You might also like
- Casting Fundamentals and Basics ConceptsDocument68 pagesCasting Fundamentals and Basics Conceptsquiron2010No ratings yet
- 09 Cast IronDocument34 pages09 Cast IronyogeshmangulkarNo ratings yet
- Casting TheoryDocument22 pagesCasting TheoryJairam Atluri100% (1)
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- Ingot StructureDocument5 pagesIngot StructureklawsisNo ratings yet
- Metallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964From EverandMetallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964W. O. AlexanderNo ratings yet
- 2c-CASTING DESIGN ECONOMICSDocument18 pages2c-CASTING DESIGN ECONOMICSIzzat IkramNo ratings yet
- Casting of Aluminum 201 in The Semi Solid State.Document8 pagesCasting of Aluminum 201 in The Semi Solid State.Nahid LatonaNo ratings yet
- Procast - ESI - Casting SimulationsDocument14 pagesProcast - ESI - Casting Simulationsvmgobinath100% (2)
- Semi Solid RheocastingDocument21 pagesSemi Solid RheocastingGiacomo ZammattioNo ratings yet
- Geometrical Modulus of A Casting and Its Influence On Solidification ProcessDocument7 pagesGeometrical Modulus of A Casting and Its Influence On Solidification ProcessRa BalamuruganNo ratings yet
- Casting ProcessesDocument20 pagesCasting ProcessesVv4HNo ratings yet
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981From EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981No ratings yet
- A Study of Casting Characteristics For Die Cast Aluminum Alloy-Anwar HussainDocument23 pagesA Study of Casting Characteristics For Die Cast Aluminum Alloy-Anwar Hussainoquintero99100% (2)
- Pin HolesDocument4 pagesPin HolesEr WidodoNo ratings yet
- Chvorinov S Rule and Determination of Coefficient of Heat Accumulation of Moulds With Non Quartz Base SandsDocument6 pagesChvorinov S Rule and Determination of Coefficient of Heat Accumulation of Moulds With Non Quartz Base SandsSelvarajNo ratings yet
- Sand Casting and Other Casting ProcessesDocument74 pagesSand Casting and Other Casting ProcessesRashid KareemNo ratings yet
- Cast Vs ForgedDocument9 pagesCast Vs ForgedSIVANo ratings yet
- Foundry DefectsDocument12 pagesFoundry DefectsVirendra Gupta100% (1)
- Casting ProcessesDocument18 pagesCasting ProcessesvelavansuNo ratings yet
- Engineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeFrom EverandEngineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeNo ratings yet
- VacuumDocument6 pagesVacuum03sri03No ratings yet
- 8 - Rapid S Process - Anders JarforsDocument38 pages8 - Rapid S Process - Anders JarforsDalat TigonNo ratings yet
- Die Casting Die Design - Runner, Gate, EtcDocument45 pagesDie Casting Die Design - Runner, Gate, EtcVig PankajNo ratings yet
- Casting TheoryDocument55 pagesCasting TheorygggNo ratings yet
- Die Casting GuidelinesDocument12 pagesDie Casting GuidelinesMichael Arvin GabineteNo ratings yet
- FLOW 3D MP v6 BrochureDocument9 pagesFLOW 3D MP v6 Brochurehhad0% (1)
- Squeeze Casting - An Overview PDFDocument9 pagesSqueeze Casting - An Overview PDFDian Try SaputriNo ratings yet
- Foundry Process:: Casting TermsDocument23 pagesFoundry Process:: Casting TermskalaivananmekNo ratings yet
- Semi Solid Metal Fact SheetDocument4 pagesSemi Solid Metal Fact SheetTrung Duong MinhNo ratings yet
- Gating&Risering SystemDocument44 pagesGating&Risering Systemmary100% (1)
- Forging and ForgeabilityDocument3 pagesForging and ForgeabilityjestinNo ratings yet
- Grains Structure of IngotsDocument6 pagesGrains Structure of Ingotshayder1920No ratings yet
- Operator TrainingDocument38 pagesOperator TrainingluisA1923No ratings yet
- Principles of SolidificationDocument74 pagesPrinciples of SolidificationAnand ShivannaNo ratings yet
- Cost Effective Casting Design PDFDocument20 pagesCost Effective Casting Design PDFBambangIrawan48No ratings yet
- Metal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingDocument7 pagesMetal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingzidaaanNo ratings yet
- Diamond Chemical Vapor Deposition: Nucleation and Early Growth StagesFrom EverandDiamond Chemical Vapor Deposition: Nucleation and Early Growth StagesNo ratings yet
- Grain Refinement of AluminiumDocument12 pagesGrain Refinement of AluminiumOmer Can EserNo ratings yet
- Semi-Solid Metal ProcessingDocument26 pagesSemi-Solid Metal ProcessingJery Indra Putra HarianjaNo ratings yet
- Metal Casting Principles and TechniquesDocument6 pagesMetal Casting Principles and TechniquesChandra Wahyu SetiawanNo ratings yet
- A Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationDocument35 pagesA Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationJorge Madias100% (1)
- Metal Casting Dies: Thoguluva Raghavan VijayaramDocument4 pagesMetal Casting Dies: Thoguluva Raghavan VijayaramcombinationcoffeeNo ratings yet
- Chapter 4Document119 pagesChapter 4razlan ghazaliNo ratings yet
- Brochure For HPDC ProcessDocument4 pagesBrochure For HPDC Processramaswamykama786No ratings yet
- MSI DC 01 FosecoDocument4 pagesMSI DC 01 FosecoVivek Shrivastava100% (1)
- Applied Science in the Casting of MetalsFrom EverandApplied Science in the Casting of MetalsK. StraussNo ratings yet
- Gating SystemDocument27 pagesGating SystemAnup Tigga75% (4)
- HPDCdesign Basic PrinciplesDocument9 pagesHPDCdesign Basic PrinciplesGanesan ThangasamyNo ratings yet
- MAG Design GuideDocument32 pagesMAG Design Guidekarthik_thanguduNo ratings yet
- Mould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionFrom EverandMould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionNo ratings yet
- Loose Piece Pattern CastingDocument29 pagesLoose Piece Pattern CastingshuklameNo ratings yet
- Cast Iron BMEDocument2 pagesCast Iron BMEsahitya karaheNo ratings yet
- New Microsoft Office Word DocumentDocument13 pagesNew Microsoft Office Word Documentneetu_deep624No ratings yet
- Electronic AssignmentDocument12 pagesElectronic Assignmentneetu_deep624No ratings yet
- Respect Cannot Be Demanded, It Must Be Earned. Respect Is Earned Only by Giving It AwayDocument8 pagesRespect Cannot Be Demanded, It Must Be Earned. Respect Is Earned Only by Giving It AwayEmad AliNo ratings yet
- Non Creamy LayerDocument2 pagesNon Creamy LayerMohammed Favas ChembanNo ratings yet
- Wood JointsDocument9 pagesWood Jointsneetu_deep624No ratings yet
- 01 (T) - Electric Charge and Electric FieldDocument13 pages01 (T) - Electric Charge and Electric Fieldp_k_soni_iit_physics50% (2)
- Composite Failure TheoriesDocument19 pagesComposite Failure TheoriesZach Lovering0% (1)
- Loss On Ignition (L.O.I) : Concrete Technology (I) Lecture 3Document10 pagesLoss On Ignition (L.O.I) : Concrete Technology (I) Lecture 3Mahmoud HosnyNo ratings yet
- ME123L FlatbackDocument14 pagesME123L FlatbackJosephNo ratings yet
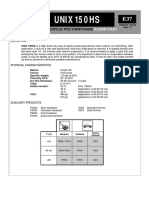
- Roberlo Unix 150HS ClearcoatDocument3 pagesRoberlo Unix 150HS Clearcoatgavidiaman71No ratings yet
- BS 5911-120Document33 pagesBS 5911-120Niranjan GargNo ratings yet
- Concept Knitting LTD.: Masco Group Benmorle AM-300 Trail ReportDocument2 pagesConcept Knitting LTD.: Masco Group Benmorle AM-300 Trail ReportNahianNo ratings yet
- DynaPrep MDSF Tooling Chart Rev A 04154Document2 pagesDynaPrep MDSF Tooling Chart Rev A 04154Andres NavarroNo ratings yet
- Wrought Nickel-Iron Soft Magnetic Alloys (UNS K94490, K94840, N14076, N14080)Document6 pagesWrought Nickel-Iron Soft Magnetic Alloys (UNS K94490, K94840, N14076, N14080)Tomy lee youngNo ratings yet
- Plant Mass Flow-50080091 - A4-P - 5.0 - ENDocument9 pagesPlant Mass Flow-50080091 - A4-P - 5.0 - ENHassan raufNo ratings yet
- Inspection of Support Foundation Prior To Structural or Equipment Installation SAIC-M-2006 03-Apr-22 MechDocument2 pagesInspection of Support Foundation Prior To Structural or Equipment Installation SAIC-M-2006 03-Apr-22 MechsankuNo ratings yet
- BS 1881 Part 208 1996Document14 pagesBS 1881 Part 208 1996resty manuelNo ratings yet
- Data Sheet For HDPEDocument1 pageData Sheet For HDPEShowkath AliNo ratings yet
- Iron Sand ProcessingDocument17 pagesIron Sand ProcessingTomi PurwonoNo ratings yet
- THERMACT Solid Fuels - 2018Document4 pagesTHERMACT Solid Fuels - 2018Ajit SidhuNo ratings yet
- Bendable ConcreteDocument18 pagesBendable ConcreteScarlordNo ratings yet
- Heike Brachlow-Creating Bespoke Glass ColourDocument17 pagesHeike Brachlow-Creating Bespoke Glass ColourHua Hidari YangNo ratings yet
- Lean Concrete 100mm THK Lean Concrete 100mm THK Lean Concrete 100mm THK Lean Concrete 100mm THKDocument1 pageLean Concrete 100mm THK Lean Concrete 100mm THK Lean Concrete 100mm THK Lean Concrete 100mm THKChime MornNo ratings yet
- CBLM Core Smaw nc1Document57 pagesCBLM Core Smaw nc1MANPOWER ORMOC100% (5)
- Periodic Table AP ChemDocument1 pagePeriodic Table AP ChemJoshua KimNo ratings yet
- ASTM C55 - 01aDocument3 pagesASTM C55 - 01aMarco Soto100% (3)
- Tinuvin 400 October 2019 R4 IC PPDocument4 pagesTinuvin 400 October 2019 R4 IC PPEmilio HipolaNo ratings yet
- PST MaxxShot Brochure Fina06th March EditlDocument4 pagesPST MaxxShot Brochure Fina06th March EditlDhinesh DftNo ratings yet
- Fire Fighting Code PDFDocument8 pagesFire Fighting Code PDFReuben EphraimNo ratings yet
- Trench Wall Design SheetDocument7 pagesTrench Wall Design SheetramyaNo ratings yet
- RMC Mix Design PDFDocument19 pagesRMC Mix Design PDFluongiccNo ratings yet
- 12 Peter Baen ThermonDocument31 pages12 Peter Baen ThermonHafeez AhmadNo ratings yet
- Flowers More Than 50 ProjectDocument146 pagesFlowers More Than 50 ProjectMuhammed100% (7)
- Financial Plan PamurayanDocument29 pagesFinancial Plan PamurayanMark Angelo Hasal DuanaNo ratings yet
- Daisy The Cavapoochon by Amanda BerryDocument4 pagesDaisy The Cavapoochon by Amanda Berryvanessa.shand1No ratings yet
- Ward Burner Systems - Sample Calculations - Power Burners, Raku Burners, and KilnsDocument2 pagesWard Burner Systems - Sample Calculations - Power Burners, Raku Burners, and KilnskatifundaNo ratings yet
- Oris Catalogue 2021 Tablet - Original - 12595Document77 pagesOris Catalogue 2021 Tablet - Original - 12595maxNo ratings yet