You might also like
- MicrobiologiaDocument21 pagesMicrobiologiaAlexander RiosNo ratings yet
- InocuidadDocument2 pagesInocuidadCarlos Daniel Mamani CastañedaNo ratings yet
- Declaracion Jurada RR - SS - Ingeco - Final FinalDocument8 pagesDeclaracion Jurada RR - SS - Ingeco - Final FinalNataly Estefani Zurichaqui MachacaNo ratings yet
- Alfonso - Hernandez - Actividad2 AgostoDocument14 pagesAlfonso - Hernandez - Actividad2 AgostopacoxD :vNo ratings yet
- Ficha Juegos PicasDocument3 pagesFicha Juegos PicaserkampillosNo ratings yet
- 2 Trabajo NeoDocument3 pages2 Trabajo NeoAxel Aguirre100% (1)
- ONL BPM - Manual Rv1 PDFDocument118 pagesONL BPM - Manual Rv1 PDFIris MoralesNo ratings yet
- Analisis de La DemandaDocument8 pagesAnalisis de La DemandaJuan Quispe HuancaNo ratings yet
- Hito 2 Cirugia Iii P1 - Dr. Heredia 2021Document3 pagesHito 2 Cirugia Iii P1 - Dr. Heredia 2021Adrian CalderonNo ratings yet
- Nutricion Cuadrado de Pearson DobleDocument4 pagesNutricion Cuadrado de Pearson DobleMere RNo ratings yet
- Cuadro Comparativo de AnticonvulsivantesDocument5 pagesCuadro Comparativo de AnticonvulsivantesfernandaNo ratings yet
- Dispositivos y Técnicas de Compensación de Dispersión CromáticaDocument7 pagesDispositivos y Técnicas de Compensación de Dispersión CromáticaRask Cesar ChambillaNo ratings yet
- Biomoleculas InorganicasDocument12 pagesBiomoleculas InorganicasNicolás Fáez VillalobosNo ratings yet
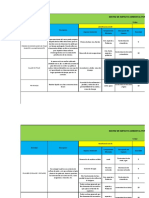
- Matriz de Impacto AmbientalDocument8 pagesMatriz de Impacto AmbientalNeon SnNo ratings yet
- Capacitacion de Uso de ExtintoresDocument34 pagesCapacitacion de Uso de ExtintoresDanni SevenantsNo ratings yet
- LINEHAN M. - Tratamiento Cognitivo-Conductual para El Trastorno Límite de La PersonalidadDocument382 pagesLINEHAN M. - Tratamiento Cognitivo-Conductual para El Trastorno Límite de La PersonalidadConstanza DriNo ratings yet
- 2º - Historia Bachiller Ciencias SocialesDocument3 pages2º - Historia Bachiller Ciencias SocialesGloria Peña ArguelloNo ratings yet
- Cryptosporidium ParvumDocument16 pagesCryptosporidium ParvumMarleny Ley DhluNo ratings yet
- Pres CDIDocument26 pagesPres CDIGabriel Amaris RivasNo ratings yet
- All You Can Eat by Shane McKenzie (Español)Document110 pagesAll You Can Eat by Shane McKenzie (Español)erwin onofre67% (3)
- 11 2014 Ebullicion y CondensacionDocument42 pages11 2014 Ebullicion y CondensacionAnonymous LZ15h6AyNo ratings yet
- MAPODocument4 pagesMAPOjoha ValdezNo ratings yet
- Fime Fisica 4: Practica 2Document8 pagesFime Fisica 4: Practica 2Jorge GarciaNo ratings yet
- Aislados Isopol PDFDocument2 pagesAislados Isopol PDFPrimero Valencia LuisNo ratings yet
- Laboratorio 5Document21 pagesLaboratorio 5Benny Gomez C0% (1)
- Banco de TransformadoresDocument8 pagesBanco de TransformadoresSamuel SayNo ratings yet
- Proteins C Reactivaa TerceroDocument20 pagesProteins C Reactivaa TerceroJessica LlulemaNo ratings yet
- El Lobo Estepario SinopsisDocument7 pagesEl Lobo Estepario SinopsisHector BurgosNo ratings yet