You might also like
- Manual Ups Riello ArosDocument25 pagesManual Ups Riello ArosSuhanto TubanNo ratings yet
- The Threat Landscape: Correct 1.00 Points Out of 1.00Document2 pagesThe Threat Landscape: Correct 1.00 Points Out of 1.00Jimmy NazarioNo ratings yet
- PDC - Advance Control Strategy MethodDocument7 pagesPDC - Advance Control Strategy MethodFaiz IdzwanNo ratings yet
- Control strategies for heat exchanger loopsDocument1 pageControl strategies for heat exchanger loopswahajNo ratings yet
- Estructura de Control Ejemplo (Eng)Document14 pagesEstructura de Control Ejemplo (Eng)Silvia QuentaNo ratings yet
- Heatexchanger PDDocument29 pagesHeatexchanger PDbhavinaNo ratings yet
- Brief Introduction to Distillation ControlDocument10 pagesBrief Introduction to Distillation Controllovsid100% (1)
- Instrumentation and Process Control of Distillation ColumnDocument11 pagesInstrumentation and Process Control of Distillation ColumnMuhammad KamranNo ratings yet
- Process Control Exp 5Document4 pagesProcess Control Exp 5RickLeeNo ratings yet
- Process Control Lab ManualDocument19 pagesProcess Control Lab ManualAnkit Singh100% (1)
- Control System Mini ProjectDocument14 pagesControl System Mini ProjectMuhammad Al-baihaqiNo ratings yet
- PDC Question BankDocument15 pagesPDC Question BankHardik PatoliyaNo ratings yet
- Steam Temperature Is One of The Most Challenging Control Loops in A Power Plant Boiler Because It Is Highly Nonlinear and Has A Long Dead Time and Time LagDocument4 pagesSteam Temperature Is One of The Most Challenging Control Loops in A Power Plant Boiler Because It Is Highly Nonlinear and Has A Long Dead Time and Time LagMourougapragash SubramanianNo ratings yet
- Steam Temperature ControlDocument2 pagesSteam Temperature ControlGift Roglands100% (1)
- Cascade, Feed Forward and Boiler Level ControlDocument4 pagesCascade, Feed Forward and Boiler Level ControlNïkĦïl ДkДvØØr100% (1)
- Temperature Control TrainerDocument31 pagesTemperature Control TrainerAjeet KumarNo ratings yet
- Cascade ControlDocument26 pagesCascade ControlIwan R S100% (1)
- Boiler Instrumentation and Control Present Ti OnDocument17 pagesBoiler Instrumentation and Control Present Ti Onrajtheheartthrob_singh100% (1)
- Heat Exchanger Part 3Document19 pagesHeat Exchanger Part 3Mohamed AbdullahNo ratings yet
- Steam Turbine Control Valve and Lube Oil SystemsDocument16 pagesSteam Turbine Control Valve and Lube Oil SystemsUdhayakumar Venkataraman100% (1)
- Feed WaterDocument2 pagesFeed WaterKapil_1983100% (1)
- Hwange Power Station: November 2022 ReportDocument16 pagesHwange Power Station: November 2022 ReportDennis MuzilaNo ratings yet
- Ia&c Unit - IiiDocument23 pagesIa&c Unit - IiiPradhunya KambleNo ratings yet
- Instrumentation and Control of Heat ExchangerDocument29 pagesInstrumentation and Control of Heat Exchangerpra578No ratings yet
- Temperature Control ApplicationDocument22 pagesTemperature Control Applicationsyafiq izzuddin bin sapriNo ratings yet
- Control Fixed Bed ReactorsDocument4 pagesControl Fixed Bed ReactorsAddison JuttieNo ratings yet
- C&IDocument28 pagesC&ISam100% (1)
- Superheater Temperature ControlDocument9 pagesSuperheater Temperature ControlMeghanath AdkonkarNo ratings yet
- Process Control and HazopDocument12 pagesProcess Control and HazopCosmin FloreaNo ratings yet
- Boiler Tuning BasicDocument25 pagesBoiler Tuning Basictrung2iNo ratings yet
- Basic Elements of Generalized Process ControlDocument11 pagesBasic Elements of Generalized Process ControlMourougapragash SubramanianNo ratings yet
- Boiler Tuning BasicsDocument18 pagesBoiler Tuning BasicsLester Pino100% (1)
- Drun Level ControlDocument12 pagesDrun Level ControlAshvani ShuklaNo ratings yet
- 2.1 Purpose of The GCTDocument6 pages2.1 Purpose of The GCTsml mptNo ratings yet
- The Introduction of Automatic Process Control: Xining YeDocument44 pagesThe Introduction of Automatic Process Control: Xining YeNihar Ranjan DashNo ratings yet
- 1815 03 PDFDocument29 pages1815 03 PDFsiamak001No ratings yet
- Cascade, Feed Forward and Boiler Level Control - Practical Process Control by Control GuruDocument3 pagesCascade, Feed Forward and Boiler Level Control - Practical Process Control by Control Guruuttam81d100% (1)
- PID ControllerDocument18 pagesPID ControllerCheng Khie Chieh100% (1)
- Boiler Level ControlDocument20 pagesBoiler Level Controltinuvalsapaul100% (1)
- Steam Turbine Control ValveDocument20 pagesSteam Turbine Control ValverAjA MatiNo ratings yet
- Understand Basics of Steam Injection HeatingDocument4 pagesUnderstand Basics of Steam Injection HeatingBuri BurikusuNo ratings yet
- Surge Control SystemDocument3 pagesSurge Control SystemrafagrandisNo ratings yet
- Boiler-Tuning Basics, Part I: What Constitutes Good Control?Document11 pagesBoiler-Tuning Basics, Part I: What Constitutes Good Control?Udhayakumar VenkataramanNo ratings yet
- PID controller basicsDocument6 pagesPID controller basicsdil17No ratings yet
- 1815 12 PDFDocument21 pages1815 12 PDFUmar IftikharNo ratings yet
- Cascade control strategy for temperature regulation in gas furnaces using secondary flow control loopDocument2 pagesCascade control strategy for temperature regulation in gas furnaces using secondary flow control loopAkash BodekarNo ratings yet
- Boiler Controls and Boiler InterlocksDocument24 pagesBoiler Controls and Boiler InterlocksMohamed ShameemNo ratings yet
- Tuning BoilerDocument6 pagesTuning BoilerGibby VonpoochcoughNo ratings yet
- Chapter 9Document17 pagesChapter 9Sagar PawarNo ratings yet
- Difficulties FacedDocument6 pagesDifficulties FacedJackSparrow86No ratings yet
- Steam Turbine Control Valve, Governing and Lube Oil System ExplainedDocument15 pagesSteam Turbine Control Valve, Governing and Lube Oil System ExplainedPrabhu Lohakare100% (1)
- Improve Process Control with Cascade ControlDocument20 pagesImprove Process Control with Cascade ControlAishah RashiddiNo ratings yet
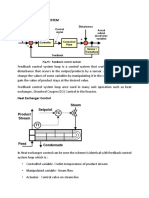
- Feedback Control System: Steam TC Product Stream SetpointDocument3 pagesFeedback Control System: Steam TC Product Stream SetpointGhalih Hakiki KavisaNo ratings yet
- Capricorn Modul Hidraulic Fisa Tehnica 14.03.2013 NA enDocument7 pagesCapricorn Modul Hidraulic Fisa Tehnica 14.03.2013 NA envalentin proseanchinNo ratings yet
- Process Control Unit 1Document16 pagesProcess Control Unit 1Carn JosephNo ratings yet
- AV6+ BypassGeneralDescriptionDocument14 pagesAV6+ BypassGeneralDescriptionGaurav ChauhanNo ratings yet
- Why Effective Process Control is Required for Safety, Quality and ProfitDocument6 pagesWhy Effective Process Control is Required for Safety, Quality and ProfitSebastien PaulNo ratings yet
- Temerature تقريرDocument12 pagesTemerature تقريرAbdullah IyadNo ratings yet
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesFrom EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesRating: 1 out of 5 stars1/5 (2)
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- Energypac Fashions Ltd. Monipur, Hpotapara, Gazipur Sadar, GazipurDocument2 pagesEnergypac Fashions Ltd. Monipur, Hpotapara, Gazipur Sadar, GazipurasmjewelNo ratings yet
- Sr4B Generators: 820 StandbyDocument4 pagesSr4B Generators: 820 StandbyPhilippe HarsadyNo ratings yet
- Swayam Prabha: AboutDocument3 pagesSwayam Prabha: AboutAshlin AarthiNo ratings yet
- HMP7 Relative Humidity and Temperature Probe: For High HumiditiesDocument3 pagesHMP7 Relative Humidity and Temperature Probe: For High HumiditiesRODRIGONo ratings yet
- Duke Engines - Advancement in Engine TechnologyDocument2 pagesDuke Engines - Advancement in Engine TechnologySuyashkandiNo ratings yet
- Getting Started With PSCAD X4 (v4.6.3)Document16 pagesGetting Started With PSCAD X4 (v4.6.3)JHJH HNo ratings yet
- JBVNL Physical Inventory Process GuideDocument12 pagesJBVNL Physical Inventory Process GuideFuad InsanNo ratings yet
- COMP6601 – Linked List IDocument16 pagesCOMP6601 – Linked List IRapik HardiantoNo ratings yet
- Servicemanual Fluorostar 2nd EDDocument386 pagesServicemanual Fluorostar 2nd EDalex lzgNo ratings yet
- Switch With Ans &explDocument80 pagesSwitch With Ans &explTasleem ArifNo ratings yet
- Control MaetroDocument13 pagesControl MaetroWellington LimaNo ratings yet
- Blood Donation Management SystemDocument55 pagesBlood Donation Management SystemGidey Gebrehiwot100% (1)
- NSN For XafpDocument25 pagesNSN For XafpTeget1975No ratings yet
- Net 2020 11 1 - 19Document5 pagesNet 2020 11 1 - 19joao.soares.diNo ratings yet
- Introduction To RoboticsDocument17 pagesIntroduction To RoboticsBharath ThatipamulaNo ratings yet
- Lab Activity 3Document3 pagesLab Activity 3Fabian SebastianNo ratings yet
- Business Oriented E CommerceDocument24 pagesBusiness Oriented E CommerceMohamed Salah El DinNo ratings yet
- TEGAM Model 2340/2350 High Voltage Amplifier ManualDocument19 pagesTEGAM Model 2340/2350 High Voltage Amplifier ManualenticoNo ratings yet
- How To Tune LPG Car Engine For Best PerformanceDocument2 pagesHow To Tune LPG Car Engine For Best Performancearmaanmaan100% (2)
- Megger Data Sheet Model TORKEL900 DATA SHEETDocument6 pagesMegger Data Sheet Model TORKEL900 DATA SHEETlion100_saadNo ratings yet
- Automation Anywhere User Manual - Tethys SolutionsDocument205 pagesAutomation Anywhere User Manual - Tethys Solutionsnaresh kumar kolla0% (1)
- Hyatt Regency Walkway Collapse Case StudyDocument2 pagesHyatt Regency Walkway Collapse Case Studymuizzey aufaNo ratings yet
- MTK Modul 2 Pendalaman MateriDocument48 pagesMTK Modul 2 Pendalaman Materizul hendraNo ratings yet
- Work at Heigh at Night SafetyDocument49 pagesWork at Heigh at Night SafetyKhuda BukshNo ratings yet
- CBM Plus DoD Guidebook (May 08)Document116 pagesCBM Plus DoD Guidebook (May 08)Iwan VitryawanNo ratings yet
- How Do I Fix The Error - Failed To Initialize The Aspen Properties Enterprise DatabaseDocument7 pagesHow Do I Fix The Error - Failed To Initialize The Aspen Properties Enterprise DatabaseSaidFerdjallahNo ratings yet
- Introduction to Process Equipment Failure Rate DataDocument6 pagesIntroduction to Process Equipment Failure Rate Datadaimon_pNo ratings yet
- Additional Reading 2 (Chap 3)Document8 pagesAdditional Reading 2 (Chap 3)vuthuyduong311204No ratings yet