You might also like
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- Advances in Machine Tool Design and Research 1967: Proceedings of the 8th International M.T.D.R. Conference (Incorporating the 2nd International CIRP Production Engineering Research Conference), the University of Manchester Institute of Science and Technology, September 1967From EverandAdvances in Machine Tool Design and Research 1967: Proceedings of the 8th International M.T.D.R. Conference (Incorporating the 2nd International CIRP Production Engineering Research Conference), the University of Manchester Institute of Science and Technology, September 1967S. A. TobiasNo ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
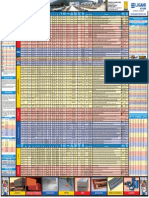
- MIG Flux-Cored Welding CalculatorDocument1 pageMIG Flux-Cored Welding CalculatorDen Yogi Hardiyanto100% (1)
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Jewelry Making for Beginners: 32 Projects with MetalsFrom EverandJewelry Making for Beginners: 32 Projects with MetalsRating: 4 out of 5 stars4/5 (2)
- Technical Manual - The Blacksmith and the Welder - June 16, 1941From EverandTechnical Manual - The Blacksmith and the Welder - June 16, 1941No ratings yet
- Home Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'From EverandHome Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'No ratings yet
- XXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkFrom EverandXXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkNo ratings yet
- Paper-Cutting Machines: A Primer of Information about Paper and Card Trimmers, Hand-Lever Cutters, Power Cutters and Other Automatic Machines for Cutting PaperFrom EverandPaper-Cutting Machines: A Primer of Information about Paper and Card Trimmers, Hand-Lever Cutters, Power Cutters and Other Automatic Machines for Cutting PaperNo ratings yet
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsFrom EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- The Blacksmith's Craft - An Introduction To Smithing For Apprentices And CraftsmenFrom EverandThe Blacksmith's Craft - An Introduction To Smithing For Apprentices And CraftsmenNo ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- A Little Book of Making Tools and Equipment for the Studio: Includes Instructions for Making a Printing Press, Line Printing Blocks, Rubber Stamp Making, Stencil Cutting and StencillingFrom EverandA Little Book of Making Tools and Equipment for the Studio: Includes Instructions for Making a Printing Press, Line Printing Blocks, Rubber Stamp Making, Stencil Cutting and StencillingNo ratings yet
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaFrom EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD.M.R. TaplinNo ratings yet
- 3D Photography Slide-Bars, How to Make 3D Camera Slide-Bars and Twin-Cam Mounting BarsFrom Everand3D Photography Slide-Bars, How to Make 3D Camera Slide-Bars and Twin-Cam Mounting BarsNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Modelling the late Panzerkampfwagen IV Ausf. J, 5.Panzer-Division, East Prussia, 1944From EverandModelling the late Panzerkampfwagen IV Ausf. J, 5.Panzer-Division, East Prussia, 1944Rating: 5 out of 5 stars5/5 (1)
- Structural Concrete: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionFrom EverandStructural Concrete: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Forging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingFrom EverandForging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingRating: 5 out of 5 stars5/5 (1)
- Hand-Forging and Wrought-Iron Ornamental WorkFrom EverandHand-Forging and Wrought-Iron Ornamental WorkRating: 5 out of 5 stars5/5 (1)
- Bab IV Hasil PenelitianDocument14 pagesBab IV Hasil PenelitianDen Yogi HardiyantoNo ratings yet
- 4 Thermit WeldingDocument2 pages4 Thermit WeldingDen Yogi HardiyantoNo ratings yet
- International Journal of Educational Development: Su Jung Choi, Jin Chul Jeong, Seoung Nam KimDocument10 pagesInternational Journal of Educational Development: Su Jung Choi, Jin Chul Jeong, Seoung Nam KimDen Yogi HardiyantoNo ratings yet
- Housing FrameDocument4 pagesHousing FrameDen Yogi HardiyantoNo ratings yet
- Pulley DIDocument4 pagesPulley DIDen Yogi HardiyantoNo ratings yet
- c3 Silabus Pembuatan Pola Kelas XiiDocument13 pagesc3 Silabus Pembuatan Pola Kelas XiiDen Yogi HardiyantoNo ratings yet
- MarketingDocument74 pagesMarketingDen Yogi HardiyantoNo ratings yet
- WPS-PQR Pengelasan (AA)Document12 pagesWPS-PQR Pengelasan (AA)Abrianto AkuanNo ratings yet
- Cabang IlmuDocument1 pageCabang IlmuDen Yogi HardiyantoNo ratings yet
- MarketingDocument74 pagesMarketingDen Yogi HardiyantoNo ratings yet
- Lembar Penilaian Las 7Document7 pagesLembar Penilaian Las 7Den Yogi Hardiyanto100% (1)
- SDP08 Uji HipotesisDocument17 pagesSDP08 Uji HipotesisDen Yogi HardiyantoNo ratings yet
- Catalogo Lugand AciersDocument1 pageCatalogo Lugand AcierskevinNo ratings yet
- Nr. 2 Roheisen - StahlDocument7 pagesNr. 2 Roheisen - StahlAlwin FaßbenderNo ratings yet
- Figura P2.121Document1 pageFigura P2.121YVAN RENE LEIVA CALVANAPONNo ratings yet
- (PDF) Mina Antapaccay - Compress PDFDocument3 pages(PDF) Mina Antapaccay - Compress PDFLoayza Hilarion Joel EdverNo ratings yet
- Ch11 CastingProcessesDocument102 pagesCh11 CastingProcessesFahmi PrayogiNo ratings yet
- Datasheet GarnetDocument1 pageDatasheet GarnetnnuekNo ratings yet
- Roches Silicoclastiques PDFDocument27 pagesRoches Silicoclastiques PDFZiad AouichatNo ratings yet
- LAB160093 Synthetic Diamond Brochure R14 ENDocument2 pagesLAB160093 Synthetic Diamond Brochure R14 ENPrachur SinghalNo ratings yet
- ASME IX Parte 46 (Anexo D) NuevoDocument14 pagesASME IX Parte 46 (Anexo D) NuevoAnthony PozoNo ratings yet
- 1RF Tube Failure PDFDocument8 pages1RF Tube Failure PDFMd. Imran HossainNo ratings yet
- Guevara Vásquez Carol Elizabeth - Orrilla Acuña Yanela Del RocíoDocument46 pagesGuevara Vásquez Carol Elizabeth - Orrilla Acuña Yanela Del RocíoJunior VasquezNo ratings yet
- Ficha Técnica AluminioDocument2 pagesFicha Técnica AluminioNieto Valencia Jenifer IsabelNo ratings yet
- Overview of Continuous-Annealing Technology For Steel Sheet ProductsDocument2 pagesOverview of Continuous-Annealing Technology For Steel Sheet Productsvenkat mechNo ratings yet
- Maclas y Agregados CristalinosDocument46 pagesMaclas y Agregados CristalinosPablo Huarcaya RomeroNo ratings yet
- DFM 2021Document42 pagesDFM 2021Damian DariusNo ratings yet
- Stellite Grade 12-DatasheetDocument2 pagesStellite Grade 12-DatasheetNinad PawarNo ratings yet
- Die Material Spec FordDocument35 pagesDie Material Spec FordluisA1923No ratings yet
- Astm A312Document12 pagesAstm A312EbernalNo ratings yet
- Indian Lithium Deposits - An Analysis by Dr. Devarajan - 12 Feb 2023 PDFDocument2 pagesIndian Lithium Deposits - An Analysis by Dr. Devarajan - 12 Feb 2023 PDFMani MaranNo ratings yet
- 2004 Syn Dia Chart 5Document1 page2004 Syn Dia Chart 5lostflasNo ratings yet
- Brimhall, 1980 - Deep Hypogene Oxidation at Butte, MontanaDocument26 pagesBrimhall, 1980 - Deep Hypogene Oxidation at Butte, MontanaDiegoNo ratings yet
- Drasta C 5022: UtilisationsDocument1 pageDrasta C 5022: UtilisationsAnya PamungkasNo ratings yet
- AWS 5.15 Cast Iron ElectrodesDocument30 pagesAWS 5.15 Cast Iron ElectrodesMed Ali SmaouiNo ratings yet
- 2004 - 04 - Eng BrazingDocument10 pages2004 - 04 - Eng BrazingKewell LimNo ratings yet
- Información Sobre Estructuras de Metal y MaderaDocument17 pagesInformación Sobre Estructuras de Metal y MaderaJuan A. CedeñoNo ratings yet
- Astm A961Document8 pagesAstm A961Baskaran SubramaniyanNo ratings yet
- Asme Section Ii A-2 Sa-841 Sa-841mDocument10 pagesAsme Section Ii A-2 Sa-841 Sa-841mdavid perezNo ratings yet
- PS QS 17 - Tradecorp - AZ Rev - 10 01 21Document1 pagePS QS 17 - Tradecorp - AZ Rev - 10 01 21Maria CarlosNo ratings yet
- W302 PDF FreeDocument2 pagesW302 PDF FreeLeandro FortunatoNo ratings yet
- SilicatosDocument31 pagesSilicatosCarolina VillagránNo ratings yet