You might also like
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Common Weld DicontinuitiesDocument17 pagesCommon Weld DicontinuitiesBarış Musa TetikNo ratings yet
- Common Weld DicontinuitiesDocument17 pagesCommon Weld Dicontinuitiesuwakwe henryNo ratings yet
- Butt weld imperfections and defects guideDocument47 pagesButt weld imperfections and defects guidearash59_4uNo ratings yet
- Welding Inspection Guide: Identifying Defects & Making RepairsDocument40 pagesWelding Inspection Guide: Identifying Defects & Making RepairsAbdulateaf SattiNo ratings yet
- Ss WeldingDocument12 pagesSs Welding0502ravi100% (1)
- Welding Defect Causes and PreventionDocument2 pagesWelding Defect Causes and PreventionElizabeth Spence0% (1)
- Stainless Steel DefectsDocument30 pagesStainless Steel Defects0502ravi100% (1)
- WC514Document1 pageWC51455312714No ratings yet
- RM01 - 16 Case Study MIG WeldingDocument39 pagesRM01 - 16 Case Study MIG WeldingAnonymous cgcKzFtX100% (2)
- CeweldDocument2 pagesCeweldcfcshakerNo ratings yet
- Welding Defects PresentationDocument17 pagesWelding Defects PresentationVUYONo ratings yet
- Xa00152120 Welding Defects February 2011Document1 pageXa00152120 Welding Defects February 2011Mehmet Soysal100% (1)
- Welding Techniques and Remedies for Common DefectsDocument38 pagesWelding Techniques and Remedies for Common DefectsLunilyn Ortega100% (1)
- Welding DefectsDocument5 pagesWelding DefectsDEEPAKNo ratings yet
- 01 Wis5 Defect NewDocument55 pages01 Wis5 Defect NewHai Vuu100% (2)
- Welding DefectsDocument27 pagesWelding DefectsEvan Jared L. GalvezNo ratings yet
- Welding InspectionDocument19 pagesWelding InspectionMaricrisMendozaNo ratings yet
- VISUALDocument57 pagesVISUALasma100% (2)
- Welding Inspection: Defects/Repairs Course Reference WIS 5Document58 pagesWelding Inspection: Defects/Repairs Course Reference WIS 5Kmt_AeNo ratings yet
- Weld Inspection Check List: Defect Type Defect Description/ VisualDocument16 pagesWeld Inspection Check List: Defect Type Defect Description/ VisualAndreas WirantoNo ratings yet
- Weld DefectsDocument48 pagesWeld DefectsStewart StevenNo ratings yet
- Cracks and welding imperfectionsDocument39 pagesCracks and welding imperfectionsAnonymousNo ratings yet
- C.25LAS01.026.01 Sesi 3 - Jenis Cacat Las (2JP)Document57 pagesC.25LAS01.026.01 Sesi 3 - Jenis Cacat Las (2JP)vnrfjrnNo ratings yet
- RTFI-weld-defect-repairs-twiDocument61 pagesRTFI-weld-defect-repairs-twismsunil12345No ratings yet
- WeldingDocument41 pagesWeldinggigiphiNo ratings yet
- Welding DefectsDocument47 pagesWelding Defects0502raviNo ratings yet
- Welding Defects GuideDocument5 pagesWelding Defects GuideJay R ChivaNo ratings yet
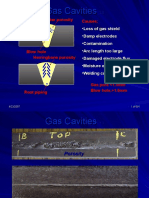
- Causes and Cures of Common Welding Defects: Blow HolesDocument12 pagesCauses and Cures of Common Welding Defects: Blow HolesDeepak GuptaNo ratings yet
- IIW - Welding DefectsDocument31 pagesIIW - Welding Defectsvarundevil87No ratings yet
- Weld DefectsDocument31 pagesWeld DefectsThulasi RamNo ratings yet
- NDT OutcomeDocument12 pagesNDT OutcomeZarif YusufNo ratings yet
- Repair Welds: Mark/Locate Weld: DefectsDocument23 pagesRepair Welds: Mark/Locate Weld: DefectsJhultran KatipunanNo ratings yet
- To Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindDocument30 pagesTo Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindNidhi SharmaNo ratings yet
- Common weld defects and discontinuities guideDocument43 pagesCommon weld defects and discontinuities guideNader GaafarNo ratings yet
- Weld defects causes and remediesDocument10 pagesWeld defects causes and remedieskiki270977100% (1)
- Welding DefectsDocument36 pagesWelding DefectsAzhar AhmadNo ratings yet
- Welding Defect Causes and CuresDocument19 pagesWelding Defect Causes and CuresMohammed Mushraf UddinNo ratings yet
- Welding Defects and Their PreventionDocument2 pagesWelding Defects and Their PreventionAliMubarakNo ratings yet
- Essential in WeldingDocument3 pagesEssential in WeldingBelle SantosNo ratings yet
- VISUAL WELD INSPECTIONDocument57 pagesVISUAL WELD INSPECTIONQuang Duan Nguyen100% (4)
- 01 - WELDING DEFECTS (Surface) - May 2021Document28 pages01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoNo ratings yet
- Defect Tool Box TalkDocument1 pageDefect Tool Box TalkSANUNo ratings yet
- Welding PorosityDocument2 pagesWelding PorosityAditya WicaksonoNo ratings yet
- Welding Imperfection and Material InspectionDocument62 pagesWelding Imperfection and Material Inspectionintfarha10No ratings yet
- Welding DefectsDocument38 pagesWelding Defectssajeev27100% (4)
- Welding DefectsDocument27 pagesWelding DefectsrobinfanshaweNo ratings yet
- Welding School DisplayDocument10 pagesWelding School DisplaySunilNo ratings yet
- Welding Defects Guide: Causes and PreventionDocument63 pagesWelding Defects Guide: Causes and PreventionKhalid HafezNo ratings yet
- WELDING EssentialsDocument4 pagesWELDING Essentialslouieoren berondoNo ratings yet
- Welding DefectsDocument22 pagesWelding DefectsAnil KumarNo ratings yet
- WELDING InspectionDocument89 pagesWELDING InspectionMaclaurinHeronNo ratings yet
- Gtaw WeldingDocument37 pagesGtaw WeldingSadhasivam VeluNo ratings yet
- Heat-Affected Zone (HAZ) Defects, Causes and Remedies GuideDocument24 pagesHeat-Affected Zone (HAZ) Defects, Causes and Remedies GuideRamu Amara100% (1)
- Welding ImpuritiesDocument11 pagesWelding ImpuritiesapNo ratings yet
- PRT (IC141) - Lecture 12-13 WeldingDocument38 pagesPRT (IC141) - Lecture 12-13 WeldingGaurav MeenaNo ratings yet
- Visual Weld Inspection and Defect Identification GuideDocument46 pagesVisual Weld Inspection and Defect Identification GuideDương PhúcNo ratings yet
- Evaluation of Welding PRogramDocument8 pagesEvaluation of Welding PRogramKeith RutherfordNo ratings yet
- Hrafnagaldur Odins Translation and Comme PDFDocument743 pagesHrafnagaldur Odins Translation and Comme PDFKeith RutherfordNo ratings yet
- Valhalla The Myths of Norseland - JC Jones PDFDocument159 pagesValhalla The Myths of Norseland - JC Jones PDFKeith RutherfordNo ratings yet
- Egills Grave Archaeology and Egils SagaDocument9 pagesEgills Grave Archaeology and Egils SagaKeith RutherfordNo ratings yet
- VT Student Guide Package PDFDocument162 pagesVT Student Guide Package PDFKeith RutherfordNo ratings yet
- Uputstvo Za Obijanje Brava (Englseki)Document18 pagesUputstvo Za Obijanje Brava (Englseki)Nermin SelicNo ratings yet
- The Dawn of Parliamentary Democracy: The Icelandic AlthingDocument18 pagesThe Dawn of Parliamentary Democracy: The Icelandic AlthingPatricio RodriguezNo ratings yet
- TIG Procedures - Copper WeldingDocument10 pagesTIG Procedures - Copper WeldingEnrico959No ratings yet
- Egills Grave Archaeology and Egils SagaDocument9 pagesEgills Grave Archaeology and Egils SagaKeith RutherfordNo ratings yet
- Disaster Preparedness Primer For Radiology Professionals 2006 ACR UNM PDFDocument47 pagesDisaster Preparedness Primer For Radiology Professionals 2006 ACR UNM PDFKeith RutherfordNo ratings yet
- Folk TalesDocument8 pagesFolk TalesKeith RutherfordNo ratings yet
- Planning Guidance Response To Nuclear Detonation PDFDocument97 pagesPlanning Guidance Response To Nuclear Detonation PDFKeith RutherfordNo ratings yet
- Codex RunicusDocument201 pagesCodex RunicusKeith Rutherford100% (3)
- Uputstvo Za Obijanje Brava (Englseki)Document18 pagesUputstvo Za Obijanje Brava (Englseki)Nermin SelicNo ratings yet
- Common Weld Defects and Their CausesDocument16 pagesCommon Weld Defects and Their CausesKeith Rutherford100% (2)
- How To Prevent Weld FailureDocument14 pagesHow To Prevent Weld FailureKeith RutherfordNo ratings yet
- Common Weld Defects and Their CausesDocument16 pagesCommon Weld Defects and Their CausesKeith Rutherford100% (2)
- Car Battery WeldingDocument14 pagesCar Battery WeldingKeith RutherfordNo ratings yet
- Welding - Visual DefectsDocument19 pagesWelding - Visual Defectsbasita2No ratings yet
- Various Types of CracksDocument1 pageVarious Types of CracksKeith RutherfordNo ratings yet
- How To Prevent Weld FailureDocument14 pagesHow To Prevent Weld FailureKeith RutherfordNo ratings yet
- Using Welding Inspection ToolsDocument9 pagesUsing Welding Inspection ToolsMadan YadavNo ratings yet
- US Army Survival ManualDocument277 pagesUS Army Survival ManualDimitar YovchevNo ratings yet
- How To Prevent Weld FailureDocument14 pagesHow To Prevent Weld FailureKeith RutherfordNo ratings yet
- The Illustrated Guide To Building and Tuning Tattoo MachinesDocument23 pagesThe Illustrated Guide To Building and Tuning Tattoo Machinesstarchpress100% (2)
- MIT Lockpicking GuideDocument49 pagesMIT Lockpicking GuideNarrowPathPilgrim100% (10)
- The Illustrated Guide To Building and Tuning Tattoo MachinesDocument23 pagesThe Illustrated Guide To Building and Tuning Tattoo Machinesstarchpress100% (2)