagesLutron Vive May Be Required in Your New Build or Retrofitmuhammad harisNo ratings yet
- Arista by Intermatic: The Best Lighting Control SystemDocument4 pagesArista by Intermatic: The Best Lighting Control Systemmuhammad harisNo ratings yet
- Commentary: Ophthalmic Increasing Operations ofDocument2 pagesCommentary: Ophthalmic Increasing Operations ofDurval SantosNo ratings yet
- Comparative Analysis of Advantages and Disadvantages of The Modes of Entrying The International MarketDocument9 pagesComparative Analysis of Advantages and Disadvantages of The Modes of Entrying The International MarketTròn QuayyNo ratings yet
- Girish KSDocument3 pagesGirish KSSudha PrintersNo ratings yet
- 5.a Study On Utilization and Convenient of Credit CardDocument11 pages5.a Study On Utilization and Convenient of Credit CardbsshankarraviNo ratings yet
- Empowering Others Through DelegationDocument8 pagesEmpowering Others Through DelegationMonique LasolaNo ratings yet
- Prudence School Accountancy Practical ExamDocument2 pagesPrudence School Accountancy Practical Examicarus fallsNo ratings yet
- Financial Statements ExercisesDocument3 pagesFinancial Statements ExercisesNaresh Sehdev100% (1)
- Quality Function Deployment in House-Building MarketDocument10 pagesQuality Function Deployment in House-Building MarketMarvi HarsiNo ratings yet
- Final Exam Theories ValuationDocument6 pagesFinal Exam Theories ValuationBLN-Hulo- Ronaldo M. Valdez SRNo ratings yet
- Chapter 4 SlideDocument45 pagesChapter 4 Slidekhanhly2k41107No ratings yet
- Mini-Case SanyDocument2 pagesMini-Case SanyLeah C.100% (1)
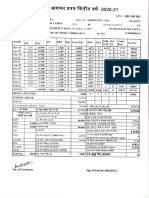
- Income Tax Agadan PrapatraDocument3 pagesIncome Tax Agadan Prapatraat.amitkumarbstNo ratings yet
- Just Dial Limited Letter of OfferDocument68 pagesJust Dial Limited Letter of Offervarun_bhuNo ratings yet
- Company Profile: Inside Look at Leading Jacket ManufacturerDocument41 pagesCompany Profile: Inside Look at Leading Jacket ManufacturerVanika SharmaNo ratings yet
- PEPSI COLA vs. MolonDocument28 pagesPEPSI COLA vs. MolonChristle CorpuzNo ratings yet
- Comprehensive Exam Case Analysis Lester Limheya FinalDocument36 pagesComprehensive Exam Case Analysis Lester Limheya FinalXXXXXXXXXXXXXXXXXXNo ratings yet
- PQ 0620-CombinedDocument55 pagesPQ 0620-CombinedMISODZI CHIBAKWENo ratings yet
- #34 Naranjo V Biomedica Health Care (Magsino)Document2 pages#34 Naranjo V Biomedica Health Care (Magsino)Trxc MagsinoNo ratings yet
- Power Fill Business PrimerDocument20 pagesPower Fill Business Primerskynyrd75No ratings yet
- High Low MethodDocument4 pagesHigh Low MethodSamreen LodhiNo ratings yet
- Social Media's Impact on Retail BusinessesDocument23 pagesSocial Media's Impact on Retail BusinessesMohammad IrfanNo ratings yet
- Firming Up Inequality: How Rising Between-Firm Dispersion Contributed to Rising U.S. Earnings InequalityDocument50 pagesFirming Up Inequality: How Rising Between-Firm Dispersion Contributed to Rising U.S. Earnings InequalitySiti Nur AqilahNo ratings yet
- Principles of Business SBADocument26 pagesPrinciples of Business SBAChillTrap StateNo ratings yet
- Prasad CVDocument2 pagesPrasad CVLikitha LavanyaNo ratings yet
- Supplies Availability InquiryDocument1 pageSupplies Availability InquiryPads BernardoNo ratings yet
- Electrification of Public Transport A Case Study of The Shenzhen Bus GroupDocument138 pagesElectrification of Public Transport A Case Study of The Shenzhen Bus GroupAlexis Abi KhalilNo ratings yet
- Intermediate Accounting 1: Receivable Financing Forms and ExamplesDocument34 pagesIntermediate Accounting 1: Receivable Financing Forms and ExamplesChen HaoNo ratings yet
- Ex Parte Petition To Assume JurisdictionDocument2 pagesEx Parte Petition To Assume JurisdictionNasir AhmedNo ratings yet