You might also like
- Acrylics: PolymerisationDocument3 pagesAcrylics: PolymerisationSdkmega Hh100% (1)
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975From EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovRating: 5 out of 5 stars5/5 (1)
- Polymer Next PDFDocument31 pagesPolymer Next PDFali100% (2)
- Module 1Document19 pagesModule 1ABIGAIL OLAJUMOKE JOSEPHNo ratings yet
- Solvent Cast Technology - A Versatile ToolDocument14 pagesSolvent Cast Technology - A Versatile ToolsggdgdNo ratings yet
- Unit I: Membrane Manufacture MethodsDocument20 pagesUnit I: Membrane Manufacture MethodsAMOL RASTOGI 19BCM0012100% (1)
- 3 Polimerisasi HomogenDocument38 pages3 Polimerisasi Homogenutami10No ratings yet
- 3 Rekayasa Reaksi PolimerisasiDocument86 pages3 Rekayasa Reaksi Polimerisasirudy_423522658No ratings yet
- Ii. Polymer Synthesis: Part C - Polymerization Techniques: Che El 10: Introduction To Polymer EngineeringDocument35 pagesIi. Polymer Synthesis: Part C - Polymerization Techniques: Che El 10: Introduction To Polymer EngineeringSarah SanchezNo ratings yet
- Teknologi Polimerisasi - ShareDocument91 pagesTeknologi Polimerisasi - ShareAditya FaujiansyahNo ratings yet
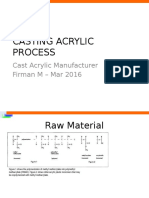
- Casting Acrylic ProcessDocument32 pagesCasting Acrylic ProcessFirman Muttaqin100% (3)
- History Nylon 6Document2 pagesHistory Nylon 6Alessio ScarabelliNo ratings yet
- Polymerization of Acrylic EsterDocument7 pagesPolymerization of Acrylic EsterMichelleYapNo ratings yet
- Membrane Preparation Techniques AnisotropicDocument22 pagesMembrane Preparation Techniques AnisotropicAhammed Sherief Kizhakkethil YousephNo ratings yet
- Polymer Synthesis and Fabrication ReportDocument37 pagesPolymer Synthesis and Fabrication ReportKhuert Jirioz CooperNo ratings yet
- Spinning ProcessDocument22 pagesSpinning ProcessSHWETA CHAUHANNo ratings yet
- PolyethyleneDocument66 pagesPolyethyleneErozgar Profile2227No ratings yet
- Lecture 4 - Properties and Application of Textile Fibers Yarns and New Fiber and Yarn Engineering 30th October 2022Document86 pagesLecture 4 - Properties and Application of Textile Fibers Yarns and New Fiber and Yarn Engineering 30th October 2022Nadeeka TisseraNo ratings yet
- Synthetic FibresDocument42 pagesSynthetic FibresRemen RajNo ratings yet
- CH CH C CH CH - C N N: PolymerizationDocument16 pagesCH CH C CH CH - C N N: PolymerizationAkash YadavNo ratings yet
- Synthetic Polymer IndustriesDocument52 pagesSynthetic Polymer IndustriesH.J.PrabhuNo ratings yet
- Pce-Ii Unit IiiDocument118 pagesPce-Ii Unit IiiMeghana SNo ratings yet
- Poly-å-Caprolactam: 1. ProcedureDocument3 pagesPoly-å-Caprolactam: 1. ProcedureMathaneshan RajagopalNo ratings yet
- Synthetic RubberDocument21 pagesSynthetic Rubbermy4747941No ratings yet
- Lec (7) MicroencapsulationDocument27 pagesLec (7) Microencapsulationsalamshakir56No ratings yet
- Adhesives Without Chemical ReactionDocument18 pagesAdhesives Without Chemical ReactionPubg fansNo ratings yet
- PP Film ManufacturingDocument61 pagesPP Film ManufacturingMerve Ayvaz KöroğluNo ratings yet
- Bulk Polymerization 2015Document14 pagesBulk Polymerization 2015Haiqal AzizNo ratings yet
- Production of Elastomeric FibresDocument30 pagesProduction of Elastomeric Fibresmahe_ft0% (1)
- MMF & Texturing - UpdateDocument26 pagesMMF & Texturing - UpdateChamal JayasingheNo ratings yet
- Composite Manufacturing ProcessesDocument4 pagesComposite Manufacturing ProcessesUmesh KsNo ratings yet
- Polyvinylchloride (PVC) : Eco-Profiles of The European Plastics IndustryDocument15 pagesPolyvinylchloride (PVC) : Eco-Profiles of The European Plastics IndustryGuillianNo ratings yet
- Chapter 03Document29 pagesChapter 03Simon LexsNo ratings yet
- 1.0 Mould Intro On PlasticsDocument17 pages1.0 Mould Intro On Plasticsnurul ainiNo ratings yet
- Poly Acrylonitrile FiberDocument18 pagesPoly Acrylonitrile FiberSourabh Singh ChauhanNo ratings yet
- Reference MaterialDocument14 pagesReference MaterialermiasNo ratings yet
- Elastomeric Impression MaterialsDocument86 pagesElastomeric Impression MaterialsMereesha K MoideenNo ratings yet
- Plastic Industries: An OverviewDocument10 pagesPlastic Industries: An OverviewKubra ĖdrisNo ratings yet
- Elastic Impression MaterialsDocument119 pagesElastic Impression MaterialsSyed Noorani50% (2)
- Polyamide For Flexible Packaging FilmDocument57 pagesPolyamide For Flexible Packaging Filmtabassim100% (1)
- Calendering ProcessDocument37 pagesCalendering ProcessShubham ChaudharyNo ratings yet
- 03 Chap 3 Membrane Preparation Phase InversionDocument51 pages03 Chap 3 Membrane Preparation Phase InversionRamanan NadarajanNo ratings yet
- Degasification of Polymer in The Vacuum EvaporatorDocument4 pagesDegasification of Polymer in The Vacuum EvaporatorUlricNo ratings yet
- AcrylicDocument63 pagesAcrylic1416No ratings yet
- PWM Week 1 WatermarkDocument80 pagesPWM Week 1 WatermarkJay Prakash SahooNo ratings yet
- What Is Polypropylene?Document11 pagesWhat Is Polypropylene?Shivam KabirNo ratings yet
- Rubber Industries Handouts)Document18 pagesRubber Industries Handouts)sufia80No ratings yet
- 02 Multilayercompositefilms 110322072335 Phpapp02Document48 pages02 Multilayercompositefilms 110322072335 Phpapp02naveenjeswaniNo ratings yet
- What Are Acrylic Polymers?: MonomerDocument8 pagesWhat Are Acrylic Polymers?: MonomerShivani UpadhyayNo ratings yet
- Polymer ReportDocument15 pagesPolymer ReportSheena GagarinNo ratings yet
- Fabrication of Woven Carbon Fibrepolycarbonate Repair Patches 1996Document7 pagesFabrication of Woven Carbon Fibrepolycarbonate Repair Patches 1996koreaflyerNo ratings yet
- HDPE-LLDPE Notes For MTechDocument4 pagesHDPE-LLDPE Notes For MTechSdkmega HhNo ratings yet
- UntitledDocument41 pagesUntitledJayesh ThankiNo ratings yet
- Aa PDFDocument7 pagesAa PDFnguyen duyNo ratings yet
- Casting MethodDocument15 pagesCasting MethodGabriela Maira Sanches VolpiNo ratings yet
- 5.2 Plastics: Called Thermo Sets: 5.2.1 Thermoplastics. Thermoplastics Become Soften When Heated and Hard When CooledDocument4 pages5.2 Plastics: Called Thermo Sets: 5.2.1 Thermoplastics. Thermoplastics Become Soften When Heated and Hard When CooledBereket BlessingNo ratings yet
- Acrylic PolymersDocument25 pagesAcrylic PolymersKaye NicolasNo ratings yet
- Nylon 6-6Document18 pagesNylon 6-6Pruthvisinh JadavNo ratings yet
- .50 BMG - Wikipedia PDFDocument13 pages.50 BMG - Wikipedia PDFAce ActionNo ratings yet
- Your Paragraph TextDocument11 pagesYour Paragraph TextTalha AamirNo ratings yet
- ColsonCatalogR27!11!11 15Document124 pagesColsonCatalogR27!11!11 15Roberto SolorzanoNo ratings yet
- Scribd Sap SD Pricing in Depth Configuration GuideDocument136 pagesScribd Sap SD Pricing in Depth Configuration GuideRavi SubramanianNo ratings yet
- 1st PUC BLUE PRINT FOR SUMMATIVE ASSESSMENTDocument1 page1st PUC BLUE PRINT FOR SUMMATIVE ASSESSMENTthakursingh14367% (3)
- On Campus BA - Consultant JDDocument2 pagesOn Campus BA - Consultant JDSivaramakrishna SobhaNo ratings yet
- Linux CommandDocument128 pagesLinux CommandZakNo ratings yet
- Type Approval Certificate: ABB AB, Control ProductsDocument3 pagesType Approval Certificate: ABB AB, Control ProductsDkalestNo ratings yet
- Modes of Flexible LearningDocument4 pagesModes of Flexible LearningJesseilou GullebanNo ratings yet
- PF2 S02-10 in Burning DawnDocument31 pagesPF2 S02-10 in Burning Dawnxajos85812No ratings yet
- Answers 1Document68 pagesAnswers 1Miguel Angel HernandezNo ratings yet
- EPON OLT Operation Manual V1.2 20211102Document484 pagesEPON OLT Operation Manual V1.2 20211102MfahmifauzanNo ratings yet
- Table of Specifications With Test in Science - Quarter 4 - (Week 3 and Week 4)Document4 pagesTable of Specifications With Test in Science - Quarter 4 - (Week 3 and Week 4)Sarah Jane Lagura Rele50% (2)
- 2023 Global State of Digital Trust Infographic FinalDocument1 page2023 Global State of Digital Trust Infographic Finalhakkan meierNo ratings yet
- Service Manual: Diva Avr200 Surround Sound ReceiverDocument61 pagesService Manual: Diva Avr200 Surround Sound Receiver王军No ratings yet
- 11th Bio Botany Important Questions For Volume 1 PDFDocument6 pages11th Bio Botany Important Questions For Volume 1 PDFNaren44% (9)
- Leaf Area Estimation of Anacardium HumileDocument8 pagesLeaf Area Estimation of Anacardium HumileAngelita SoaresNo ratings yet
- De Quervains TenosynovitisDocument2 pagesDe Quervains TenosynovitisomboNo ratings yet
- Helping Slides Pipelining Hazards SolutionsDocument55 pagesHelping Slides Pipelining Hazards SolutionsA NNo ratings yet
- Quantity Calculation FormatDocument8 pagesQuantity Calculation FormatNabraiz AnsariNo ratings yet
- DEH-1250MPG DEH-1250MP: Owner's Manual Manual de Instrucciones Manual Do ProprietárioDocument80 pagesDEH-1250MPG DEH-1250MP: Owner's Manual Manual de Instrucciones Manual Do ProprietárioMoezz Asif Research Associate-Faculty of Avionics EngineeringNo ratings yet
- MITSUBISHI WD738 Service ManualDocument89 pagesMITSUBISHI WD738 Service ManualBryan Kentner100% (1)
- Lovol - Fl936-Dhbo6g0131Document140 pagesLovol - Fl936-Dhbo6g0131LuzioNetoNo ratings yet
- Report Documentation Page: Major James R. VanceDocument26 pagesReport Documentation Page: Major James R. VanceQazma RarajNo ratings yet
- Instant Download Principles of Virology Ebook PDF FREEDocument11 pagesInstant Download Principles of Virology Ebook PDF FREEwalter.penn362100% (51)
- Report Mii 1023 Marketing Management 2Document6 pagesReport Mii 1023 Marketing Management 2qibNo ratings yet
- Exercises For Functional AnalysisDocument10 pagesExercises For Functional AnalysisEDU CIPANANo ratings yet
- Essay On Education in IndiaDocument6 pagesEssay On Education in IndiaSümît DãsNo ratings yet
- MCQ Questions Set 2 Introduction To AccountingDocument3 pagesMCQ Questions Set 2 Introduction To AccountingHsiu PingNo ratings yet
- Quiz 4m PDF FreeDocument43 pagesQuiz 4m PDF FreeMohammed MinhajNo ratings yet